分纱整经机的张力控制
2021-10-29江阴市四纺机新科技制造有限公司徐曙万鹤俊江苏天山水泥集团有限公司顾云涛
江阴市四纺机新科技制造有限公司 徐曙 万鹤俊 江苏天山水泥集团有限公司 顾云涛 /文
1 概述
牛仔布生产过程中纱线的染色方法有多种,束状染色(简称“束染”)是其中的一种,束染后的一个重要的工序—分纱,就是把束染后的纱线再一根一根的分出来,卷绕到经轴上去,为后道织布做准备。分纱整经机的任务就是把束染后的纱线再分开做成经轴提供给后道工序使用。
要把束状染色的纱线分离,束纱的张力控制在这个过程中起到了一个关键的作用,张力控制的好坏直接关系到分纱的效果、效率和质量。因此分纱过程中的张力控制是一个非常重要的工艺过程,实现这个工艺过程离不开专用设备—分纱整经机。
分纱整经机有两种工作方式:整经方式和倒纱方式。本文主要介绍GA261C 型分纱整经机在这两种工作方式中,各个部分对张力控制的作用。
2 分纱整经机的主要结构(图1):
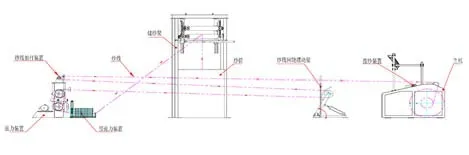
图1
2.1 分纱整经机的纱线通道及各部分功用
染好的束纱盛放在装纱容器中(储纱桶),经储纱架→预张力装置→张力装置→纱线回绕摆动架→纱线拍打装置→拔纱装置→主机上。整个工作过程环环相扣,张力控制在这个过程中起到了关键的作用。
储纱架:其作用是在处理断头纱线时,把束纱重新回收到储纱桶中,便于找出断纱。具体结构形式:由两个罗拉组成,一根是主动棍,由电机控制;整经方式下,起到托起纱线作用。另一根为从动辊由两侧的气缸驱动,工作在整经方式时,被两侧气缸顶起;工作在倒纱方式时,在两侧气缸作用下,以设定的压力和主动辊一起夹住束纱,并在主动辊以设定的转矩控制下回收由张力装置回送的束纱,这些束纱被重新回收到储纱桶中。
预张力装置:用来在束纱进入张力装置的滚筒前产生一定的预张力,使纱线能够在张力装置的滚筒上产生足够的摩擦力,避免纱线在张力装置的滚筒上打滑,从而导致对束纱张力控制的失控。具体结构形式:由七到九根导纱杆和预张力气缸构成的夹纱机构组成;通过束纱在杆上的不同绕法及预张力气缸不同的气压达到对束纱控制所需要的预张力的目的。
张力装置:在分纱整经过程中,通过控制送纱速度,使纱线保持张力恒定。倒纱工作时,起到定量退纱的作用。具体结构是由电机驱动两滚筒组成,通过束纱在滚筒上绕的不同圈数,以适应不同的品种。
纱线回绕摆动架:在气缸的作用下起到对束纱张力控制作用,在整个张力控制过程中,扮演摆杆机构的角色。通过调节气缸的气压大小,可控制整个分纱过程中束纱张力大小。回绕架的纱线回绕滚筒是截面为六边形的滚筒,运行中可起到初步对束纱打散的作用。
纱线拍打装置:是一个截面为正方形长方体,纱线经过时,对纱线进行拍打,使之更容易分散开来形成片纱。
拔纱装置:在循环运动过程中完成对片纱再次进行分散的工作,让纱线得到更充分的分散,纱线更加容易地通过伸缩筘,均匀地卷绕到经轴上。
主机:驱动经轴让片纱卷绕到经轴上。导纱辊机构-对纱线进行长度和速度的计量。
3 张力控制
3.1 整经方式张力的PID 控制
主机纱线的运行速度和纱线回绕摆动架摆出的实际角度构成PID 实际值。预设纱线回绕摆动架的摆出角度构成PID 的设定值。通过PID 控制张力装置滚筒的运行速度,使纱线回绕摆动架摆动到其预设的角度,并在PID 的作用下保持这个角度。由于张力气缸的作用,束纱保持恒定的张力;给定不同的张力气缸的气压,可得到不同的束纱张力。(见图2、图3、图4)。

图2

图3
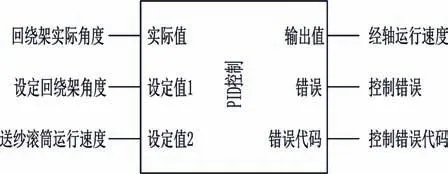
图4
通过调节PID 控制的比例,积分,微分,得到张力装置滚筒的精确控制,让纱线回绕摆动架摆动到其预设的角度,并保持这个角度完成分纱整经。
测试使用的纱线为20 英支:
(1)设定单纱张力为80CN ,一束纱里有480 根单纱,整个束纱的目标张力为480*80CN=38400CN=384N;
(2)设定运行速度220 米/分;
(3)设定回绕架角度为90 度;
④纱线回绕摆动架的张力气缸的给定气压最大为0.6MPa, 其对应的最大张力为2275.8N。得到纱线回绕摆动架的张力气缸的给定气压(384/2275.8)×0.6MPa=0.1MPa。运行过程中,只要纱线回绕摆动架的张力气缸摆动在90±30 度范围内,由于气缸的作用,检测单纱张力基本都在控制的80±5CN范围内,达到控制要求。正常运行时纱线回绕摆动架的张力气缸摆动在90±2 度范围内很稳定。调试过程中出现:纱线回绕摆动架的张力气缸摆动不稳、振荡现象,通过调节PID 控制的比例、积分、微分的值,消除了这个振荡。
3.2 倒纱方式张力的PID 控制:
张力装置滚筒的运行速度和④纱线回绕摆动架摆出的实际角度构成PID 实际值。预设④纱线回绕摆动架的摆出角度构成PID 的设定值。通过PID 控制⑦主机经轴的运行速度,使④纱线回绕摆动架摆动到其预设的角度,并在PID 的作用下保持这个角度。由于张力气缸的作用,束纱保持恒定的张力;给定不同的张力气缸的气压,可得到不同的束纱张力。(见图5)
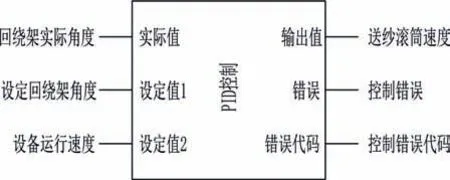
图5
通过调节PID 控制的比例、积分、微分、得到主机经轴的精确控制,让纱线回绕摆动架摆动到其预设的角度,并保持这个角度;张力装置滚筒按设定倒纱速度将束纱定量回送,通过储纱架定量的把束纱回送到储纱桶中。
测试使用的纱线为20 英支:
(1) 设定单纱张力为80CN , 一束纱里有480 根单纱,整个束纱的目标张力为480*80CN=38400CN=384N,
(2)设定储纱速度30 米/分;
(3)设定回绕架角度为90 度;
(4)储纱架储纱辊的扭力为320N。
纱线回绕摆动架的张力气缸的给定气压为0.1MPa。运行过程中,纱线回绕摆动架的张力气缸稳定在90±2 度范围内,储纱架主动辊和从动辊夹紧纱线,主动辊在电机的张力控制下,保证了纱线在储纱架到张力装置滚筒之间张力恒定在320N,张力装置滚筒以设定的储纱速度恒定把纱线回送给储纱架,储纱架主动辊在保证纱线在储纱架到张力装置滚筒之间张力恒定的条件下,把纱线以与张力装置滚筒相同的速度回收到储纱桶中。调试过程中出现:纱线回绕摆动架的张力气缸摆动不稳、振荡现象,通过调节PID控制的比例、积分、微分的值,消除了这个振荡。
4 结束语
实践使用中,充分证明倒纱方式张力的PID 控制方式实用、高效、调节方便。FZJX
