划线中的“借料”问题
2021-11-02吴飞
吴飞
重庆航天职业技术学院 重庆 400028
1 序言
由于机械操作上的原因,有时候会造成毛坯轮廓歪斜或者孔眼偏移,使毛坯形状和尺寸超出技术范围,成为不合格品。如果偏移和歪斜不大,可以通过划线将各个待加工面的余量重新分配,使不合格的毛坯得到补救。这种用划线补救毛坯的方法叫做“借料”。下面以两个工厂实例来说明什么是“借料”,以及如何“借料”。
2 兼顾外圆和内孔重新分配毛坯余量
图1为圆盘形铸造零件,其内孔与外圆同心。其正常毛坯如图2所示,内孔与外圆基本上没有偏心。但是,有时由于铸造上的失误,浇铸出来的毛坯的内孔与外圆存在偏心量。
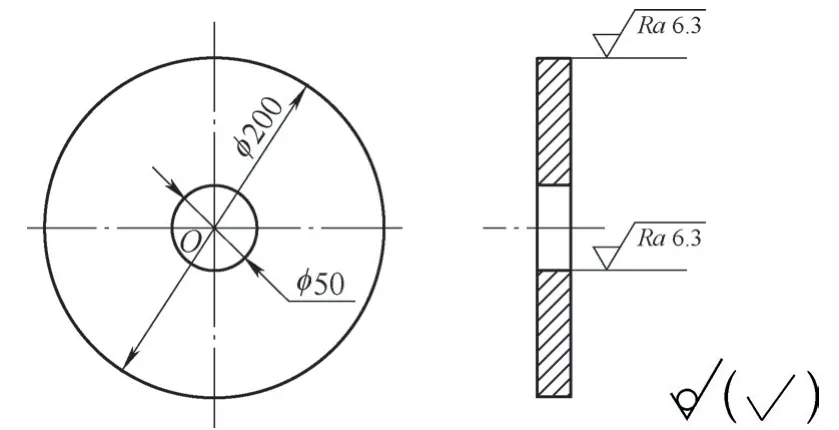
图1 圆盘形铸造零件
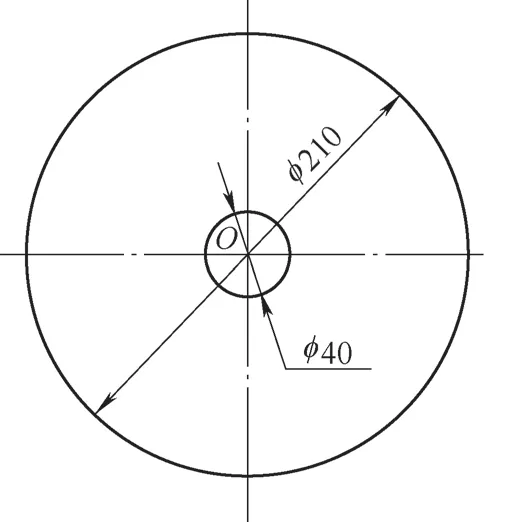
图2 正常毛坯
图3为偏心毛坯,偏心量为8mm。由于毛坯的内孔与外圆存在8mm的偏心量,如果选择毛坯的内孔圆心O1作为划线基准(见图4),虽然内孔的加工余量没有问题,但是外圆的加工余量不够,最严重处欠缺3mm加工余量;如果选择毛坯的外圆圆心O2为划线基准(见图5),虽然外圆的加工余量没有问题,但是内孔的加工余量不够,最严重处欠缺3mm加工余量。

图3 偏心毛坯
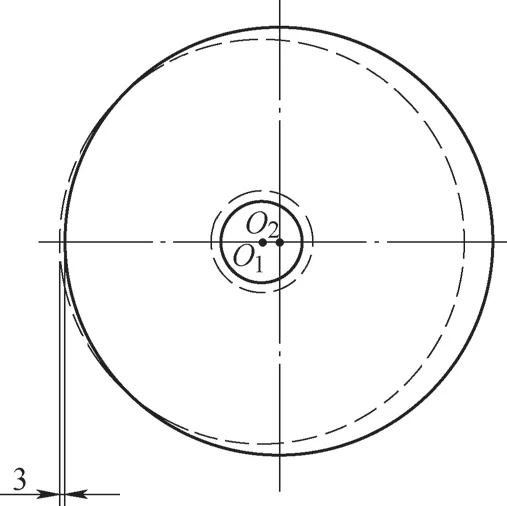
图4 以毛坯的内孔圆心O1作为划线基准
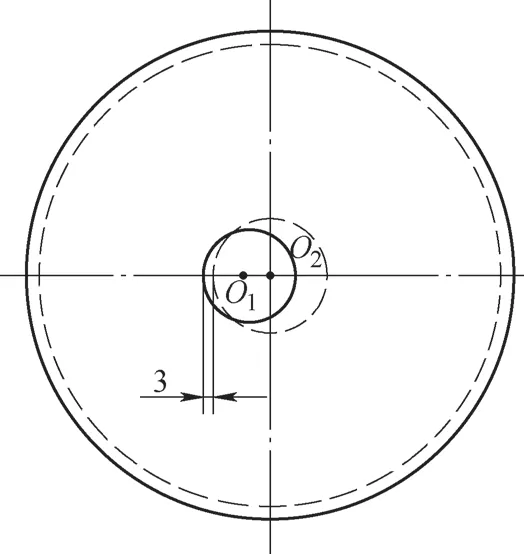
图5 以毛坯的外圆圆心O2为划线基准
显然,不能以内孔或者外圆作为划线基准,这时就要采用“借料”的方法来划线了。
借料划线如图6所示,具体做法是:选择内孔圆心O1与外圆圆心O2连线的中点作为划线基准。由于这样划线,内孔和外圆都有足够的加工余量,内孔最少处有1mm加工余量,外圆最少处有1mm加工余量,所以这样划线是可行的。既避免了毛坯的报废,又挽回了经济损失。
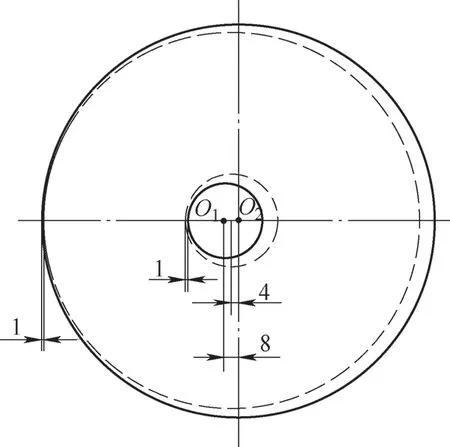
图6 借料划线
3 优先保证关键部位毛坯余量
图7所示待加工零件的正常毛坯如图8所示,单边有5mm余量。可是由于铸造时的失误,毛坯右下角缺失了一块,缺陷毛坯如图9所示。

图7 待加工零件
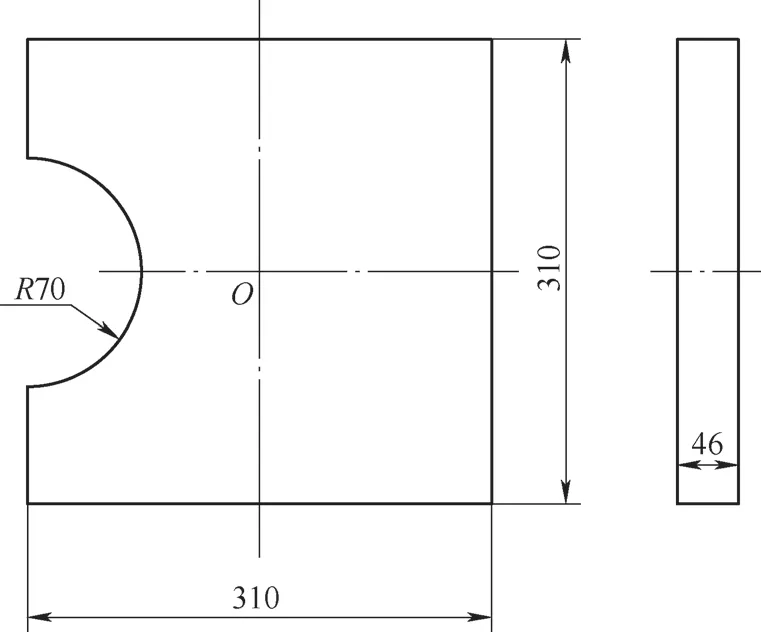
图8 正常毛坯
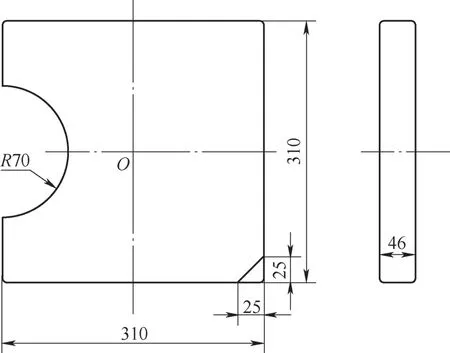
图9 缺陷毛坯
由于右下角的缺口在水平方向和垂直方向的长度分别为25mm,而整个毛坯在水平方向和垂直方向的总余量分别为10 mm,如果要求严格按照图样来加工这个零件,显然不可能。
经与客户交流和沟通,得知该零件用于轴承座的支架,即使右下角有一个小缺口(只要边长不超过12mm),也不会严重影响其正常功能。
于是经客户同意,采取如下措施:划线的基准原来是方块的中心O,现在把它向上和向左分别移动3mm,移动到O1点。即以O1点作为划线基准(见图10)。这样,零件的左边和上边仍然分别有2mm余量,下边和右边分别有8mm余量,而且这时半圆槽的余量也足够。虽然没能完全躲过右下角的缺口,但是加工后余下的缺口在水平方向和垂直方向的长度分别只有9mm,这样就不会严重影响其使用功能了,用借料的方法挽回了损失。
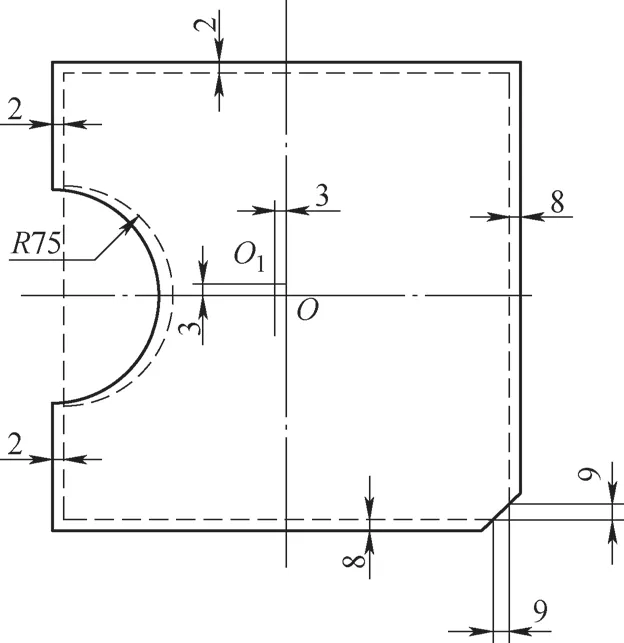
图10 以O1点作为划线基准
4 结束语
在机械加工厂里,专门从事划线工作的人员被称为划线工。一般由经验丰富的老员工担任。从以上案例可以看出,划线工的工作对于保证产品质量和节约成本起了很大的作用,应该受到足够的重视。