广西钢铁烧结厂一次圆筒混合机在线修复
2021-11-02陶俊松刘丽芳舒良良钟毅
陶俊松,刘丽芳,舒良良,钟毅
(广西钢铁集团有限公司,广西 防城港 538000)
1 概述
在烧结作业中,烧结原料需要经过混匀制粒后才能布料到烧结机上进行烧结。混匀制粒一般是通过一次圆筒混合机和二次圆筒混合机来完成,其中一次圆筒混合机的主要作用是对含铁原料、燃料、返矿、生石灰、轻烧白云石等物料的混匀和湿润。
广西钢铁烧结厂采用的一次圆筒混合机结构如下图1所示,一次圆筒混合机的运转过程如下:电机和减速机通过驱动小齿轮带动一次圆筒混合机筒体上的大齿轮转动,从而带动整个筒体转动。一次圆筒混合机的头部和尾部分别设有滚圈,滚圈的底部通过托轮支撑,一次圆筒混合机在正常运转时,筒体的大部分重量都通过滚圈传递到托轮上。广西钢铁烧结厂采用的一次圆筒混合机的规格为φ5000*24000mm的大型混合机,传动形式为右式传动,筒体倾角2.1°,转速6.0r/min,正常生产能力在1070t/h,最大可达1350t/h,混合料堆比重1.8t/h。
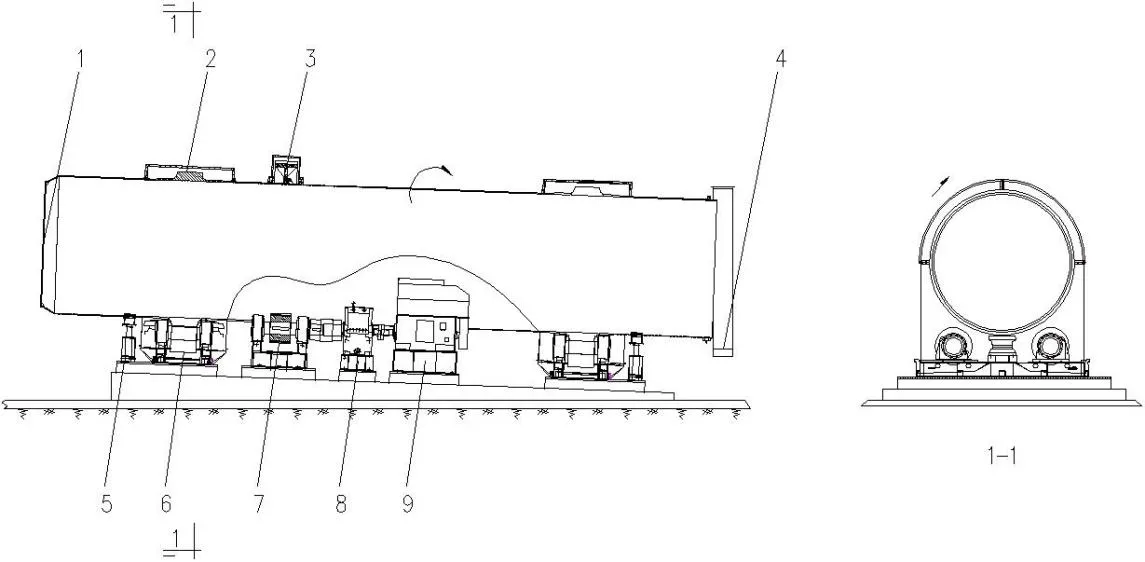
图1 广西钢铁烧结厂一次圆筒混合机结构示意图
2 一次圆筒混合机振动原因分析
广西钢铁烧结厂的一次圆筒混合机在投入使用后不久,一次圆筒混合机托轮的辊面和滚圈分别出现了如图2所示的剥落和点蚀,一次圆筒混合机在生产时筒体会产生振动,影响了烧结生产线的正常作业。现场通过对设备的具体情况和一次圆筒混合机的具体生产状况进行分析后,总结出引起一次圆筒混合机筒体振动的原因主要有以下几点。
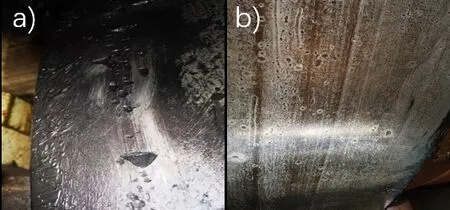
图2 a)托轮辊面剥落状况,b)滚圈点蚀状况
首先,由于广西钢铁烧结厂是新建的烧结生产线,一次圆筒混合机在安装完成时整个烧结生产线还没建成,所以一次圆筒混合机在安装完毕后长期处于静止停放状态。由于一次圆筒混合机筒体较长,整个筒体下挠较为严重,在出料端靠进料方向的托轮辊面与一次圆筒混合机筒体接触一侧表面会产生应力集中,应力会直接损坏托轮辊面和一次圆筒混合机的滚圈,导致运转时托轮与滚圈接触不均匀引起筒体振动[1]。一次圆筒混合机材料本身的原因也可能引起托轮和滚圈出现剥落和点蚀,最终导致一次混合机筒体出现振动。若一次圆筒混合机的托轮和滚圈在锻造时热处理不均匀有缺陷,在一次圆筒混合机作业时,托轮和滚圈就很容易损坏出现剥落和点蚀。现场对托轮辊面随机取了若干点进行硬度检测,检测结果如表1所示,可以看出托轮辊面的硬度高于技术要求的HB190~210。设备的作业环境也是引起一次圆筒混合机出现振动的重要原因,一次圆筒混合机所在的一次混合室在作业时扬尘较多,生产过程中扬尘和杂物进入一次圆筒混合机的托轮和滚圈间会使托轮辊面和辊圈面形成压痕,产生麻点[2],导致一次圆筒混合机振动加剧。此外,生产过程中的不当操作也是引起一次圆筒混合机出现振动的原因,因为广西钢铁烧结生产线为新建刚投入使用不久,因此整个烧结生产线还未完全调试好,一次圆筒混合机停机的频率比较高,大多数情况下一次圆筒混合机还是带料停机,因为筒体本身重量大而且还带有物料所以停机时在托轮和滚圈接触位置会产生很大的应力,这会导致托轮和滚圈局部疲劳产生剥落和点蚀,最终导致一次圆筒混合机筒体的振动加剧。
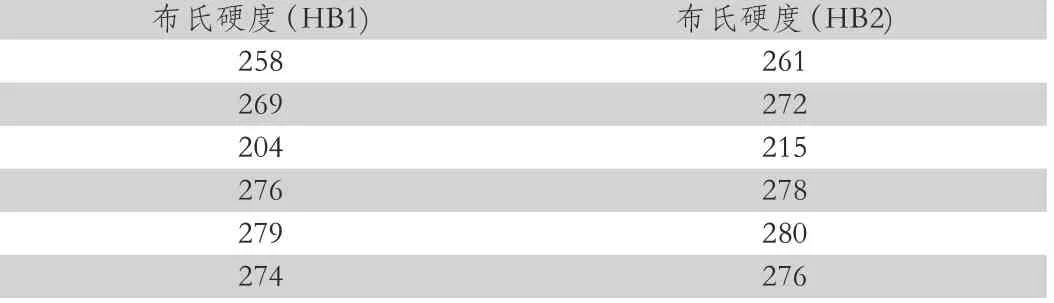
表1 一次圆筒混合机出料端南面托轮硬度(HB)
3 确定解决方案
3.1 第一次在线修复
由于广西钢铁烧结厂为新建烧结产线,一次圆筒混合机刚投产不久,如果重新制作备件需要的周期较长,且现场一次圆筒混合机的托轮辊面的剥落有扩大的趋势需要及时进行处理。为了不使烧结生产线停产,保证烧结作业的作业率,同时防止一次圆筒混合机的托轮辊面继续剥落,现场决定采取在线修复一次圆筒混合机的托轮、滚圈的方案。第一次在线修复是在一次圆筒混合机带料正常生产的情况下进行的,由于托轮是固定的,整个修复过程未出现太大问题;但是在处理一次圆筒混合机的滚圈时,因没有考虑到筒体的形变产生的运转的不稳定性,导致磨削后一次圆筒混合机的滚圈出现了波纹。因为第一次在线修复时一次圆筒混合机的滚圈磨削不均匀,所以在线修复后一次圆筒混合机的筒体出现了振动加剧的现象,严重影响了一次圆筒混合机的稳定运行,降低了一次圆筒混合机的使用寿命。
3.2 第二次在线修复
经过第一次在线修复后,一次圆筒混合机的筒体振动变的更加剧烈,并且持续的筒体振动已经导致钢底座出现了裂纹,急需重新制定方案进行调整。在采取第二次在线修复前,现场首先对一次圆筒混合机出料端的钢底座进行了振动跟踪,从表2的检测结果可以看出钢底座振动较大,东南角、东北角、西北角和西南角四个不同方位的振动幅度几乎都达到了200μm以上,结合上述检测结果给出了如下调整方案。
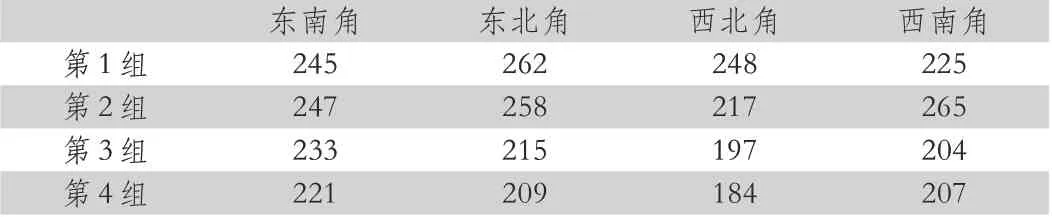
表2 一次圆筒混合机筒体底座振动值检测结果(μm)
3.2.1 托轮的调整
由于在对一次圆筒混合机进行第一次在线修复时将出料端的托轮进行了车削,导致一次圆筒混合机两个托轮的直径有了差别,北面托轮的直径由φ1400mm车到φ1392mm,南面托轮的直径由φ1400mm车到φ1380mm,一次圆筒混合机整个筒体的中心线与托轮中心线已不平行,需对托轮的安装中心线及标高重新复核调整。经过测量计算,需将一次圆筒混合机北面的托轮往南移2mm,垫高3.5mm,南面的托轮往北移5mm,垫高8.6mm,保证一次圆筒混合机的筒体的中心线与托轮的中心线平行且满足安装时筒体2.1°的倾斜角。
3.2.2 大齿圈与小齿的检查调整
一次圆筒混合机的托轮经过车削重新调整后,大小齿的啮合数据需要重新测量复核,复测的数据如下:齿顶隙(东)12.45mm,齿顶隙(西)12.4mm,齿侧隙(东)4.21mm,齿侧隙(西)4.05mm,以上数据均在标准范围之内。同时针对一次圆筒混合机筒体振动导致的大齿圈螺杆松动,预先使用扭力扳手将螺杆重新检查打紧到安装时扭力,同时检查大齿圈的径向跳动和端面跳动是否仍在允许范围内。
3.2.3 滚圈的修复
一次圆筒混合机的托轮与筒体调整到安装位后,对整个滚圈进行打表测量,找出高点、凸点做好标记,调整好进刀量和进给速度。由于之前采用带料正常运转的方式进行车削,导致滚圈不圆,本次利用停机的机会利用盘车电机慢转进行铣削的方式,保证一次圆筒混合机整个筒体的跳动量最小,提高加工精度[3]。通过采取一系列的调整与修复措施,一次圆筒混合机滚圈的跳动误差控制到1mm以内,钢底座的振动幅度控制到了0.033mm以内。
3.2.4 经济效益分析及效果评价
一次圆筒混合机的托轮、滚圈表面出现点蚀、剥落后进行了第一次在线修复,但是第一次采用车削、调整托轮后导致筒体振动加剧。第二次在线修复经过重新确定方案,调整托轮恢复到原始安装状态及微调大齿圈与小齿圈的啮合,同时滚圈铣削打磨等,大大降低了一次圆筒混合机筒体的振动,保证了各项数据基本恢复到安装初始状态。利用盘车电机慢转铣削打磨的方法投入成本低,可操作性强,取得的效果明显,极大的延长了混合机的使用寿命,减少备件成本的投入。经过处理后,基本消除了设备隐患,减少了因此带来的停机处理时间,大大提高了设备的作业率,为生产稳定顺行提供有力保障。
4 结论
一次圆筒混合机的托轮和滚圈因剥落和点蚀等原因导致筒体出现振动时,可以在不停机的情况下对托轮和滚圈进行在线修复。在对一次圆筒混合机的托轮和滚圈进行在线修复时,一定要注意保持托轮和滚圈在稳定的状态下进行修复,务必保证托轮和滚圈被打磨均匀。若一次圆筒混合机托轮和滚圈打磨不均匀不仅不会减缓筒体的振动,而且还会加剧筒体的振动。与传统的停机检修更换备件相比,在线修复方法的工作量更小,不需要拆除设备和更换配件,可以节省大量的人力物力。一次圆筒混合机在线修复的方法对烧结车间大型设备的检修具有一定的参考价值。
