石墨烯复合UHMWPE纤维增强UHMWPE层压板的制备及性能
2021-10-27范望喜乔雅丽付龙军
范望喜,陶 冶,乔雅丽,张 宇,许 峰,张 涛,付龙军
(江苏理工学院 材料工程学院,江苏 常州 213001)
随着科学技术的迅速发展,有机基材层压制品被广泛应用于电子设备、印刷电路板、煤炭工业等领域。其中,最具代表性的是以力学性能和加工性能优异的超高相对分子质量聚乙烯(UHMWPE)为基材的层压板、层压管、层压棒[1-7]等,已成功应用于交通运输机械、食品机械、造纸机械以及医疗用品等领域。目前,对UHMWPE层压板的研究焦点集中在层压工艺优化和基材改性方面,主要是提高UHMWPE熔体流动性,改善制品耐热性、抗静电性能、表面硬度、抗弯强度和耐蠕变性,使其适应特殊或通用设备的加工要求。赵鹏等[8]采用UHMWPE粉末与经过表面处理的粉状玻璃纤维(GF)制备的UHMWPE/GF复合层压板的拉伸强度、断裂伸长率明显增加。吴贺贺等[9]用碳纤维、SiC纤维和Al2O3纤维填充UHMWPE,并通过模压成型法制备了UHMWPE复合材料,硬度分别提高了11.7%,21.0%,6.0%。石墨烯由于其优异的光学、电学、力学特性,被广泛应用于微纳加工工程、能源工程、生物医学和功能材料等领域,但石墨烯复合UHMWPE纤维增强层压板的研究还未见报道。本工作采用石墨烯复合UHMWPE纤维织物增强UHMWPE层压板,优化层压板工艺条件,并对制品进行力学性能、热性能测试和形貌分析。
1 实验部分
1.1 主要原料与仪器
石墨烯复合UHMWPE纤维,江苏恒辉安防股份有限公司;UHMWPE,相对分子质量为3.0×106,江苏中江聚合物有限公司;抗氧剂1010,常州友丰化工有限公司。
XH406B型平板硫化机,XH-401型双辊开炼机:锡华精密仪器有限公司;4104型电子万能试验机,深圳新三思材料检测有限公司;Sigma-500型扫描电子显微镜,德国Zeiss公司;Nicolet IS10型傅里叶变换红外光谱仪,江苏万科科教仪器有限公司;TG/DTA7300型热重差热综合分析仪,日本精工株式会社。
1.2 试样制备
将石墨烯复合UHMWPE纤维在自制针织机上编织成横密120纵行/10 cm,纵密80横列/10 cm,经纬夹角分别为30°,45°,60°,90°的纬平纤维织物。
在UHMWPE粒料中添加抗氧剂1010后模压成一定厚度的薄片,对UHMWPE薄片和纬平纤维织物进行裁剪堆叠后经过层压成型[10],按照实验要求设定成型温度、成型时间、纤维用量、经纬夹角,制备石墨烯复合UHMWPE纤维织物增强UHMWPE层压板。
1.3 测试与表征
拉伸强度按GB/T 1449—2005测试;弯曲性能按GB/T 9341—2008测试;傅里叶变换红外光谱(FTIR)分析采用傅里叶全反射红外分析技术,波数为600~4 000 cm-1,扫描次数为32次;热重(TG)分析[11-13]:氮气气氛,流量为20 mL/min,测试温度为25~550 ℃,升温速率为20 K/min;扫描电子显微镜(SEM)分析[14-15]:拉断试样断口形貌采用扫描电子显微镜观察,加速电压为20 kV。
2 结果与讨论
2.1 成型温度对层压板性能的影响
模压压力15 MPa,成型时间6 min,纤维织物(单层)用量1.5%(w)时,从图1可以看出:随着温度的升高,层压板的拉伸强度和弯曲强度均出现最大值,在155 ℃时弯曲强度最大,为759.5 MPa,150 ℃时拉伸强度最大,为752.2 MPa。这说明成型温度对层压板力学性能有较大影响。低温时,内部树脂熔融程度不足,UHMWPE分子链解缠度小,对增强纤维的浸渍不够,导致力学性能较差;随着温度的升高,UHMWPE与增强纤维分子链解缠度升高,大分子相互缠绕增多,产生了界面黏结效应,导致层压板力学性能升高。当温度超过160 ℃时,石墨烯复合UHMWPE纤维织物熔融,无法保留其原始的网状结构[10],纤维用量降低,导致层压板力学性能下降。综合考虑拉伸与弯曲性能,确定后续研究最佳成型温度为155 ℃。

图1 成型温度对层压板拉伸与弯曲性能的影响Fig.1 Processing temperature as a function of tensile and bending properties of laminates
2.2 成型时间对层压板性能的影响
模压压力15 MPa,成型温度155 ℃,纤维织物(单层)用量1.5%(w)时,从图2看出:成型时间为6 min时,拉伸强度及弯曲强度均达到最大,分别为759.5,720.2 MPa。这说明成型时间对层压板力学性能有较大影响。成型时间过短(低于6 min),内部的部分树脂来不及熔融,导致层压板内部空隙较多,形成贫脂区,树脂与增强纤维间界面黏结下降,导致力学性能较差;成型时间过长(多于6 min),增强纤维熔融过多,纤维用量降低,石墨烯从纤维中析出,无法体现其增强效果。同时,成型时间过长,浪费时间和能源,导致生产成本升高、生产效益降低。因此,最佳成型时间为6 min。
2.3 模压压力对层压板性能的影响
成型时间为6 min,成型温度为155 ℃,纤维织物(单层)用量1.5%(w)时,从图3可以看出:随着模压压力的增加,层压板的拉伸强度和弯曲强度均先增后降,模压压力为15 MPa时均达最大。这说明模压压力对层压板力学性能有一定影响。压力增加,树脂内部分子链间距离减小,作用力增强,导致力学性能增强;模压压力过大,促使纤维熔融,纤维用量降低,增强效果减弱。因此,最佳模压压力为15 MPa。
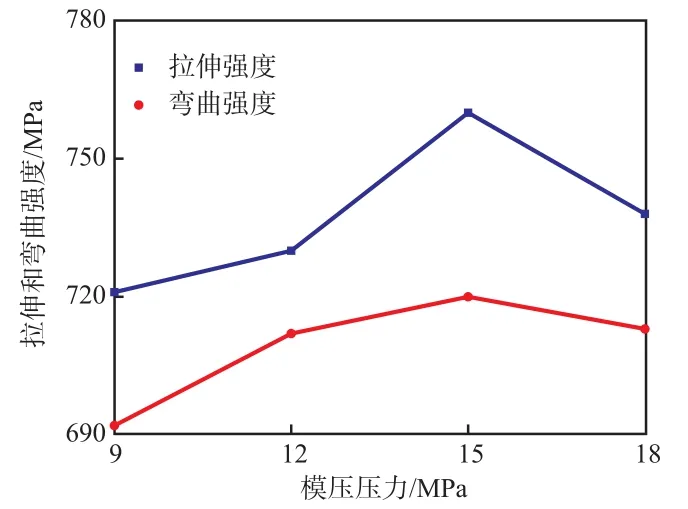
图3 模压压力对层压板拉伸与弯曲性能的影响Fig.3 Processing pressure as a function of tensile and bending properties of laminates
2.4 FTIR分析
从图4可以看出:2 914,2 848 cm-1处的双峰为聚乙烯单元的伸缩振动吸收峰。140,150,155 ℃对应的谱线中吸收峰无明显变化,可归结为UHMWPE比较稳定,没有发生化学键的断裂。160,170 ℃对应的谱线变化较大,杂峰变多,可能是UHMWPE基体与石墨烯复合UHMWPE纤维发生氧化、变质,同时伴随化学键的断裂。FTIR分析结果再次证明最佳成型温度为155 ℃。

图4 层压板的FTIR图谱Fig.4 FTIR spectra of laminates
2.5 石墨烯复合UHMWPE纤维用量及织物铺设方式对层压板性能的影响
从图5可以看出:石墨烯复合UHMWPE纤维质量分数分别为1.5%,3.0%,4.5%时,试样的最大拉伸强度分别为1 092.68,1 332.01,1 472.50 MPa,较纯UHMWPE层压板试样的拉伸强度(464.15 MPa)分别高了74.1%,186.9%,217.2%,呈现出明显的增加趋势。当纤维质量分数由3.0%增加到4.5%时,拉伸强度上升速率减慢。这说明当石墨烯复合UHMWPE纤维用量增加到一定值时,UHMWPE对纤维的有效浸润也达到一定的程度,黏结效果不再发生明显变化。从图5还可以看出:纤维用量相同时,层压板的拉伸强度与织物铺设方式(如经纬夹角与铺设层数)有着密切的关系。纤维质量分数为1.5%时,以长纤(LF)形态压入时的拉伸强度最好,可达1 092.68 MPa;以经纬夹角90°的纤维织物形态压入时的拉伸强度(569.8 MPa)大于以LF压入时拉伸强度的一半。这是因为相同纤维用量条件下,纵向纤维用量仅占总用量一半,但是纤维经横纵向编织后出现大量缠结点使拉伸性能略有提高。纤维织物的经纬夹角为45°时,铺层纤维中缠结点数量最多,所以此时UHMWPE层压板的拉伸强度最大。

图5 石墨烯复合UHMWPE纤维用量及铺设方式对UHMWPE层压板拉伸强度的影响Fig.5 Influence of mass fraction and laying methods of fiber on tensile strength of laminates
从图6可以看出:石墨烯复合UHMWPE纤维质量分数分别为1.5%,3.0%,4.5%时,UHMWPE层压板的最大弯曲强度分别为539.92,615.11,606.39 MPa,较纯UHMWPE层压板试样的弯曲强度(421.32 MPa)分别提高28.15%,46.0%,43.9%,呈现出先增大后减小的趋势。这是因为纤维织物用量偏大,铺设层数增多,界面效应增强,容易出现分层现象,导致纤维增强UHMWPE层压板的弯曲性能受损。当纤维用量相同时,层压板的弯曲强度与织物铺设方式呈现与拉伸强度同样的规律。

图6 石墨烯复合UHMWPE纤维用量及铺设方式对UHMWPE层压板弯曲强度的影响Fig.6 Influence of mass fraction and laying methods of fiber on blending strength of laminates
2.6 TG分析
从表1可以看出:随着石墨烯复合UHMWPE纤维用量的增加,试样的热分解温度有所增加,但不是很明显,并且在纤维质量分数为3.0%~4.5%时上升趋于平缓。这是因为虽然石墨烯复合UHMWPE纤维的热分解温度很高,但UHMWPE本身具有良好的热稳定性,所以石墨烯复合UHMWPE纤维用于增强UHMWPE后, UHMWPE层压板的热稳定性没有得到明显提升。

表1 不同石墨烯复合UHMWPE纤维用量的层压板的热分解温度Tab.1 Thermal decomposition temperature of laminates with different fiber contents
2.7 SEM观察
从图7看出:纯UHMWPE断面出现了韧窝和纤维状的裂纹,属于典型的韧性断裂。随着石墨烯复合UHMWPE纤维织物用量的增加,裂纹数逐渐增多,韧窝变得更加明显,说明添加石墨烯复合UHMWPE纤维织物能有效提高UHMWPE层压板的韧性,且随着石墨烯复合UHMWPE纤维织物用量的升高,其韧性逐渐增强。究其原因,石墨烯复合UHMWPE纤维织物的抗拉性能优异,可与基体较好的黏结,增强界面的黏结性能。随着石墨烯复合UHMWPE纤维织物的夹角及铺设方式的优化,树脂与纤维间以及纤维与纤维间的缠结点增多,使石墨烯复合UHMWPE纤维织物在UHMWPE层压板韧性断裂过程中,可以起到增韧的效果。

图7 试样拉断断口形貌的SEM照片(×1 500)Fig.7 SEM photos of fracture morphology of samples
3 结论
a)以UHMWPE为基体,石墨烯复合UHMWPE纤维织物作为补强材料制备了石墨烯复合UHMWPE纤维增强UHMWPE层压板。
b)在模压压力为15 MPa,成型时间为6 min,成型温度为155 ℃时,可制备热性能与力学性能优良的石墨烯复合UHMWPE纤维织物增强UHMWPE层压板。
c)石墨烯复合UHMWPE纤维织物可显著增强UHMWPE层压板的力学性能。当石墨烯复合UHMWPE纤维质量分数为4.5%,3.0%时,UHMWPE层压板拉伸强度和弯曲强度分别达到最大,韧性得以增强。
d)石墨烯复合UHMWPE纤维织物可增强UHMWPE层压板热学性能,但效果不明显。
e)石墨烯复合UHMWPE纤维织物铺设方式对UHMWPE层压板的拉伸强度和弯曲强度也有一定的影响。
