工业重金属电镀废水处理工程设计
2021-11-10李卓华
摘要:针对未进行严格清晰分水的电镀废水在采用传统工艺时出水不稳定且危废产生量大等问题,结合具体的案例分析,掌握工业重金属电镀废水处理工程设计要点与核心,能有具体的信息数据科学说明,以《电镀污染物排放标准》为依据,可完善设计流程与方案,在实施阶段对工艺质量控制,可保证工业重金属电镀废水良好的处理效果,保证经处理后的废水可正常处理,各项指标符合国家标准要求,从而对生态环境质量提升起到促进作用。基于此条件下,也降低对现代工艺领域的管理难度,通过实际管理,大大降低了药剂费及污泥处置费,每吨废水的处理成本约 19.1 元,具有较好的经济效益和环境效益。
关键词:工业;重金属;电镀废水;生化工艺
基于新时代背景下,我国工业领域快速发展,在工业重金属废水处理环节中应用电镀技术,从电镀废水的成分方面分析,主要包括铬、镉、镍、铜、锌、金、银等重金属离子、氰化物等,会对生态环境造成严重污染,废水渗入地下后,会对地下水造成严重的污染,严重威胁着大众生命安全与身体健康。对此情况,还需引起各部门重视,能对此项技术广泛应用,通过实际应用提升电镀废水处理效果稳定性。
1 工程概况
为便于对工业重金属电镀废水处理工程设计内容分析,本文选择某项目为分析案例。在该项目中设计水量为3000m3/d,设计水中所包括的污染物质有酸铜、氰、镍、银等,采用电镀废水处理技术,能在处理过程中对各项信息数据详细记录,依据信息数据分析处理效果。其中,整个处理环节中是以《电镀污染物排放标准》(DB44/1597–2015)为主,保证此项工作开展科学性、合理性。
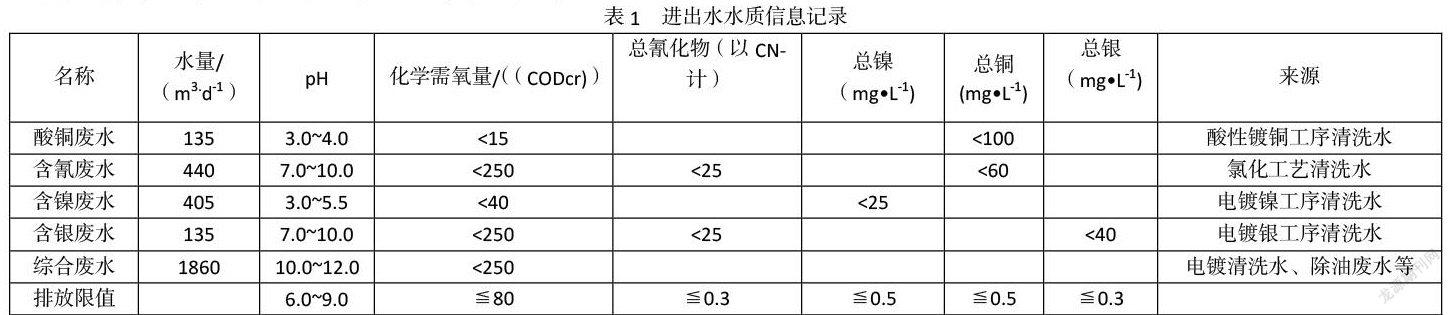
2 进出水水质
统计阶段对进出水水质处理,核心目的就是可详细掌握各环节中的水质情况,关于污水处理有依据、有目的。对此,对各项信息数据详细记录,如表1所示。
3 工艺流程设计
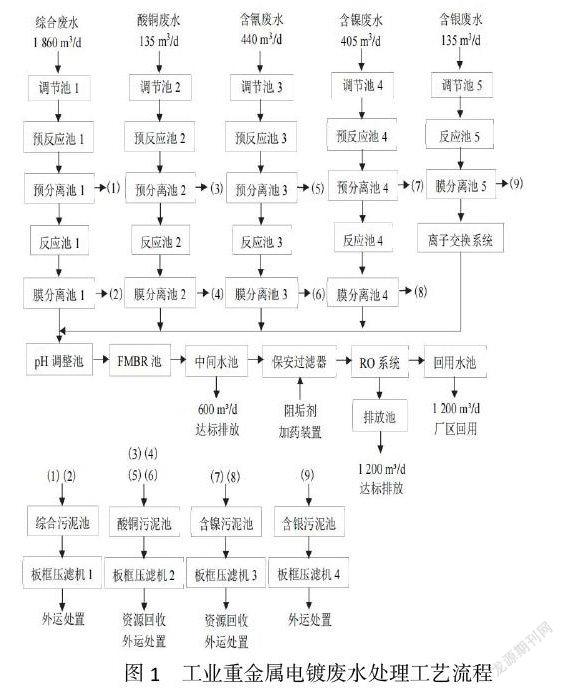
考虑工业重金属电镀废水处理工程设计难度、相关正常实施标准要求、废水处理效果等,还需注重对其工艺流程科学化设计,可在设计阶段就明确各项标准与规范,保证整个工程设计与实施的合理性、科学性,通过实际结果说明此项工艺效果的影响性。如图1所示为该工艺流程设计图。
此项工艺在实施阶段,能重点探究废水类别,掌握不同废水根源与影响程度,能对各项技术、机械设备等引进与应用,才可真正处理各类废水,降低生态污染程度。
例如:对酸铜废水处理,把NaOH加入反应池、预反应池加,改变原pH值,对其数值设计控制在9.5~10.0之间,能影响废水中的杂质沉淀情况。在此基础上,可初步对废水中部分重金属处理,而又进入预分离池,此阶段主要处理内容是固液分离,再进入反应池,可依据实际情况适当地增加NaOH再次对pH值调节,能对初期废水中重金属离子细化处理,由膜分离池完成固液分离工作,此阶段的pH调整池处于中性,最后到达FMBR池,设定兼氧条件,由特性菌对污水中可生化有机物、污染物等降解处理,在膜分离作用影响下完成固液分离处理工艺[1]。而在中间水池中会设定废水排放量为600t,并且的經过前期处理的废水,保证各项指标符合相关要求。剩余的废水会由保安过滤器处理后到达RO系统,产水量设定1200m3/d,使此阶段的废水能直接到回用水池中,以此供应厂区使用,既提供水资源利用率,又能保证废水排放量、排放指标等标准性,有效降低生态环境污染程度。
再如:含银废水处理,还需重点探究此项工艺效果,还需在处理前能“均质均量”管控,使废水直接在反应池5中被处理。向反应池5适当添加NaClO破氰,pH先调节至10.0∼10.5,加NaClO至ORP=300mv左右,反应1小时后,加酸回调PH至6.5∼7.0,加NaClO至ORP=600mv左右,反应1小时后,加碱调整PH至9.0∼9.5、加入混凝剂和助凝剂后沉淀,对此环节中所产生的沉淀物,要在膜分离池5中固液分离,与离子交换系统深度处理后,与其他废水一并在pH调整池中整体化处理。基于此条件下,工作人员只需结合处理实况,对各项工作环节中所产生与记录的信息数据详细计算、分析,就可掌握含银废水处理效果,由监管人员应用新技术与配套设施,保证废水排放各项指标规范性[2]。
4 设备类别与性能
依据废水处理工艺流程,能在设计阶段就注重新技术、配套设施、专业化技术人员等引进,为后续工作开展奠定良好基础。此外,因废水会经过多个处理阶段,而在各阶段处理环节中所应用的技术与相关设备存在不同之处,为保证废水处理效果,还需保证各阶段对新技术、设施设备应用合理性,才能保证整体良好的处理效果。
第一,调节池中应用3台提升泵,其中2台为日常使用、1台是备用。与其配套的设施包括饮水罐(2台)、流量计(2个)、液位控制器与曝气系统各1套。
第二,预反应池中应用pH计(3台)、ORP(氧化还原电位)计(2台)、加药泵(2台)、搅拌机(3台)、曝气系统(1套)。
第三,预分离池中应用中心传动刮泥机(1台)、污泥泵(2台)。
第四,反应池中应用ORP计(1个)、搅拌机(2台)、pH计(1个)、曝气系统(1套)、加药泵(1台)。
第五,膜分离池中应用产水泵(3台)、流量计(3个)、液位控制器(3套)、3寸污泥压滤泵(1台)、膜分离器(3套)、风机(1台)。
第六,pH调整池中应用加药泵(2台)。
第七,FMBR池中应用流量计(4个)、产水泵(4台)液位控制器(4套)、风机(4台)、FMBR处理器(4套)。(2台)、
第八,中间水池中应用中转泵(3台)、饮水罐液位控制器(1套)、曝气系统(1套)。
第九,回用水池中应用液位控制器(1套)。
第十,综合污泥池中应用3寸污泥压滤泵(2台)、高压系统(1套)、120m2压滤机(1台)。
结合工艺流程掌握废水处理流程,虽然在处理阶段废水类别不同,还需在实际处理过程中对实际情况全面性分析,但是为保证整体处理效果,就必须在各方面引起重视,需从根本上加大管控力度,各项工作均有序进行,在工程设计与开展阶段具有相应的实施依据,从实际效果中说明工艺设计的重要性与必要性。同时,在新技术、机械设备配合应用过程中还能对具体信息数据详细记录,结合信息数据计算正确值,也是分析工业废水处理及排放标准性的重要依据,无论是工程设计方案制定,还是对计划实施,甚至的对各项政策落实等等,具能对整体效果带来一定影响。
此外,各项技术与配套设施运用,把工作重心放在设计与废水处理环节中,不单单是考虑到工业领域实施要求与标准,而且还能对工业领域严格监管,可在监过程中发现问题、解决问题,一方面,保证工业领域发展稳定性,在各项工作开展阶段不受常见因素影响,实施效果才能有良好的基础保障;另一方面,综合效益显著提升,符合现代化工业创新发展要求。在此条件下,工业自身也逐渐引起重视,可在日常生产环节中注重“自主管理”,人力、物力、财力等均衡处理。在此期间也加大对机械设备的维护与管理力度,提升机械综合性,避免在设备管理方面消耗大量的费用,有效降低企业投资成本[3]。
例如:在机械设备管理阶段,就可用新技术编程逻辑控制器(PLC)控制,可实施掌控合理设备的运行状态,每台设备运行阶段的故障问题能准确定位具体位置,为工作人员生命安全提供良好保证,降低机械设备运行环节中故障发生率。构建智能化管理平台,各项工作均能在平台内有序开展,借助平台强大化的功能,细化工业废水处理流程,各台机械设备控制有较强的独立性,不能与其他环节中的各个设备相关联,从而增强机械设备运行稳定性与可靠性。
5 结语
结合上述内容分析,能了解到工业重金属电镀废水处理工程设计必要性,并在设计环节中对新技术应用,保证设计方案的合理性,设计环节中也考虑到工业废水的影响性与污染性,为保证现代化社会稳定发展,还需从根源上合理化解决,既不会对现代化工业创新发展造成影响,又能充分贡献出自身作用。此外,工业重金属电镀废水处理流程被完善,详细探究水电镀废水可行性,降低实际施工难度。再加上该工艺管路较简单,工作人员结合实际情况可适当加入或不加入混凝剂,均可保证工业重金属电镀废水处理效果,针对处理后的废水回收、再循环利用等,提高各类资源利用率,确保此项工程良好的经济效益与环境效益。
参考文献:
[1]苏启元,涂火燕.电镀废水处理工程设计[J].江西化工,2020,6(09):30-33.
[2]马少华;张斐.电子工业重金属废水处理工艺设计实例[J].世界有色金属,2019,48(11):140-141.
[3]张惠华.工业重金属废水治理工程设计分析[J].绿色环保建材,2019,32(17):101-101.
作者简介:李卓华(1988-5)男、汉族、广东台山,本科,学士学位,助理工程师,开平市中青環保技术服务有限公司 广东江门 529263
