航插焊杯激光除金工艺与手工除金工艺比较研究
2021-11-06杨小健张永忠杜晓妍
杨 迪 杨小健 张永忠 吴 浩 杜晓妍
航插焊杯激光除金工艺与手工除金工艺比较研究
杨 迪1杨小健1张永忠1吴 浩1杜晓妍2
(1. 北京计算机技术及应用研究所,北京 1008542;2. 北京城市学院智能电子制造研究中心,北京 101399)
通过对比分析的方法,分别研究镀金航插焊杯手工及激光一次搪锡除金、两次搪锡除金的结果, 测量合金层厚度,观察合金层形貌。发现无论是手工方法还是使用激光,一次搪锡除金不能使金含量低于3%,两次搪锡除金后金含量均低于3%,但激光搪锡得到的金相组织更为细腻均匀,合金层厚度更薄且效率更高。最终得出激光搪锡除金效果优于手工操作的结论,对航插焊杯除金工艺方法有更先进的指导意义。
航插焊杯;激光搪锡除金;手工搪锡除金
1 引言
随着电子装联技术朝着高密度、小型化方向发展,焊点越来越微细化,焊点金脆失效现象已成为提高焊点可靠性必须考虑的问题。对于含金导体,J-STD-001C中规定表面95%以上含金的表面需要搪锡处理;ECSS-Q-ST-70-08C和QJ165B中均规定,镀金引线不允许直接焊接[1,2]。目前航插器件焊杯除金主要采用手工搪锡方法,手工搪锡灵活方便,但是存在效率低下、一致性差的问题。采用自动工装系统替代手工操作,使用激光搪锡方法对焊杯搪锡除金,具有效率高、一致性好、可适用范围广的优点。基于自主开发的激光搪锡专用工装系统,开展手工与激光搪锡效果对比分析,验证激光搪锡工艺方法,为实现镀金航插焊杯搪锡除金自动化的应用提供有效支撑。
2 激光除金与手工除金试验
2.1 手工搪锡处理焊杯

图1 手工搪锡
具体过程如图1所示。1号焊杯:焊杯手工一次搪锡;2号焊杯:焊杯手工一次搪锡,除锡后再次手工搪锡。
2.2 激光搪锡处理
采用3个航插样件对应验证3种工艺参数,见表1。
表1 激光搪锡不同工艺参数对比
2.3 样品外观观察

图2 激光两次搪锡后外观图
2号连接器手工一次搪锡的1号焊杯锡面粗糙,呈银灰色,手工两次搪锡的2号焊杯锡面光滑饱满,呈光亮银色;1号连接器激光一次搪锡的3号焊杯锡面饱满,呈银灰色;1号连接器激光两次搪锡的3号焊杯锡面呈光亮银色,见图2。
3 试验结果分析
通过上述试验,分别选取手工搪锡后焊杯和激光参数为30W,0.5s搪锡外观效果最佳的2号连接器4号焊杯,取样后镶嵌磨抛,扫描电子显微镜观察焊杯截面,观察焊料与焊杯结合位置是否有合金层形成[3],使用配套能谱仪分析焊料内及合金层内金含量。
3.1 手工一次搪锡
内部有大块铅偏聚,焊锡与焊杯间形成连续合金层,平均厚度641nm。在界面位置发现多处细长金锡化合物组织,最大长度达13.6μm。合金层与焊料中均发现金元素,合金层中的金元素含量高达24.35wt%,具体见图3。
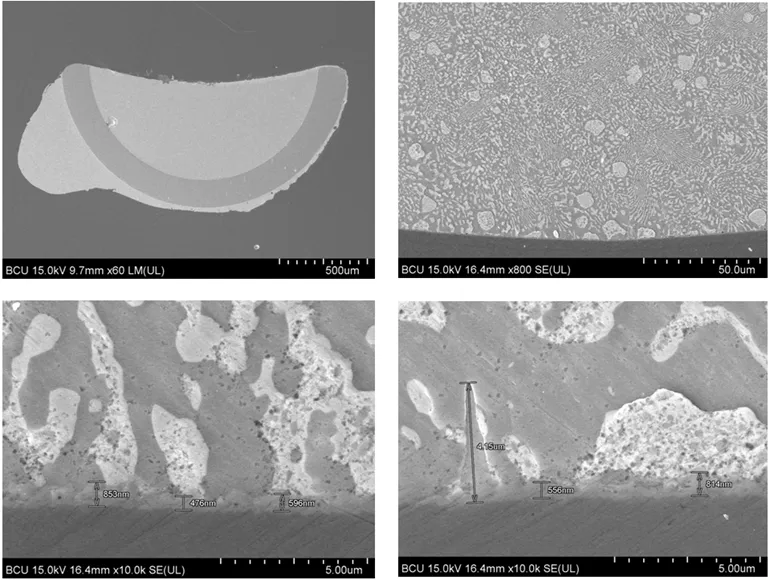
图3 手工一次搪锡结果分析
3.2 手工两次搪锡
焊锡与焊杯间形成连续合金层,平均厚度750nm。未发现大块金锡化合物组织。焊料中检测出金元素含量2.62wt%,见图4。
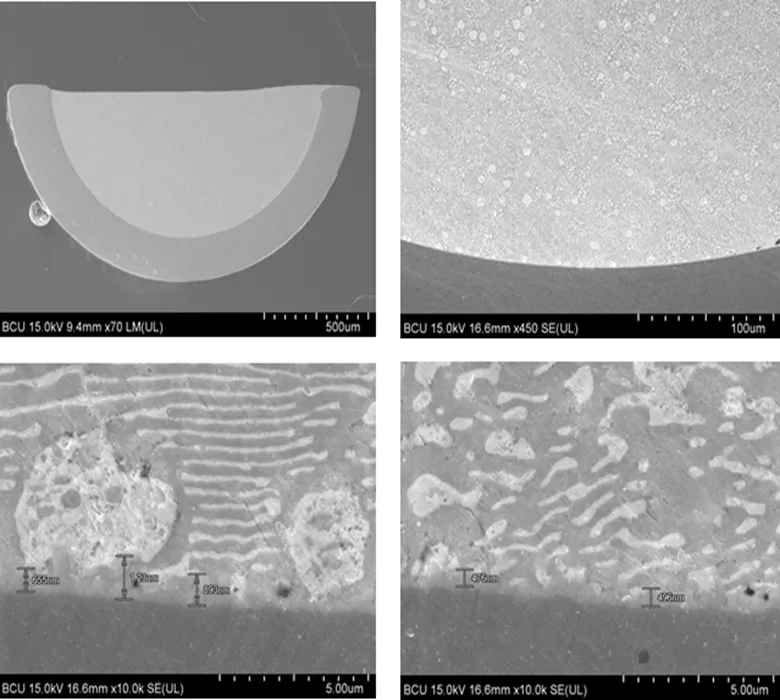
图4 手工两次搪锡结果分析
3.3 激光一次搪锡
工艺参数:功率30w,时间0.5s,一次搪锡扫描电镜见图5。
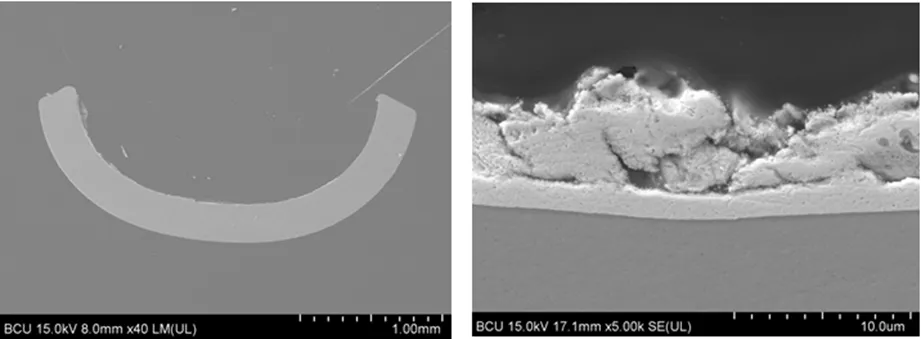
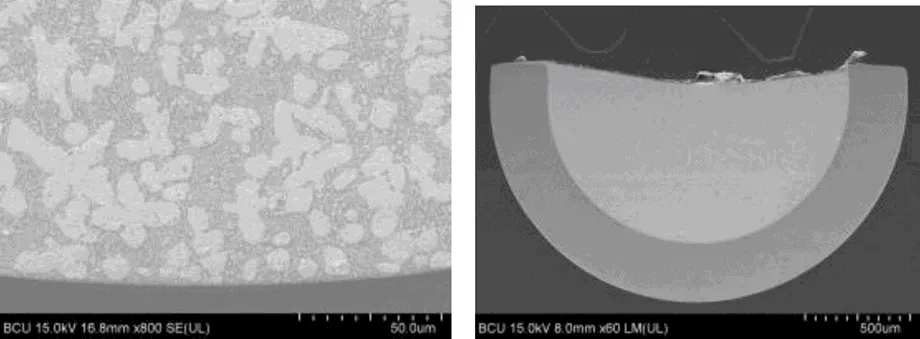
3.4 激光两次搪锡
工艺参数:功率30W,时间0.5s,两次搪锡焊锡与插针间形成连续合金层,平均厚度 678nm。焊料及合金层中均未检测到金元素,见图6。
4 对比分析
4.1 手工一次搪锡与手工两次搪锡对比

表2 手工一次、两次搪锡效果对比表
使用手工搪锡方法,金元素聚集现象严重,焊料及合金层内金元素含量都很高,不能满足搪锡除金要求;两次搪锡后金含量降低到3wt%以下,未见明显金元素聚集,见表2。
手工一次搪锡合金层平均厚度641nm,界面位置发现多处细长金锡合金组织,长度可达13.6μm,合金层与焊料中均发现金元素,合金层中金元素含量最高达到24.35wt%。
手工两次搪锡焊锡与焊杯间合金层平均厚度750nm。未发现大块金锡化合物组织。焊料中检测出金元素含量2.62wt%,合金层中未检测出金元素。
与一次搪锡相比,手工两次搪锡焊料与焊杯间形成的合金层略厚,平均厚度相差109nm。一次搪锡后焊料内金锡化合物较多,金含量很高,并且发现多处细长金锡合金组织。手工一次搪锡不能满足除金要求,金脆风险很高。两次搪锡后,焊料内未发现明显金锡化合物,金含量也大大降低,降低到2.62wt%。
4.2 手工一次搪锡与激光一次搪锡对比
手工搪锡焊料组织较粗大,铅偏聚明显,金元素聚集现象严重,发现多处细长金锡化合物组织,长度可达13.6μm。激光搪锡锡量更饱满,组织更细腻,金元素在焊料中均匀分布,未发现明显偏聚,对比见表3。

表3 手工和激光一次搪锡效果对比表
与手工搪锡相比,激光搪锡填锡量较为饱满,焊料内合金组织更加细腻。因为激光搪锡时间较短,焊料与焊杯间形成的合金层也比手工搪锡形成的合金层薄,激光搪锡和手工搪锡形成的合金层平均厚度分别为393.5nm和641nm。
采用手工搪锡方法,金元素在焊料中形成脆性金锡化合物的趋势更明显,在焊点组织内多处细长的金锡合金组织,金脆风险较高;激光搪锡后,金元素在焊料中均匀分布,含金组织细小,未见粗大的脆性金锡化合物。手工两次搪锡与激光两次搪锡对比见表4。

表4 手工、激光两次搪锡效果对比表
手工两次搪锡焊锡与焊杯间合金层平均厚度750nm。未发现大块金锡化合物组织。焊料中检测出金元素含量2.62wt%。
激光两次搪锡合金层平均厚度678nm,焊料与合金层内均未检测出金元素。
与手工两次搪锡相比,激光两次搪锡时间更短,焊料与焊杯间形成的合金层更薄,平均厚度相差72nm。手工两次搪锡后,焊料中金含量降低到2.62wt%,合金层内未检测出金元素。激光两次搪锡后焊料及合金层内均未检测出金元素,除金更加彻底[4,5]。
5 结束语
通过对比手工搪锡除金工艺与激光两次搪锡除金工艺结果,两种方式金元素质量分数虽均满足要求,但激光搪锡工艺得到的金相组织更为细腻,合金层厚度较小,除金效果更好,可以作为镀金航插焊杯实现自动化的搪锡除金工艺方法推广应用。
1 齐林,杨京伟,杜爽,等. QFN元器件去金搪锡工艺技术研究[J]. 航天制造技术,2018(1):44~47
2 张玲芸. 手工焊接的质量控制[J]. 电子工艺技术,2010(4):219~222
3 Yuan Haiyu. Influence of ENIG coating quality on the reliability of soldered joint[J]. Electronic Product Reliability and Environ-mental Testing, 2017(zl): 108~113
4 Sun Xiaowei, Cheng Mingsheng, Chen Gaiqing. Review of research progress on gold embrittlement failure behavior of Sn-Pb solder joints[J]. Electronics Process Technology, 2017(6): 315~318
5 Cheng Gang. Problem and measure of degolding in components soldering[J]. Aerospace Materials & Technology, 2012(5): 84~87
Comparative Study on Laser Degolding Process and Manual Degolding Process for Aviation Electronic Connector Solder Cup
Yang Di1Yang Xiaojian1Zhang Yongzhong1Wu Hao1Du Xiaoyan2
(1. Computer Technology and Application Research Institute in Beijing, Beijing 1008542;2. Intelligent Electronics Manufacturing Research Center in Beijing City University, Beijing 101399)
By comparative analysis, study the results of manual one tinning degolding, laser one tinning degolding and laser two tinning degolding for aviation electronic connector solder cup, measure alloy layer thickness and observe alloy layer morphology. It was found that whether manual method or using the laser, the gold content of one tinning degolding was no less than 3%, and gold content after two tinning degolding was lower than 3%, but laser lining tin got more exquisite and uniform microstructure, with thinner alloy layer thickness and higher efficiency. Finally, the effect of laser tinning is better than manual operation, and it has a more advanced guiding significance for degolding process of welding cup.
aviation electronic connector solder cup;laser tinning degolding;manual tinning degolding

V19
A
杨迪(1991),工程师,电子科学与技术专业;研究方向:光电子、电子电路技术。
2021-08-24
