车间工艺钢构中标高调节方式的选择
2021-11-06许世平
许世平
(福建省建宇电力发展有限公司, 福建 三明 353000)
0 引言
若标高调节方式选择不当,会造成制作成本增加,安装时构件修改量增多的现象,降低了企业的生产效率,迟缓了企业的施工进度,使得企业成本上升,降低该企业在同类企业中的竞争力。那么如何防止标高调节方式的选择不当造成的不良影响,提升构件制作和安装的效率,使得车间工艺钢构的标高调节更加灵活和合理,这就需要有关人员进行不断的思考总结和创新,实现标高调节方式的合理选择。
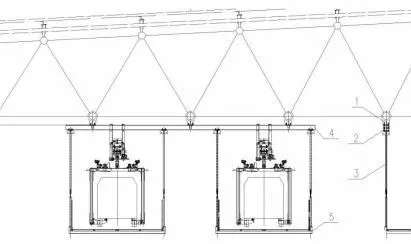
图1 车间工艺钢构结构图
1 网架结构厂房的车间工艺钢构标高调节选择
目前网结构厂房车间工艺钢构标高调节有以下几种方法可供选择:
1.1 单螺纹孔的网架式节点球吊点
车间工艺钢构标高调节只能在吊座上进行,将吊座底部调节成统一标高,以利于一次辅梁、吊杆等后继构件的安装。
吊座由上、下两部分通过两侧用M20 高强度螺栓连接而成,螺栓强度等级采用8.8 级,螺母强度等级采用8 级,连接处做成长度0-100mm、直径22mm 长圆孔,用来调节标高,以确保一次辅梁及吊杆的高度和水平度,吊座高度根据节点球直径大小而定如图2 所示。

图2 吊座高度与球径大小关系
吊座形式:吊座分上下两部分制作,上部为倒U 型,侧板用厚度12mm 的钢板,加强筋采用双面焊接,厚度不小于10mm;下部为U 型,侧板用厚度12mm 的钢板,加强筋采用双面焊接,厚度不小于10mm。吊座顶部和底部钢板厚度在16mm 以上。根据节点球的螺栓孔选择吊座顶部锁付的螺栓大小,一般采用M20~M24 的高强螺栓与节点球连接,安装时还要抹上防松胶,螺栓强度等级为10.9 级,螺栓拧进节点球内长度不小于20mm[1-3]。在调整完标高后,将吊座上部与下部焊接,焊缝高度约6mm。
1.2 带4 个安装孔的网架式节点球吊点
针对带4 个安装孔网架式节点球吊点的厂房,如下图3 所示,车间工艺钢构标高调节可以有三种方式:a 型:采用4 根高强度螺杆(长度330mm)加上活动吊座调节标高,将吊座底部调节成统一标高。b 型:采用4 根高强度螺杆(长度330mm)加上固定吊座调节标高,将吊座底部调节成统一标高。c 型:采用调节吊杆来调节标高。

图3 网架式节点球吊点
a 型:采用4 根高强度螺杆(长度330mm)加上活动吊座调节标高,将吊座底部调节成统一标高。吊座由上下两部分通过4 根M20 高强度螺栓与节点球吊点连接而成,螺栓强度等级采用8.8 级,螺母强度等级采用8 级。吊座形式:吊座分上下两部分制作,上部为T 型,下部为倒T 型,吊座顶部和底部钢板厚度在12mm 以上,筋板用厚度10mm 的钢板,加强筋采用双面焊接[4-5]。在调整完标高后,用扭力扳手拧紧4 根螺杆上的螺母,将吊座上部与下部焊接,焊缝高度约6mm。
b 型:采用4 根高强度螺杆(长度330mm)加上固定吊座调节标高,将吊座底部调节成统一标高。固定吊座通过4 根M20 高强度螺栓与节点球吊点连接而成,螺栓强度等级采用10.9 级,螺母强度等级采用10 级。在调整完标高后,用扭力扳手拧紧4 根螺杆上的螺母。采用b 型方式若在不需要一次辅梁的地方,可将吊杆直接通过4 根高强度螺杆直接与节点球吊点连接,通过螺杆调节工艺钢构的标高。
c 型:采用调节吊杆来调节标高。一次辅梁直接于节点球吊点连接,吊杆采用Φ70x6 的无缝管制作,把吊杆分成两段,在吊杆的上下两段的中部焊入两个中间带M30 螺纹孔的圆钢,吊杆的上、下两段中间用长度350mm 的M30 的螺杆连接。两个圆钢加工及焊接时要保证同心度。在调整完标高后,吊杆底部都要在同一个标高上。
以上三种标高形式中:a 型及c 型制作安装都较b 型制作安装复杂,制作成本b 型优于a 型及c 型;而在后期调节标高的时期,b 型最优,a 型及c 型中a 型明显优于c 型。故在带4 个安装孔的网架式节点球吊点的厂房安装车间工艺钢结构中,标高调节选择应以b 型作为最优先选择,次之选择a 型,最次选择c 型。
2 门式钢架结构厂房的车间工艺钢构标高调节选择
门式钢架结构厂房的梁本身带有斜度,不同轴线上的标高就不一致,相邻跨的厂房梁也会因为土建施工的原因造成同个轴线上的高度不一致。房车间工艺钢构标高调节有以下几种方式选择,见图4。

图4 门式钢架结构厂房标准调节选择
2.1 门式钢架结构厂房梁上带有安装孔
车间工艺钢构标高调节方式跟上文中1.2 带4 个安装孔的网架式节点球吊点一样,也是选择b 型(采用4 根高强度螺杆加上固定吊座调节标高,将吊座底部调节成统一标高)最优。
2.2 门式钢架结构厂房梁上无安装孔
对于门式钢架结构厂房无安装孔的情况,车间工艺钢构标高调节方式可以有以下两种:A 型:采用吊杆调节标高,将吊杆底部调节成统一标高;B 型:采用短吊座调节标高,将短吊座底部调节成统一标高。
A 型:采用吊杆调节标高,将吊杆底部调节成统一标高。将吊杆的上端直接焊接在厂房梁上,不同轴线的吊杆长度不同(因为梁上有坡度,吊杆型号较多),吊杆的底板在吊杆达到统一标高后再焊接,吊杆底板与下端的辅梁采用高强螺栓进行锁付。
B 型:采用短吊座调节标高,将短吊座底部调节成统一标高。将短吊座的上端直接焊接在厂房梁下方,厂房梁腹板焊接加强筋板,不同轴线的短吊座长度不同(因为梁上有坡度,短吊座型号较多,吊杆型号可以统一),然后采用4 根高强度螺杆(长度330mm)与吊杆锁付调节标高,将吊杆顶部调节成统一标高。可以将所有标高都统一到吊杆上端。螺杆强度等级采用10.9 级,螺母强度等级采用10 级。在调整完标高后,用扭力扳手拧紧4 根螺杆上的螺母。
以上两种标高调节方式中:B 型制作较A 型制作复杂,制作成本B 型也略高于A 型;而在安装期间B 型明显优于A 型,且后期调节标高的时期,B 型明显优于A 型。综合效益B 型优于A 型。故在门式刚架结构厂房梁上无安装孔安装车间工艺钢结构中,标高调节选择应优先选择B 型。
3 结束语
随着我国经济的不断发展,对于车间工艺钢构的要求越来越高,标高调节方式的合理选择对车间工艺钢构的整体质量、安装进度、制作成本控制、提升施工企业竞争力都有着显著的作用,还需要有关人员在实践中不断的探索和研究,并不断地完善和总结。