某型飞机环氧树脂玻璃钢小制件再制造工艺研究
2020-09-10崔文峰杨竹汪盛一
崔文峰 杨竹 汪盛一





摘要:针对某型飞机环氧树脂玻璃钢小制件发生分层、断裂故障,开展对玻璃钢小制件再制作工艺研究。通过对故障成因分析,结合对试制小制件的检测和主要力学性能试验,提出某型飞机玻璃钢小制件再制造工艺改进措施。
关键词:玻璃钢小制件;孔隙;皱褶;铺叠;模压
0 引言
某型飞机在进入大修期间,经常发现结构上环氧树脂玻璃钢制成的卡箍、支臂、天线整流罩等小制件出现分层、断裂故障。针对玻璃钢小制件发生的故障形式,对其形成的原因作了初步分析,通过玻璃钢小制件再制造过程中的相关主要力学性能试验,找出影响小制件强度的主要原因,提出玻璃钢小制件再制造改进措施。
1 故障原因分析
飞机上的玻璃钢制件大部分都是有电磁性能的S玻纤、E玻纤制成,其主要力学性能要高于铝合金,且具有较好的透波性能和耐热性能,因此飞机上玻璃钢制件一般用于雷达罩、天线整流罩、座舱内遮光板及固定空调系统的管路卡箍等。从飞机受力情况看,安装在机体表面的雷达罩、天线整流罩等长期受气流冲击影响,迎风面容易出现玻璃布破损、撕裂等故障,但随着飞机日历寿命不断延长,安装在机体内部的玻璃钢支臂、卡箍及遮光板等也逐渐出现边缘分层、局部断裂等故障,属于复合材料典型老化特征。
复合材料在使用过程中受湿热环境、冲击环境的影响,加速其老化速度,会引起力学性能的降低。对飞机形成冲击环境主要因素包括:工具掉落、跑道碎石、冰雹、雷击、鸟撞、弹伤等,通常情况下,这些因素仅会对安装在机体外表面的复合材料结构造成损伤。形成老化环境主要因素包括:腐蚀性液体、紫外线辐射、风化、砂蚀、雨蚀等,复合材料对腐蚀性液体不敏感,可以不考虑,紫外线引起损伤是一个缓慢过程,只要防护层做好也可以不考虑。由此可见,风化、砂蚀、雨蚀是造成复合材料外部老化环境主要因素,但对飞机内部复合材料结构影响不大。形成湿热环境主要因素就是高湿度、高温度,飞机在高湿度、高温度结合一定载荷环境下加快复合材料吸湿老化速度,从而影响了复合材料力学性能和寿命。综合分析认为:长期受湿热环境影响是飞机内外部玻璃钢制件出现分层、断裂等故障主要原因。
为了进一步考核飞机玻璃钢制件内部质量,对分层、断裂的制件进行切割,通过显微镜法(GB3365)放大观察,发现分层、断裂区域的切割端面存在孔洞过多。复合材料层间孔隙越大,吸湿量随之增加,长期受湿热环境影响,加快吸湿老化速度,制件孔隙较大区域或边缘区域便会发生分层并扩展,而复合材料内部一旦发生分层,将会大大削弱其强度和刚度,抵御载荷能力降低,容易出现折弯、断裂等故障,所以进一步分析认为:玻璃钢制件在长期使用过程中出现分层、断裂等故障与制造缺陷存在很大关系。
2 再制造小制件的缺陷分析
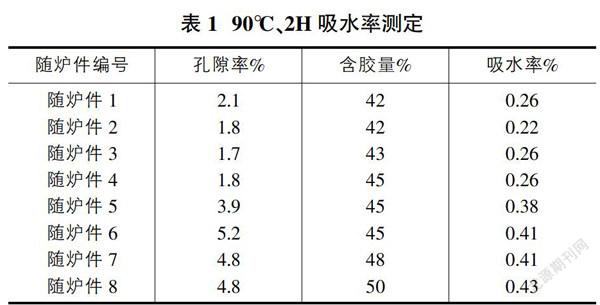
为了进一步研究玻璃钢制件在制造过程中出现缺陷的原因,对飞机外形复杂的玻璃钢小制件按模压成形工艺进行了再制造,制件原材料为SW220A/3218,制件成形厚度为1.0mm。然而在制造过程中,首先在铺叠预浸料环节上便出现了问题,为了节省制造成本,采用了人工铺叠预浸料,问题的根源是人工铺叠预浸料稳定性较差,层间经常会出现气泡和皱褶,一旦铺层间出现明显气泡和皱褶,很难恢复平整状态,制件加温、加压成形后容易发生层间胶液囤积的缺陷,孔隙率与含胶量升高。為了进一步证明孔隙率、含胶量与吸水率的关系,吸水率与制件主要力学性能的关系;选择孔隙率低且含胶量在40-45%的随炉件、孔隙率高且含胶量在45-50%的随炉件做吸水率测定试验,按吸水率高低分类后再进行主要力学性能测试。测试结果见表1、表2。
试验结果显示:含胶量高、孔隙率高的试件吸水率相对较高。
试验结果表明:吸水率较高的试件弯曲性能下降。由此可见,由制造产生的高孔隙率和高含胶量是影响制件使用性能下降的重要因素。
3 改进措施
玻璃钢制件的制造工艺一般包括:热压罐成形、真空袋成形、压力袋成形、模压成形,缠绕成形等。飞机上小型玻璃钢制件通常选用模压成形工艺方法制造,模压成形法是利用带有热源的压机对复合材料制件进行加温、加压、固化的一种工艺方法,制作的制件外形精度高,制件内部质量好,适用于成形复杂结构小零件,制作过程较为简单,模压成形详见图1。采用模压成形法制造的玻璃钢小制件虽然具备了内部质量好的优点,但检测结果表明了飞机上分层、断裂的玻璃钢制件局部仍存在制造方面的缺陷。
玻璃钢制件模压成形主要过程为:备料→晾干→裁料→平面铺叠→加温加压成形→切割→打磨修边,通过对玻璃钢小制件试制,发现预浸料在铺叠和加压的两个环节最易形成气泡、皱褶,所以对这两个环节进行了分析研究,并提出了改进措施。
3.1 预浸料铺叠改进
玻璃钢小制件制造过程中,毛坯料一般都是人工在平台上铺叠,人工铺叠的不稳定因素导致气泡、皱褶出现。研究表明,采用悬挂支臂固定预浸料四角,在预浸料上端送风,使预浸料形成凸面,再将托放层压板(软状态)的升降台缓缓提升,预浸料达到均匀接触。这种机械铺叠的方法稳定性高,层压板内部形成的气泡、皱褶的概率大大降低,详见图2。
3.2 加压过程改进
小制件成形前需要对软状态毛坯料抽真空施压,使预浸料紧密接触,减少层间孔隙。常规抽真空压的过程一般都是在平整状态的毛坯料上进行,详见图3,施压后将毛坯料进模加温、加压成形,加温、加压过程中在胶液的流动下大部分气泡被消除,但模具一旦存在局部偏差,制件就会出现局部孔隙含量超高、胶液囤积等缺陷,由此可见,毛坯料安放到模具上也应该增加抽真空施压过程,详见图4,毛坯料在模具上真空压(0.08~0.1)MPa,保持10分钟,拆除抽真空设备进行模压。
在对毛坯料加温前,还应进一步采用压机、模具对毛坯料进行冷压10分钟,压力不易过大,压力应保持在(0.08~0.1)MPa即可,10分钟后开始加温,继续加压,压力应保持在(0.09~0.1)MPa,温度控制在(120±5)℃,固化2小时,温度控制在60℃存放2小时,完成制件成形,详见图5。
4 效果验证
模压成形技术改进后,对飞机上一种复杂结构的玻璃钢制件再次进行了试制,并对随炉件进行主要力学性能试验和切割观察,发现5件随炉件的拉伸强度均高于530MPa,弯曲强度均高于320MPa,对制造的制件切割20处进行孔隙率检查,孔隙率均保持在0.2-0.5%、含胶量42%。由此可见,玻璃钢制件模压成形工艺改进后,其内部质量大幅度得以提高,可延长使用寿命。
5 结论
通过对某型飞机玻璃钢小制件发生分层、断裂故障分析,对小制件再制造的铺叠、加压过程进行了改进,大幅度降低了孔隙率,消除铺层皱褶,并控制了层间胶液囤积的缺陷,使玻璃钢小制件强度得以改善,延长其使用寿命,该措施可行有效。
参考文献:
[1]陈绍杰.复合材料结构修理指南[M].北京:航空工业出版社,2001,6.
[2]谢富原.先进复合材料制造技术[M].北京:航空工业出版社,2017,9.
[3]益小苏,杜善义,张立同.复合材料手册[M].北京:化工工业出版社,2009,6.
[4]詹茂盛,依海峰.单束玻纤增强环氧树脂复合材料吸水规律的理论与实验[J].塑料,2006,35(4).
