整体模压绝热结构空气耦合超声波C扫描检测
2021-11-06方文斌王晓勇夏美玲
刘 凯 方文斌 王晓勇 夏美玲
整体模压绝热结构空气耦合超声波C扫描检测
刘 凯1方文斌2王晓勇1夏美玲3
(1.湖北三江航天江北机械工程有限公司,孝感 432100;2.火箭军装备部驻孝感地区第一军代室,孝感 432100;3.北京航天特种设备检测研究发展有限公司,北京 100074)
整体模压绝热结构是碳纤维缠绕壳体的重要抗冲刷、抗烧蚀和承压结构。采用空气耦合超声波对整体模压绝热结构进行了检测试验。试验结果显示,空气耦合超声波C扫描检测可有效检测出整体模压绝热结构内部10mm及以上的分层、脱粘缺陷。使用的探头频率越高,检测灵敏度越高,缺陷边缘越清晰。
整体模压绝热结构;空气耦合;超声波C扫描检测
1 引言
碳纤维缠绕燃烧室壳体是固体火箭发动机的重要组成部分,燃烧室壳体在工作的过程中需承受高压和高温冲刷、烧蚀。整体模压绝热结构是碳纤维缠绕燃烧室壳体的重要抗冲刷、抗烧蚀和承力结构[1]。主要采用绝热橡胶材料和金属接头整体模压成型,在成型的过程中由于橡胶的流动会产生分层、脱粘等缺陷。常规的无损检测技术对其检测均不具备完整的有效性,检测结果的可靠性低,人为影响因素较大。采用自动化超声C扫描检测可全面、有效地对产品内部质量进行检测,但由于整体绝热结构的主要组成橡胶,成型后为软质、异型结构,常规接触式耦合和喷水耦合因产品变形导致耦合不良,无法实现扫查和自动化检测。
2 空气耦合超声波检测特点
传统的超声检测需要采用耦合介质(如水、油等)以使超声波有效传播到被检物质中。空气耦合超声检测是通过使用特殊换能器在材料中激发和接收超声波,检测过程中不使用传统的超声耦合剂,是将空气作为耦合介质的一种非接触式超声波检测技术[2]。具有非接触的特点,能够实现快速自动化扫查,检测结果可有效减少人为因素影响,是工程领域复合材料无损检测自动化、智能化的重要研究方向。
3 空气耦合超声波检测试验
3.1 人工缺陷试样制作
采用橡胶模压制作1块200mm×200mm的试样,并在试样上分别采用贴纸法模拟制造10mm、20mm、30mm的分层、脱粘缺陷。
3.2 橡胶模压结构检测试验
由于超声波受到声波波长和频率影响在复合材料中传播时衰减较大,一般采用穿透法对复合材料的分层、脱粘缺陷进行检测。空气耦合超声检测实验系统主要由控制系统、超声波收发器、前置放大器、空气耦合超声探头等几部分构成,其系统组成如图1所示。
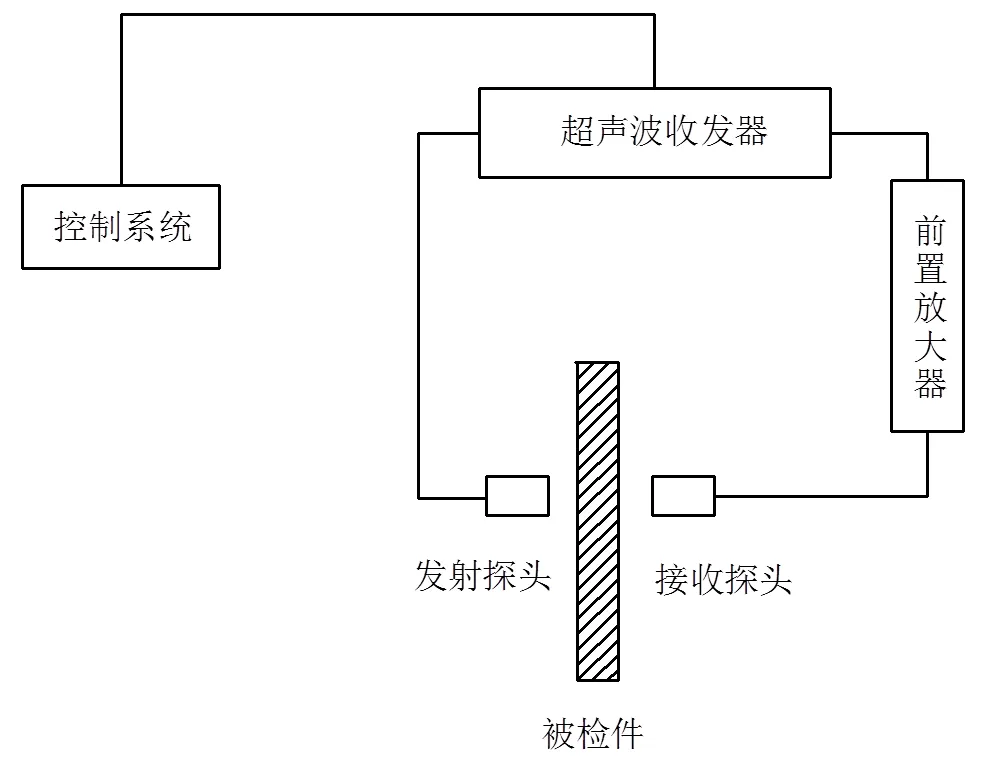
图1 空气耦合超声检测实验系统
超声波检测仪为PRACUT双通道空气耦合超声波检测仪,最大激发功率为1200V,适配频率为0.02~10MHz。
空耦探头:探头频率为采用400kHz的空气耦合探头,其压电晶片选用特殊的材料制作,以降低压电晶片的声阻抗,实现与空气有更好的阻抗匹配,减少能量衰减。
将被测试件放置于发射和接收探头之间,探头正对放置在橡胶两侧距表面一定距离处,调节探头的水平位置使两探头轴线保持一致,同时调节好距离使接收到的穿透波波形幅值达到最大。调节检测系统,分别将探头对正试样的无缺陷部位和人工缺陷部位,观察在两个部位空气耦合探头穿透波信号的透射情况,其检测结果如图2、图3所示。

图2 无预制缺陷的穿透波信号

图3 人工缺陷的穿透波信号
试验结果显示,无缺陷部位穿透波信号为1000mV,人工缺陷部位穿透波小于20mV,说明采用空气耦合超声检测,可有效识别出橡胶模压件内部的分层、脱粘缺陷。
3.3 整体模压绝热结构空气耦合超声C扫描检测

图4 整体模压绝热结构缺陷试样
由于空气耦合超声检测为非接触式检测,检测过程中不受产品变形的影响,可实现橡胶模压制品的自动化超声C扫描检测。在某模压绝热结构实物上截取一段弧长约为200mm的试样,并在试样上分别采用贴纸法模拟制造10mm、20mm、30mm的分层、脱粘缺陷,试块如图4所示。
分别采用频率为200kHz和400kHz探头对试样缺陷部位进行空气耦合超声纵波穿透法C扫描检测,由于检测探头的电压耐受值最大为400V,超声检测仪的激发电压设置为400V,扫查增益为30dB,扫描速度为60mm/s,采样步进为0.4mm,不同幅值的接收信号采用不同颜色显示。探头频率200kHz和400kHz的检测结果分别如图5、图6所示。

图5 频率200kHz检测结果

图6 频率400kHz检测结果
当采用200kHz对试样检测时,可有效地检测10mm、20mm、30mm的缺陷,无缺陷部位穿透波信号为1000mV,有缺陷部位穿透波小于20mV。当采用400kHz对试样检测时,可有效地检测10mm、20mm、30mm的缺陷,无缺陷部位穿透波信号为200mV,有缺陷部位穿透波小于20mV。对比200kHz和400kHz检测结果发现,采用400kHz检测时缺陷边界比200kHz识别度高,10mm缺陷辨识度高于200kHz,说明采用400kHz检测时检测灵敏度较高,但接收到的穿透波声波幅值小于200kHz。对产品检测时,在保证声波穿透产品的前提下,可选择频率较高的探头检测。
在某整体模压绝热结构中截取一段带有人工脱粘层的试样,采用400kHz的探头检测,结果如图7所示。

图7 人工脱粘层部位检测结果
图8中左侧区域为人工脱粘层与底层的粘接区域,右侧区域为人工脱粘层的非粘接区域,结果显示可明确区分出粘接区域与非粘接区域,且人工脱粘层根部界限识别度高。
4 结束语
通过采用空气耦合超声C扫描对绝热结构试样检测发现,该方法可有效检测出整体模压绝热结构10mm及以上分层、脱粘缺陷,缺陷可检尺寸的大小和边界。识别度与检测频率有关,检测频率越高检测灵敏度越高,边界可识别度越高。但检测频率越高,超声波的穿透能力越差,故在检测时应根据检测需求合理选择检测频率。检测试样可有效识别人工脱粘层及其粘接区边界,可对人工脱粘层的深度有效监测。
1 秦锋,张崇耿,张新航,等. 耐烧蚀三元乙丙橡胶绝热层材料的性能研究[J]. 航天制造技术,2010(3):26~28
2 沈建中,林俊明. 现代复合材料的无损检测技术[M]. 北京:国防工业出版社,2016
Air-coupled Ultrasonic C-scan Testing of Whole Molded Insulation Structure
Liu Kai1Fang Wenbin2Wang Xiaoyong1Xia Meiling3
(1. Hubei Sanjiang Aerospace Jiangbei Machinery Engineering Co., Ltd., Xiaogan 432000;2. First Military Representative of the Rocket Army Equipment Department in Xiaogan Area, Xiaogan 432000;3. Beijing Aerospace Special Testing & Research Co., Ltd., Beijing 100074)
As an important erosion resistant and pressure-bearing structure of carbon-fiber wound shell, whole molded insulation structure is widely used. The air-coupled ultrasonic testing experiments were carried out on whole molded insulation structure. The results show that the delamination and debonding defects of10mm or more in the whole molded insulation structure can be detected by air-coupled ultrasonic C-scan testing, the higher the probe frequency, the higher the detection sensitivity and the clearer the defect edge.
whole molded insulation structure;air-coupled ultrasonic;ultrasonic C-scan

TG115.28
A
刘凯(1992),工程师,测控技术与仪器专业;研究方向:无损检测技术与应用研究。
2021-07-12
