东风D560国六后处理系统装配困难作业的分析与对策
2021-11-03许金海,朱天波,肖朋,周建力,彭焱婷
许金海,朱天波,肖朋,周建力,彭焱婷


摘 要:商用车汽车总装配过程,多多少少都会存在困难作业。减少或消除困难作业,是提升汽车总装配效率的有效途径之一。减少或消除困难作业的程度,体现一个工厂工艺水平的高低;同时消除困难作业可以降低工人劳动强度,提升质量水平。随着我国对环境保护要求力度进一步加大,国六排放标准已经成为强制要求。本文以东风D560国六后处理系统困难作业的分析与解决为例,详细论述了导致该问题的设计原因、部品质量控制原因,装配工艺方法原因等。并针对这些因素制定有效对策,实现困难作业的消除过程。
关键词:问题收集;对比分析;垂直度;辅助工装
中图分类号:U468 文献标识码:A 文章编号:1005-2550(2021)05-0072-04
The Analysis and Solution of the Difficult Operation of the Dongfeng D560 National VI Post-processing System
XU Jin-hai, ZHU Tian-bo, XIAO Peng, ZHOU Jian-li, PENG Yan-ting
( Dongfeng commercial automobile co., ltd. vehicles factory, Shiyan 442000, China)
Abstract: In the general assembly process of commercial vehicles, there are more or less difficult operations. Reducing or eliminating difficult operations is one of the effective ways to improve the overall assembly efficiency of automobiles. Reducing or eliminating the degree of difficult operations reflects the level of a factory's technological level; at the same time, eliminating difficult operations can reduce labor intensity and improve quality. As our country's requirements for environmental protection are further increased, the National Sixth Emission Standard has become a mandatory requirement. This paper takes the analysis and solution of the difficult operation of the Dongfeng D560 National VI post-processing system as an example, and discusses in detail the reasons for the design, quality control, and assembly process methods that led to the problem. And to formulate effective countermeasures against these factors to achieve the elimination of difficult operations.
對于商用车总装配,困难作业一直伴随行业存在。对于汽车总装配技术人员,减少或消除困难作业,提升总装配效率是我们技术人员的一项重要而且有意义的工作。
本文以东风商用车KA2N车型的后处理系统为实例,进行困难作业问题收集,困难作业问题分析及对策,展现一个完整的困难作业解决过程。为其他困难作业的解决提供一种分析思路和参考方法。
1 困难作业问题收集
1.1 问题①排气管在下部对接困难
我们从图中不难看出,为了确保从发动机到EGP排气系统热量损失最小化,EGP布置的位置非常靠前。但是这种布置虽然保证了环保性能的要求,但是对于排气管对接相对于国五排气管装配,打破了原有的装配习惯,带来了困难作业。
我们常规的工艺次序是:消声器后进气管总成与EGP连接好,固定在车架上。消声器前进气管总成及减震波纹管,在发动机分装时与发动机连接好。发动机落装后,在车架下部,再将消声器后进气管与消声器前进气管连接的减震波纹管对接。同时国六减震波纹管待保温层,相对于国五减震波纹管要硬的多。该车型因为EGP与挡泥板支架之间的距离太窄,波纹管又特别硬,工人靠近困难、对接也困难,所以形成了第一个困难作业:对接困难。
1.2 问题②前进气管与后进气管偏口
我们按照常规装配方式,将前进气管总成和减震波纹管分装好,在发动机分装线与发动机分装好,最后再到主线上与后进气管进行对接,发现偏口约20—25mm之间。即便是下线到地沟完善也很困难。
1.3 问题③EGP与EGP支架对正困难
EGP支架预装是不打紧的,目的是为了便于后工序EGP与支架连接螺孔能对上。但是因为总布置原因,EGP支架两个之中靠前一个正对横梁,如果不提前打紧,EGP落装后无法使用风枪打紧。
我们从上图中可以看出,我们采用的是铁链钩子,钩在EGP的前后两个环箍间隙位置,通过电葫芦吊起,进行落装。这样虽然便于吊运,但是我们可以明显发现,EGP不平衡,落装对孔就困难。
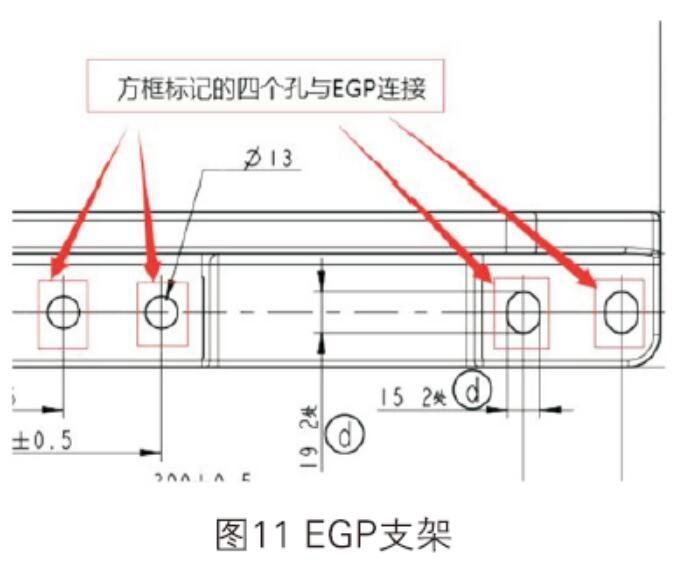
EGP落装到支架上,工人需要反向将螺栓向上穿,将EGP支架与EGP连接。这里要强调的是:EGP上带的与EGP支架连接的支架孔位,出厂前都是经过激光测距后才出厂,偏差控制在0.1—0.2mm。EGP支架每个支架上有4和孔与EGP连接。
我们从图中不难看出,EGP支架与EGP连接的4个孔,两个?13的圆孔、两个15×19的腰形孔。两个?13的圆孔不仅是连接的作用,同时还有定位的功能。对于装配,两个15×19的腰形孔是没有问题的,但是对于两个?13的圆孔要在悬吊的情况下对准而且是反向上穿就很困难(采用的是M12的螺栓);特别是线上吊装EGP的电葫芦留出的前后 轨道距离只有5米,以2.7米线速, 该工位必须在1分51秒之内将8颗连接螺栓全部拧入,否则就要下线补装或停线装配。
1.4 问题④增压器处环箍螺栓不易露头
2 问题分析与对策
2.1 针对问题①
因为总布置无法改变,所以我们只能改变装配次序。最终确定的装配次序是:前后进气管总成及波纹管在车架翻转前全部与EGP连接好,发动机落装后最后与发动机增压器口连接。
2.2 针对问题②
我们通过三坐标对前进气管总成,后进气管总成进行测量发现符合二维图纸。在百思不得其解的情况下,我们要求中心将排气管、EGP、发动机在三维图中进行电装,然后取投影图,然后与实车与排气管二维图进行对比。发现前进气管总成在装配状态下投影到Z方向的二维图接增压器端的管口中心与末端管口中心在Y方向的偏距应该是30多毫米,但实物和前进气管总成二维图只有10几个毫米,这就是问题②真实原因(三维图在转化二维图时摆放角度不同,投影尺寸不同;供应商未严格按照流程要求:在试制、生产前申请调取三维数模,以三维数模为准的管理要求)。
2.3 针对问题③
首先我们要解决EGP吊装不平衡。我们经过讨论,最终确定采用布带吊装的方式。采用布带吊装,在EGP吊起的过程中,EGP在重力作用下會自动找到平衡。
对于EGP落下,与支架孔对准困难问题,我们增加了定位工装。因为EGP上两排连接螺纹孔之间的间距是381mm,出厂控制尺寸偏差为0.1—0.2mm,所以我们要求定位工装两个销之间的偏差为±0.1mm。
当我们采用了定位工装后,发现EGP落装对不准的问题只是有所改善,落装依然出现偶尔螺丝孔对不上。我们进行了一个FMEA(非码)分析。发现当两个EGP支架,装配在车架上,在地面上的投影出现“八”字形时会导致螺孔对不上。我们做了一个简单计算如下图:
从图中我们看出,从车架侧面到第一个圆孔安装的距离是301mm。我们采用的螺栓是M12,支架过孔是?13。所以当两个支架平行度离差大于0.19度时,我们的螺栓对孔就会出现困难。这就要求EGP支架在加工过程中对安装螺栓孔中心线与端面的垂直度控制在0.095以内。
2.4 针对问题④
经过现场作业观察,我们直接将环箍螺栓加长5mm,该问题就解决了。
3 总结
对于汽车总装配困难作业出现时,我们首先
要进行详尽而且完整作业观察。通过作业观察的记录进行问题划分,然后针对每一个问题点进行思考和讨论,研究问题本源。只要我们找到了问题的本源,问题的对策也将自然呈现。
参考文献:
[1]原崎郁平,西泽和夫. 生产现场问题解决110[M]. 海天出版社,2002.
[2]李江栋. 工业工程改善方法及案例精选. 世界图书广东出版公司,2013.
[3]高杉尚孝. 问题分析与解决技巧 北京时代华文书局有限公司,2014.
[4]潘飞,高占生,邹萍,张家林,陆宪忠.就国六标准谈国六技术路线的应用及研究[J].重型汽车,2018(05):5-7.
[5]齐二石.精益生产的本质[J].新材料产业,2006(11):65-66.
