密封孔用高效复合孔加工刀具的设计与开发
2021-11-04常州机电职业技术学院邵宗辉史东丽许成中
◇常州机电职业技术学院 黄 舒 邵宗辉 史东丽 许成中
工程机械上SAE J1962系列密封孔不仅结构复杂,而且对尺寸要求和形位公差都有很高的要求,同轴度和同心度方面要求更高。现有刀具在加工过程中不仅产生累积误差较大,而且存在尺寸要求和形位公差难以保证的问题。本文设计一款密封孔用高效复合孔加工刀具,对于产品上同一条轴线上涉及到的6个不同直径、形状和相同的同轴度方面的尺寸进行一次性加工,所有直径方面的尺寸稳定,同轴度一致性好,并且可以减少刀具磨损,增加刀具的使用寿命。
工程机械上SAE J1962系列密封孔不仅结构复杂,而且对尺寸要求和形位公差都有很高的要求,同轴度和同心度方面要求更高。现有刀具在加工过程中不仅产生累积误差较大,而且存在尺寸要求和形位公差难以保证的问题。本文设计一款密封孔用高效复合孔加工刀具,对于产品上同一条轴线上涉及到的6个不同直径、形状和相同的同轴度方面的尺寸进行一次性加工,所有直径方面的尺寸稳定,同轴度一致性好,并且可以减少刀具磨损,增加刀具的使用寿命。
1 前言
1.1 密封孔技术要求及加工方法
在工程机械上SAE J1962系列密封孔不仅结构复杂,而且对尺寸要求和形位公差都有很高的要求,同轴度和同心度方面要求更高。液压油缸承受着很大的内压,工作压力高达40 MPa,甚至更高;油缸在使用中会因为主机而产生振动或摆动。因此进出油路接口密封要求较高,密封孔的加工质量,对提高液压油缸安全工作有着重要影响。如图1所示,为SAE J1926-1标准直螺纹O型环油口图,结果复杂,直径d5和螺纹节径的同心度在0.005英寸(0.13 mm)之内,没有径向和螺旋状的刀纹,环形刀纹控制在100 μin(最大2.5 μm),各孔间位置要求较高。该孔系原加工方案为:钻油孔→扩螺纹底孔→螺纹孔口倒角→扩密封锥面→锪止口面→攻丝,加工工序较多,需六把刀具,频繁换刀,加工时间长,效率低。

图1 SAE J1962系列密封孔示意图
1.2 现工艺存在问题
现有技术是不同尺寸采用不同规格的刀具加工。加工过程中不仅产生累积误差较大,尺寸要求和形位公差难以保证,而且会因刀具对工件的切削、两者之间的摩擦和工件材料的弹、塑性变形,增加了刀具磨损,减少了刀具的使用寿命,降低加工表面的质量,并且加工时间与加工周期长,加工成本高,效率低,产品质量不稳定。
2 刀具优化和改进
本文主要为加工SAE J1962系列密封孔提供一种新刀具,对于产品上同一条轴线上涉及到的6个不同直径、形状和相同的同轴度方面的尺寸进行一次性加工,所有直径方面的尺寸稳定,同轴度一致性好。即将多种不同规格的刀具种类合并成一种刀具,即刀具品种减少,消除了加工过程中的累积误差,尺寸要求和形位公差得到有效控制,加工时间与加工周期缩短,降低了加工成本,提高了刀具的使用寿命,加工效率得到提高,产品质量稳定,降低产品不良率,有效控制了运营成本。
设计高效复合孔用刀具如图2所示,刀具是焊接式刀具,刀片采用硬质合金,刀体采用钢。刀片先焊接在刀杆上,然后进行研磨,最后涂层。根据孔的大小,也可做成可转位式的刀具。焊接式刀具包括刀柄、刀头和刀片,刀头上开设有4个容屑槽,均匀分布于圆周上,因密封孔内壁要求较高,所以为保证内壁的光洁度,设计了4个刀齿,容屑槽空间大,利于排屑。刀片上有6条切削刃,6条切削刃构成的形状与孔剖面形状相同:①螺纹底孔扩孔主切削刃;②螺纹底孔扩孔副切削刃;③用于螺纹孔口倒角;④用于加工密封锥面;⑤锪削止口面主切削刃;⑥锪削止口面副切刃。

图2 高效复合孔用刀具设计图
为保证孔壁的光洁度,采用4刀齿,使得容屑空间足够大。刀片焊接于容屑槽上,刀片刃磨成与油缸密封孔同形状的切削刃,切削刃设有前刀面和后刀面,切削刃的前刀面与加工件接触具有前角,切削刃的后刀面与加工件接触设计有两个后角,分别为第一后角和第二后角。其中前角为5°~8°。第一后角设计为5°~10°,第二后角设计为20°~30°。根据设计进行刀具制造,刀具成品如图3所示。
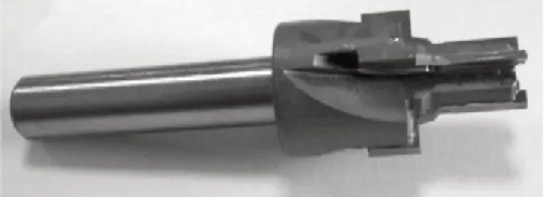
图3 刀具实物图
所设计的高效复合孔用刀具,已申报专利并授权,并已应用于实际加工中,使用本刀具加工液压油缸油口密封孔(如图4所示),证明了此刀具的可行性和可靠性,并且其加工的高效率、高精度受到了用户的好评。

图4 液压油缸油口密封孔成品图
3 刀具创新点
相对企业中原先SAE J1926-1密封孔加工方法,创新之处如下所示。
(1)高效率。复合孔加工刀具铣削加工SAEJ1926系列密封孔,产品尺寸稳定,形位公差得到保证,取代了多种规格刀具陆续加工,大大提高产品的生产效率,降低制造成本。
(2)高质量。合适的刀齿数,大空间的排屑槽设计,满足了孔内壁光洁度高的要求。
(3)高速度。设计内冷结构,冷却效果好,允许较快的切削速度和进给速度。
(4)高平稳性。切削刃双后角设计,利于控制和保持尺寸精度,在切削时提高切削的平稳性和减小振动。
4 结语
本文研究密封孔用高效复合孔加工刀具,通过对刀具结构优化设计,运用设计的刀具对密封孔铣削加工,产品尺寸稳定,形位公差得到保证,取代了多种规格刀具陆续加工,大大提高产品的生产效率,降低制造成本,为工程机械上SAE J1962系列密封孔的加工提供了一种新的解决方案。
