基于数字孪生的全周期智慧车间系统
2021-11-03肖庆阳方建儒李金钟
肖庆阳,方建儒,王 龙,李金钟,刘 冬
(1.大连亚明汽车部件股份有限公司,辽宁 大连 116041;2.大连理工大学机械工程学院,辽宁 大连 116024)
0 引言
数字孪生技术的目的是实现智能制造的物理世界和信息世界互联互通、信息交互[1],创造一个和真实物理车间生产要素完全一致的映射空间,借助实际生产数据模拟物理实体在实际环境中的行为[2],完成交互反馈、数据分析、产线优化、预测性维护等功能,面向产品全生命周期过程,发挥连接物理世界和信息世界的桥梁和纽带作用[3-4]。
近年来,国内外对于数字孪生技术的关注度持续提升,全球最具权威的IT研究与顾问咨询公司Gartner在2016年和2017年连续两年将数字孪生列为当年十大战略科技发展趋势之一[5],洛克希德马丁、达索、西门子、PTC等近年来都稳步推进在数字孪生领域的研发与布局[6],洛克希德马丁公司专注于利用机器学习和物联网技术将多种可视化技术融合到美国海军的电子系统,达索公司专注于复杂结构的三维建模、仿真模拟和协作管理,西门子作为“数字孪生”的提出者主要关注设计与生产过程中海量数据的管理与分析,PTC侧重于“数字孪生体+增强现实技术”,让数字孪生体更具有真实感和工作场景感。陶飞教授于2017年首先提出数字孪生车间的概念[7],认为数字孪生车间是未来解决物理空间与信息空间交互融合的新模式,又于2019年提出数字孪生五维模型[8],从物理实体、虚拟实体、服务、孪生数据、连接五个维度进一步探讨在工业领域的应用。
目前,学术界及工业界对于数字孪生技术的研究都局限于产品全生命周期的某一部分,缺乏将数字孪生技术应用于从产线规划到现场展示的全生命周期智慧车间的实践。本文首先基于数字孪生技术建立汽车减速器壳体生产车间的数字孪生体,然后采用“内部驱动仿真—虚拟控制器联调—真实控制器联调”的联合仿真方式对数字孪生体功能及产线规划效果进行验证,接着采用OPC UA通信协议实现“虚实交互”,最终实现对物理产线的实时监控,根据数字孪生体对实际生产过程进行指导和改进,提高生产效率,避免生产安全事故。
1 数字孪生体建立流程
实现“虚实交互”数字孪生车间的基础是虚拟组件设计、数字化工艺设计和虚拟产线规划。
1.1 虚拟组件设计
虚拟组件设计模块设计各生产要素的三维模型、设置组件属性、编写内部驱动程序,虚拟组件的基本组成单元为组件节点、行为、属性和特征,虚拟组件的设计流程如图1所示。
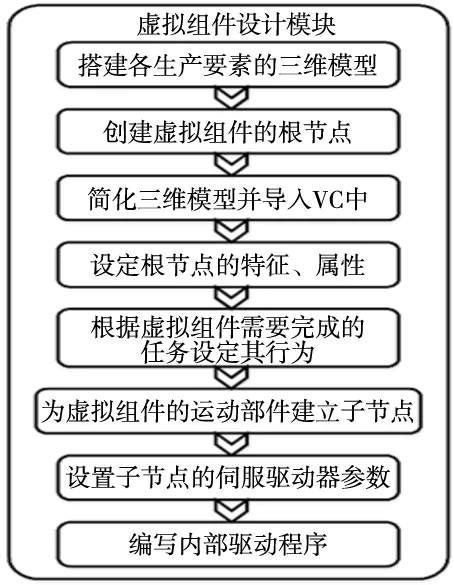
图1 虚拟组件设计流程图
每个虚拟组件都拥有一个唯一的ID用以对虚拟组件进行区分,都包含一个根节点,根节点是构建特征、属性、行为和其他子节点的基础,属性是组件的变量,特征是静态特性,包括组件的几何特征、外观状态,行为是动态属性,是组件为完成特定任务的动作。子节点是与根节点的属性、特征和行为不同的其他组成部分,子节点的运动通过内部驱动程序控制。
1.2 数字化工艺设计
产品数字化工艺设计包括数字化工艺规程设计和数字化工艺装备设计[9],数字化工艺规程设计主要有数字化工艺过程卡、数字化工艺卡,数字化工序卡。数字化工艺装备设计包括夹具虚拟组件、刀具虚拟组件、模具虚拟组件和工位机虚拟组件设计。
1.3 虚拟产线规划
虚拟产线规划是指对物理生产车间进行整体规划,缩短生产周期,提高设备整体产出能力,提高空间利用率,减少作业量,改善工作环境。
2 虚拟产线仿真调试
通过数字孪生体内部驱动程序、虚拟组件间信号交互、虚拟控制器或真实控制器对虚拟产线进行仿真调试,优化虚拟组件的属性、特征和行为,完善数字化工艺规程设计和数字化工艺装备设计,以达到最优的产线规划效果。虚拟产线仿真调试被设计为“内部仿真调试—虚拟控制器联调—真实控制器联调”的联合仿真模式,如图2所示。
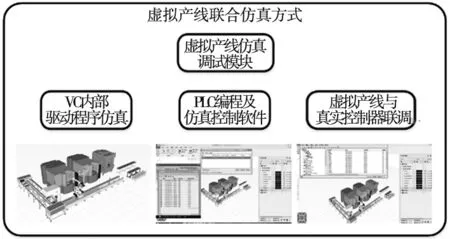
图2 虚拟产线联合仿真示意图
2.1 数字孪生体内部仿真调试
通过虚拟组件内部的Python驱动脚本驱动虚拟组件运动,利用虚拟组件间的接口完成虚拟组件间的联动,验证虚拟产线是否能够按照设计目标进行产品生产,对虚拟组件、产品工艺、产线规划进行优化。
2.2 与虚拟控制器联调
PLC编程软件编写的梯形图程序实现产线的整体控制逻辑,虚拟PLC仿真软件控制数字孪生体,验证PLC控制程序是否满足控制要求,PLC控制程序与数字孪生体内部驱动程序是否能够无缝衔接,实现对生产车间的精确控制。
2.3 与真实控制器联调
为排除仿真软件中所忽略因素的影响,通过OPC UA协议连接真实PLC控制器与数字孪生体再次调试,并验证梯形图控制程序与真实PLC控制器的兼容性。
虚拟产线联合仿真调试方法如图3所示,首先建立虚拟组件模型并进行数字化工艺设计,然后根据实际情况进行产线规划,紧接着进行“内部仿真调试—虚拟控制器联调—真实控制器联调”的联合仿真调试,根据验证结果对设计进行调整,最终满足产线规划的预期效果。
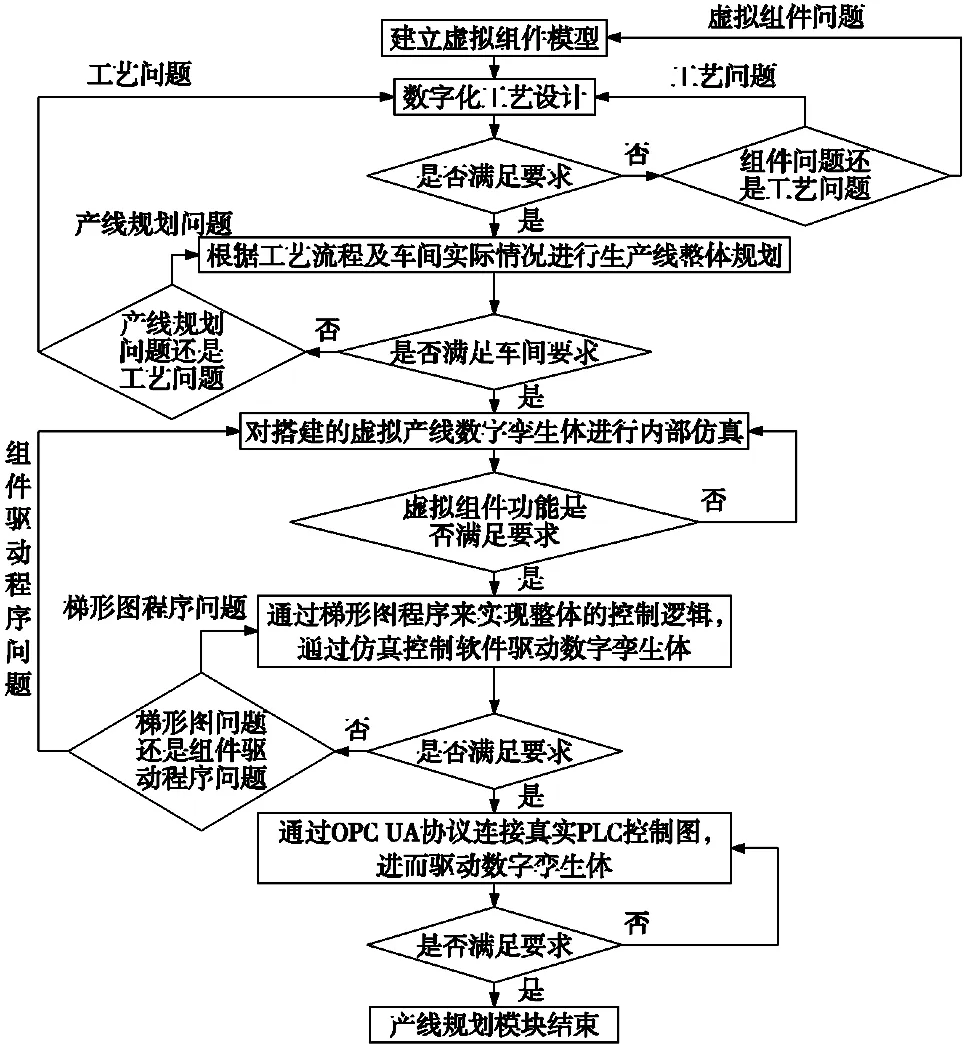
图3 联合仿真流程图
3 虚实产线信号交互
虚实产线信号交互的目的是将物理产线的生产情况、报警信息和设备状态等信号实时反馈到虚拟产线,根据故障诊断和预测算法或生产管理人员的决策,将虚拟产线中对生产节拍、设备状态和计划产量等的调整信号实时反馈到物理产线。
3.1 搭建物理产线
物理产线是指实际进行产品加工制造的实体产线,包括机床、专用设备、传送带、操作人员、零件等生产过程所涉及的所有生产要素,最重要的是为各生产设备安装进行虚实映射所需传感器,使各生产设备具备数据输出的能力,物理车间输出的数据主要包括工件状态数据、设备状态数据、生产过程数据和异常故障数据,车间数据的特点是高频、连续、异构、数据量大且实时性要求高。
3.2 数据采集与传输
采用OPC UA通信协议通过PLC控制器统一获取物理车间各设备的实时运行状态及位姿数据。因为生产现场的设备来自于不同厂家,接口协议也各不相同,对于PLC控制的设备,通过以太网接口连接控制器及上位机,通过上位机上安装的与PLC设备相兼容的集成软件平台及OPC UA 客户端完成PLC设备信号的采集,非PLC控制的设备采用与PLC互通的数据接口将信号同步于PLC,然后将所有信号整合到一个OPC UA服务器重新发布,最后数字孪生体中的OPC UA客户端订阅服务器发布的信号。OPC UA协议为工业上应用最为广泛的通信协议,支持绝大多数工业控制器,支持复杂数据内置、跨平台操作,提供统一的地址空间和服务,促进服务系统与控制系统的连通[10]。
3.3 数据映射
数据映射即用物理产线数据驱动虚拟产线运行,数据分为位姿数据和状态数据。虚实数据映射模块发送请求到存储数字孪生体客户端所订阅数据的Oracle数据库,对照数据列表查找所需数据,将位姿数据与状态数据对应到虚拟车间中虚拟组件的相应属性值。位姿数据即时更新,保证产线运行过程中虚实同步的一致性,状态数据主要有两个作用:第一个作用是在产线启动后,虚拟产线根据采集到的状态值进行初始化,保证虚拟产线能够与物理产线的物料状态、运动状态和加工状态保持完全一致;第二个作用是在运行过程中,可以通过采集到的物理产线状态值对虚拟产线的物料状态、运行状态和加工状态进行调整,避免因位姿数据的误差造成虚拟产线与物理产线间的累积误差越来越大。
3.4 数据可视化
数据可视化主要作用是显示数字孪生体及各生产要素在物理车间和虚拟车间的实时运行数据和物理车间运行故障,数据可视化模块发送请求到数据库,对照数据列表查找所需数据,从信号采集到虚实产线信号交互整体流程如图4所示。
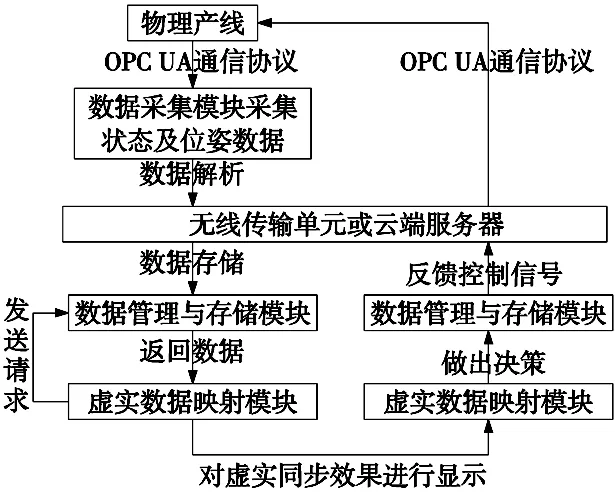
图4 虚实同步模块流程图
4 应用实例:减速器壳体生产车间
采用上述方法,以UG8.0对某型号汽车减速器壳体生产车间的所有生产要素进行参数化建模,对模型进行轻量化,突出重点,简化模型,避免不必要的内存消耗影响数据传输和数据映射的实时性,在Visual Components中进行虚拟组件设计、数字化工艺设计、虚拟产线规划、数字孪生体内部仿真调试、与虚拟控制器联调和与真实控制器联调,搭建物理产线,通过OPC UA协议进行数据采集、数据传输、数据映射和数据可视化。
实现过程如下:
(1)搭建数字孪生体,将简化后的模型导入Visual Components作为虚拟组件的根节点,根据对虚拟组件的功能要求设定虚拟组件的特征、属性、行为并添加其他的子节点,如图5所示为减速器壳体生产车间的转向单元虚拟组件。

图5 转向单元虚拟组件
以转向单元虚拟组件的特征、属性、行为及子节点为例,特征包括转向单元的外观形状,几何构成等,属性包括转向单元的颜色、材料等,行为包括转向单元的物料接口、路径、统计数据、传感器信号、伺服驱动器和Python驱动脚本等,子节点Link_1是转向单元中往复运动的传送带。
数字化工艺设计包括数字化工艺规程设计和数字化工艺装备设计(夹具虚拟组件、刀具虚拟组件、模具虚拟组件和工位机虚拟组件),如图6所示为安装在机械臂上用于夹持工件的专用夹具虚拟组件,最后根据数字化工艺设计结果对减速器壳体生产车间进行整体规划。

图6 专用夹具虚拟组件
(2)虚拟产线仿真调试,如图7所示为组件内部仿真调试过程,图中的每一个虚拟组件都有一个或多个Python脚本驱动完成相应的功能,组件间的交互通过接口完成,比如上料单元中传送带与转向单元的路径接口,传送带与机械臂间的信号接口等。

图7 组件内部仿真调试示意图
如图8所示为与虚拟PLC控制器联调,由TIA Portal V14编写的梯形图控制程序实现整体的控制逻辑,将程序写入到S7-PLCSIM V14虚拟控制器,并在S7-PLCSIM V14中挑选出用来控制数字孪生体的寄存器信号,在数字孪生体中将S7-PLCSIM V14的控制信号与虚拟组件的驱动信号一一映射。

图8 与虚拟PLC控制器联调示意图
如图9所示为与生产现场真实PLC联调,将由TIA Portal V14编写的梯形图控制程序下载到真实PLC控制器SIEMENS S7-1500,通过控制器上的以太网接口连接搭建数字孪生体的终端,在终端运行OPC UA服务端,服务端将从SIEMENS S7-1500控制器获取的寄存器信号发布出来,数字孪生体内的客户端订阅信号,驱动数字孪生体生产。
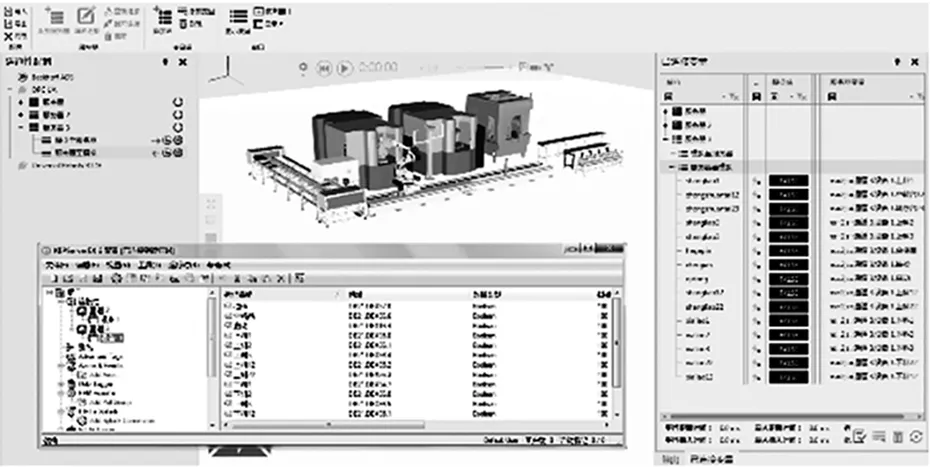
图9 与生产现场真实PLC联调示意图
(3)如图10所示为汽车减速器壳体生产车间虚实映射的部分映射信号对照表,通过OPC UA协议将物理产线的实时状态信号采集并传输到数字孪生体,保证实时同步运行。
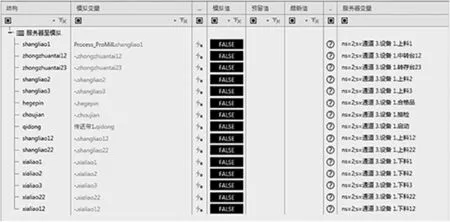
图10 虚实映射的部分映射信号对照表
5 结束语
本文基于数字孪生技术,综合现代信息技术、传感器技术、无线传输技术等,建立汽车减速器壳体生产车间的数字孪生体,提出“内部驱动仿真—虚拟控制器联调—真实控制器联调”的联合仿真方式,通过数字孪生体与物理产线的信息交互,实现从产线规划到生产过程监控的产品全生命周期管理,数字孪生技术的应用提高了产线规划、仿真验证的效率,实现了车间生产情况和故障的实时监控,对于智能制造具有重要意义。
DOI:10.1007/s00170-017-0233-1.
