ControlLogix 控制系统在焙烧多功能天车上的应用
2021-11-03李亚军
李亚军
(陕西美鑫阳极分公司,陕西铜川 727100)
0 引言
焙烧多功能天车承担着铝电解用炭块阳极焙烧工序中炭块输送、装炉、出炉、吸料、布填充料和移炉等作业,是阳极焙烧生产线上主要设备,其工作的可靠性对焙烧生产效率影响很大(图1)。法国ECL 公司焙烧多功能天车的控制系统,其电气控制采用AB 公司ControlLogix 控制系统,采用PLC、HMI(人机界面)、变频器、软启动器等装置进行控制,实现天车行走传动单元、阳极提升机构传动单元、吸卸料传动单元、除尘冷却系统以及安全连锁保护等功能。

图1 阳极焙烧多功能天车机组
1 ControlLogix 控制系统的组成及优点
(1)控制系统的组成。ControlLogix 控制系统一般由处理器、I/O 模块及ControlNet 网络、Flex I/O 等组成,适合于多种场合应用,控制系统除具有数字量、模拟量等基本信号处理模块,还有各种网络通讯模块、专门的运动伺服控制模块及相应的全套运动控制指令,为工业控制提供了非常灵活的控制方案。
(2)强大的控制器功能及控制方式。ControlLogix 控制系统可以执行多个控制任务,减少了系统对控制器的数量要求,多个周期性的任务可以在不同时刻触发,完成复杂的控制任务。
(3)高效的背板总线控制方式。ControlLogix 控制系统的高性能在一定程度上归功于其背板采用非常快捷的NetLinx 网络。在这个网络上,控制器不再作为控制系统的核心,在NetLinx网络的协调下,无需控制器的介入,模板上所连接的任何一个设备都可以发出广播信息,可以和任何一个设备进行通信,提高系统的带宽和性能,减少了控制器资源的占用率,使得控制器可以更加高效地处理其他事务。
2 焙烧多功能天车控制系统硬件组成及网络特性分析
2.1 ControlLogix 控制系统硬件组成及功能
焙烧多功能天车控制系统的1756-L55M12 处理器采用高速总线技术的背板机架作为各个模块和控制器之间的数据交换,其控制系统硬件组成结构如图2 所示:位于机架上的处理器模块1756-L55M12 是整个控制系统的数据处理部件;位于机架上的数字量输入模块1756-IB32 用于接受DC 24 V 的数字量输入信号,多功能天车的大部分机构限位和设备状态检测点(包括电气机构)均通过这些输入点传递给控制系统。位于机架上的数字量输出模块1756-OB32 是将各个执行指令驱动输出到执行部件的输出单元;位于机架上的控制系统网络通信模块1756-CNB,用于控制系统与全车其他各个传动单元、人机界面、Flex I/O 模块间的相互通信,它是整个ControlNet 网络的组成部分,是实现各个执行机构(传动单元)、操作指令之间数据交换的核心部件。
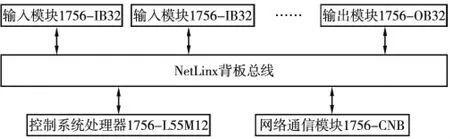
图2 控制系统硬件组成
2.2 控制系统分析
从以上控制系统结构可知,控制系统的处理器单元是该控制系统的核心部件,实现输入信号按预先设计程序进行运算后并通过网络传输到各个执行机构。由于采用ControlNet 网络结构,经过处理器单元处理过的执行指令有一部分经过NetLinx背板总线经由控制系统的1756-CNB 网络通信模块将执行指令由ControlNet 主干网络传送至各个传动单元。另一部分通过输出模块来传递给相应的执行机构(设备)。位于驾驶室的Flex I/O模块系统,主要用于采集各个操作指令,对于大小车运行及阳极双联夹具运行速度等传动单元的速度控制采用滑阻器式无级调速,通过主令控制器将操作指令转化为0~10 V 模拟量电压信号,并通过模拟量输入模块1794-IE8 将其转换为数字量信号,通过Flex I/O 系统的网络适配器模块1794-ACN15 与Control-Net 网络相连,这样位于变频器侧的网络适配器会读取到该数据,从而执行相应的输出频率。人机界面2711-T10C15 作为该天车的信息显示、交互平台,能全面直观地显示全车各机构的运行状态和检测限位状态,也可通过操作触摸屏界面执行相应的操作命令。
2.3 ControlNet 网络特性分析
位于控制系统机架上的网络通信模块1756-CNB 与各个传动单元的网络适配器模块1203-CN1、位于驾驶室的Flex I/O 单元的网络适配器模块1794-ACN15 及人机交互界面2711-T10C15 一起构成ControlNet 网络系统。FTA(Furnace Tending Anode Machine,炭素阳极焙烧设备)的ControlNet 网络系统如图3 所示。根据ControlNet 网络特性,控制系统的网络通信模块允许网络组态中的各个节点的适配器模块在同一时间来读取位于存储器的数据包,该数据包包括的数据可能是某个节点适配器所需要的,也可能不是它所需要的,如果需要就传送给执行设备执行相应的执行命令,如果不需要就在下一个网络脉冲周期将其刷新,这样就保证了网络的同步性和确定性,而不会产生数据传输阻塞、延时、丢失和由于传输距离而造成的不同步问题,适合于电气控制系统连锁保护装置的控制要求。对于与适配器所联结的传动单元,也可将自己的运行状态通过网络适配器在网络刷新周期内传递到网络通信模块,实现与控制系统处理单元的数据交换。
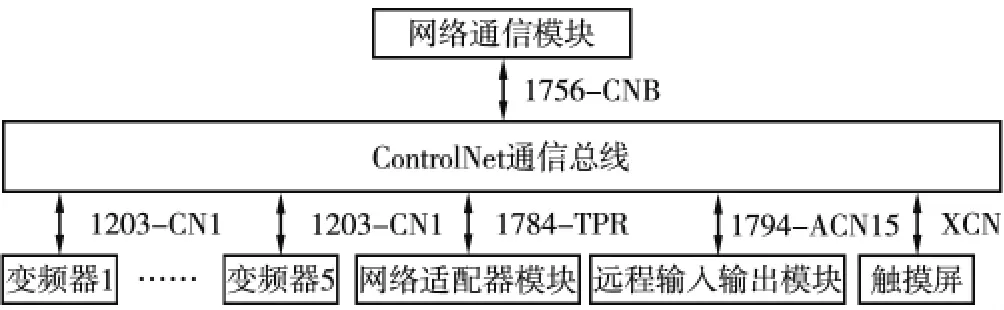
图3 ControlNet 网络系统
3 系统程序设计
FTA 的程序设计采用按机构功能结构化的设计思想,根据机构功能的不同分别对各机构进行程序设计,如大小车行走控制,采用激光测距装置、防撞装置及位置编码器作为其控制连锁保护的控制点,程序设计重点考虑防撞及各机构工位来决定大车行走许可及允许速度范围;阳极夹具提升机构及吸卸料装置,采用与重量传感器及起升位置编码器等来决定机构的动作和允许速度范围;除尘控制系统包含多个压差传感器及阀门电动执行器,编程采用顺序控制方式来实现。其他机构都通过安全连锁保护的要求实现机构动作,总体达到了按照功能需要灵活编程的目的,同时保障了系统的可靠性。
4 小结
通过对炭素阳极焙烧车间引进法国ECL 公司FTA 的电气控制系统进行了分析,阐述了控制系统及ControlNet 网络在该多功能天车上的应用,对控制系统及ControlNet 网络性能进行了分析。采用ControlLogix 控制系统大大简化了传动装置的控制连接方式,避免了线缆控制故障率高、稳定性差的问题,又能充分利用ControlNet 网络特性实现控制系统及传动单元的实时控制及故障诊断等功能。其控制方式及网络组态结构对于其他场合类似系统的应用有积极的借鉴意义。
