内衬多点锚固HDPE板防腐技术在大型钢筋混凝土排水管道中的应用
2021-10-27张翕照
张翕照
(天津市管道工程集团有限公司,天津 300112)
1 工程概况
天津城市基础设施建设投资集团有限公司东郊污水处理厂迁建管网配套工程施工3合同项目为大型排水管道建设工程。工程起点为W1 井,终点为W20井,管径1 650~3 000 mm,长2 000 m。
工程使用管材为内衬多点锚固高密度聚乙烯板钢筋混凝土排水管,其特点是内衬防腐层耐酸、耐碱、耐化学药品以及耐污水侵蚀,可有效延长管道使用年限。内衬防腐层板材一面为平面,另一面上带有13 mm 长V 形固定键。V 形固定键嵌入管体内壁上,单个从混凝土中脱出的抗拉拔强度不低于600 N。
管道接口位置的内衬材料连接采用封口板搭接焊接方式,封口板和焊丝均选用与内衬板材相同材料,厚度与内衬材料厚度一致,覆盖宽度为160~200 mm,焊迹厚度不低于4 mm,如图1所示。
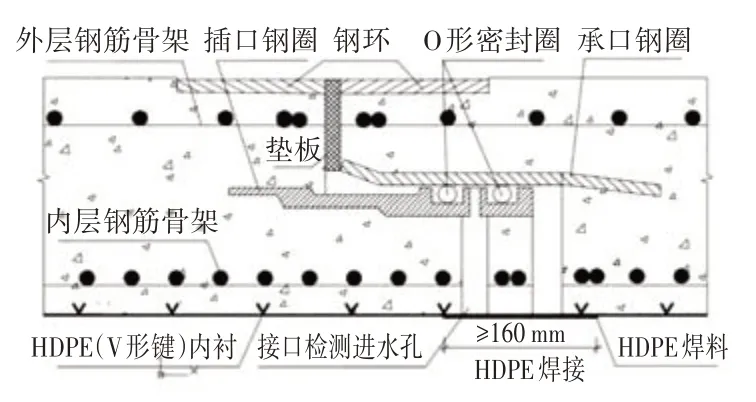
图1 管道接口焊接示意
2 内衬HDPE板锚固体抗拉拔强度检测
2.1 检测频率
因实验室没有检验能力,现场采取自制设备检验,主要仪器为测力传感器,并经计量校正部门检验合格。每2 500 m2HDPE 板抽检1 根管道,不同管径规格、不同厂家独立抽检。
2.2 检测步骤
2.2.1 试样选取及制作
将待检的排水管垫好放平,根据拉拔试验仪器放置的位置确定隔开HDPE 板的位置;每根管取3处,分别为管两端600 mm处和管身中部。试样为长方形,长宽约35 mm×100 mm,嵌入混凝土中的锚固体位于长方形中部,用刀具将片材沿锚固体横竖向割开,使之与整个内衬HDPE板分离。
2.2.2 试验仪器安装
2.2.3 检验加荷方法
检验采用分级加荷,首先加荷至最大试验荷载值的60%,静停1 min;继续加荷至最大试验荷载值的80%,静停1 min;最后,分2 次按最大试验荷载值的10%级差加至100%,每次静停1 min。
2.2.4 检验结论
加荷载到100%并维持1min 荷载作用后,如嵌入的锚固体位置没有出现断裂或从混凝土中脱落的现象,表示该点合格,若3个点均合格则管子的内衬HDPE 板锚固体抗拉拔强度项目试验合格。现场检验照片,如图2所示。

图2 现场检验试验
3 管道接口焊接工艺
3.1 一般要求
管道接口处封口板厚度2 mm、宽度190 mm,焊丝尺寸为3.2~4.0 mm,材质与母材相同。封口施工前,封口板、焊丝干燥无污染,焊迹部位应进行打磨、清理,确保焊迹部位清洁干燥和无灰尘、泥土、油迹及其他附着物。焊接时,调整好焊枪压力、速度和温度,保证焊臂与管道同心和垂直,焊迹要求平滑均匀,骑于接口板边缘,完成后须修磨平整。严禁带水作业,焊接部位有水时必须用热风枪吹干。
3.2 焊接机具
焊接机具包括挤出焊机、预热设备、焊接铲和辅助工具、不同焊缝形式的焊接靴。风嘴应能适应焊缝形式,出口热风应均匀流过整个横截面,以便焊接面均匀塑化。焊接靴安装在挤出式焊枪前端,是成型不同形状焊缝的聚四氟乙烯结构件,如图3所示。
图3 焊接靴
3.3 焊接工艺
将190 mm宽封口板固定在管道接口处,两侧与内衬的HDPE 板搭接,选择带焊接靴的挤出焊枪施焊成型。
根据上述规定,并考虑到南水北调工程的水资源管理既涉及水源区和受水区,又涉及沿线各省,上下游、干支流、左右岸对于开发利用和节约保护水资源拥有共同的权利、责任和义务,不仅涉及上游的水源涵养和保护等生态环境问题,还涉及下游的水污染防治、河道治理、防洪减灾等一系列相关问题,十分复杂。建议在国家相关部门尚未研究明确南水北调水资源费征管体制与征收标准等有关政策前,水资源费暂按零计列。
施焊前,首先对母材焊口处进行预加工,打磨清洁待焊区。接通电源,开启焊接工具开关,设定合适焊接温度,直至达到所需温度。在焊接靴即将接触待焊区之前,利用出风口预热母材待焊区的起始部位,后将焊条溶体挤出,并在待焊区稍作停留,当焊接靴的焊接接触面与母材之间充满焊条的熔体之后,通过挤出焊枪对焊道施加一定压力并向前沿焊道移动焊接。焊接完成后,让焊缝部位自然冷却。操作时,须根据手动挤出焊接机的挤出量和所需要焊接的横截面积调整焊接速度。焊接完毕后,挤出焊枪停止加热,待其完全冷却后,关闭主开关及断开电源,焊接参数详见表1。

表1 焊接指标参数
3.4 焊接工艺质量评定
按照工艺要求进行了HDPE板搭接焊,并送实验室进行拉伸强度试验。经检验,拉伸强度为20.2 MPa,大于15 MPa,试验结果合格,满足设计要求。
4 半自动机械焊的研发使用
4.1 机械焊接优点
内衬HDPE 板钢筋混凝土排水管管道接口进行现场焊接时,人工操作劳动强度大,工作效率低,焊接质量得不到保证,需要开发一种焊接设备代替手工操作。为此,工程使用了半自动机械焊机装置,该装置结构简单,整体设备可随时移动,方便使用。焊接摆臂能旋转360°,实现整圈焊缝焊接。焊接时,利用压轮定位,提高了焊接稳定性。该装置焊口成型质量高,焊接效率高,大大降低了施工成本。
4.2 半自动机械焊机装置结构
半自动机械焊机装置包括主支撑架、焊接机结构、侧部支撑结构、底(顶)部支撑结构和主行走轮。
主支撑架上方竖直固定安装第一齿轮。转动连接焊接摆臂的一端连接焊接机结构,另一端转动连接有第二齿轮。第二齿轮与第一齿轮啮合,焊接摆臂上固接有驱动电机,驱动第二齿轮环绕第一齿轮旋转形成焊接摆臂360°旋转。主支撑架上分别固接侧支撑架,每个侧支撑架上分别固接侧部支撑结构。主支撑架上方固接顶部支撑架,安装顶部支撑板;下部安装有底部支撑结构。
焊接机结构包括旋转轮、焊枪、连接板和压轮。旋转轮与焊接摆臂固接,上固接连接板。连接板的一侧安装焊枪,靠近焊接摆臂端部的下表面上安装压轮。
侧部支撑结构包括侧部导向杆、侧部导向套、侧部支撑板、侧部连接件和侧部液压驱动器。侧部导向套分别安装在侧部支撑架两侧,每个安装一个侧部导向杆。侧部导向杆的一端与侧部支撑板固接,且侧部支撑板与管道的轴线平行;另一端分别与侧部连接件固接。侧部液压驱动器的输出端与侧部连接件固接。
顶(底)部支撑结构包括顶(底)部导向杆、顶(底)部导向套、顶(底)部支撑板、顶(底)部连接件和顶(底)部液压驱动器。顶(底)部导向套分别安装在主支撑架的两侧,每个安装一个顶(底)部导向杆。顶(底)部导向杆的一端分别与顶(底)部支撑板固接,且顶(底)部支撑板与管道的轴线平行;另一端分别与顶(底)部连接件固接。顶(底)部液压驱动器的输出端与底部连接件固接。
主支撑架的底部还安装有主行走轮,与第一齿轮相对的主支撑架的一侧安装有辅助行走支架,其底部安装有辅助行走轮。
4.3 焊机操作流程
4.3.1 焊前检查
检查设备是否正常,焊枪焊丝及板材尺寸、移动线板是否合格;焊枪热风枪是否正常;焊道位置是否打磨、有无异物。试行走一周,确认小车已完全接触到板材并沿管缝方向行走。
4.3.2 焊接操作
接通电源,焊枪升温,设定值为280℃,热风枪根据天气温度调整(7℃左右)。检查板材及焊接口,确保表面不得有水、油及异物等;热风枪焊接前1 min开启预热,达到设定温度后准备焊接。开启焊机施焊,注意检查焊枪中排出的焊丝是否熔化、焊接处厚度是否均匀。焊口不得有缺料或余料过多。
4.3.3 焊接质量外观检测
目视观察焊接表面状况,检查焊缝形式,检查表面和边缘是否有裂痕和凹槽、焊缝填塞是否达到效果、焊缝根部熔透和粘接部分偏移是否可接受。
5 管道内防腐层电火花绝缘性检测
5.1 检测环境
检测前,内衬HDPE 板表面应使用抹布或其他不会对HDPE 板面造成损伤的物品擦拭干净,并保持干燥。
5.2 检测设备安装及注意事项
电火花绝缘检测仪型号为LYH-7,稳固放置在管材附近适当位置或手持。接好仪器检测电源线,并连通金属扫头;将仪器接地线与地面或与连接地面的金属体完全接触。人体不应与扫头和仪器内的高压输出柱接触,以保证安全。同时,不应让检测金属扫头直接接触地面,以免损伤扫头。
5.3 设备调试
打开电火花绝缘检测仪开关,待指示灯及仪表正常显示后,调整检测电压值到15 kV。手握金属扫头绝缘柄,使探针轻轻靠近地面,依据仪器的响声及跳火情况,检查仪器的灵敏度及运作是否正常。
5.4 检测及处理
手握住金属扫头绝缘柄,使金属扫头贴近HDPE板表面,轻轻来回扫动,逐行检查HDPE 板表面。观察检测仪是否会发出“嘟嘟”警报声,同时仔细观察金属扫头扫到的HDPE 板面是否产生电火花现象。仪器未发出报警声及未出现火花时,检测合格。发出报警响声及出现火花现象时,说明HDPE板表面存在空隙或孔洞,应及时进行标识。使用HDPE 平面片材,用热熔焊接法对漏点进行修补,然后重新对该位置进行检测,直到不再出现警报及火花。
6 结语
在天津城市基础设施建设投资集团有限公司东郊污水处理厂迁建管网配套工程施工3 合同项目施工中,应用了内衬多点锚固HDPE 板钢筋混凝土排水管道新技术。从管材内衬材料抗拉拔强度检测、焊接工艺控制、焊接半自动设备研发应用、焊接质量检测等方面对施工质量进行了控制,积累了一定施工经验,效果良好,为该种技术进一步推广奠定了一定基础。
