某公司2 500 m3 高炉大修改造技术特点
2021-10-27王建同
王建同
(中冶京诚工程技术有限公司,北京100176)
0 引言
某公司3 座2 500 m3高炉,于2008 年9 月开始陆续投产,到2018 年,这3 座高炉已处于炉役后期,高炉炉缸耐材受损严重,对安全生产影响较大,所以该公司考虑对高进行改造性大修。本次高炉大修改造,在方案设计上主要考虑了提高冶炼强度、降低能源消耗、强化环保治理的改造原则和具体改造措施。
本文对原来高炉生产中各个系统影响和限制高炉提高冶炼强度、降低燃料消耗和减少污染排放的因素进行了分析和阐述,在此基础上确定了高炉各系统对应的大修改造设计方案,并对此次高炉大修改造工程实施情况和高炉投产后生产运行状况进行了分析总结。
1 高炉工艺系统主要改造方案
2 500 m3高炉大修改造后的主要技术经济设计指标如表1 所示。为满足表1 所示技术经济指标,结合高炉旧有的工艺、公辅设备,拟定了对整个高炉车间的改造方案。
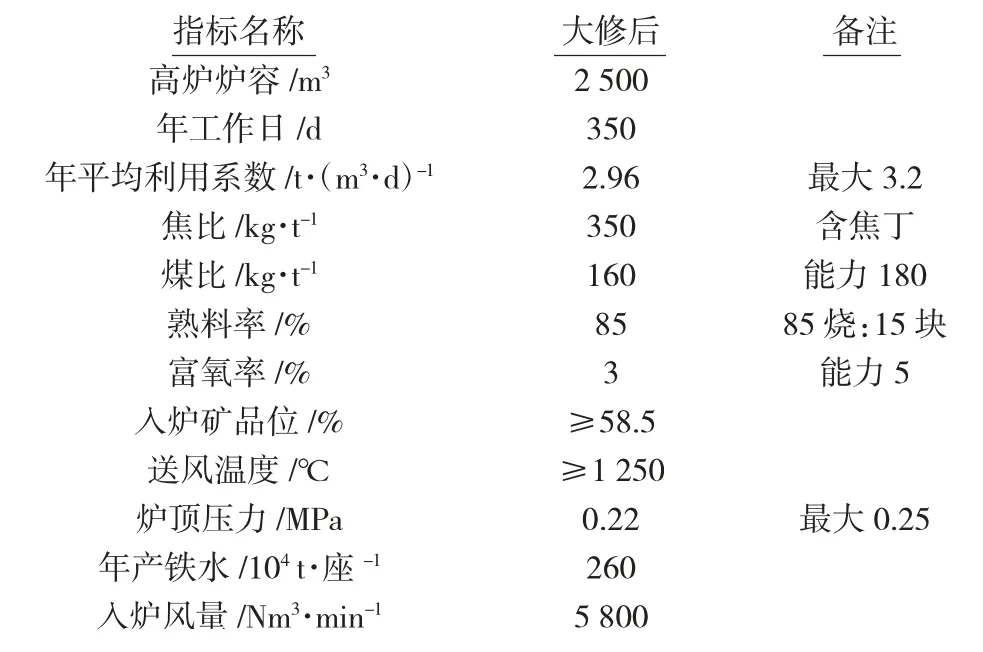
表1 2 500 m3 高炉大修后的主要技术经济设计指标
1.1 矿槽和上料系统
原上料系统矿、焦槽为双排布置,主要设有10个矿槽和5 个焦槽,以及碎焦槽、碎矿槽、焦丁槽各1 个,并设有小块焦回收利用装置。矿槽上设有2 条运矿皮带机(1 条1.4 m,运量为1 600 t/h;1 条1.2 m,运量为1 200 t/h),焦槽上设1 条运焦皮带机(1.4 m,运量为600 t/h)。
本次大修,按照高炉新的设计指标要求并结合该公司生产实际情况,对现有槽上设备、矿焦槽容量、槽下设备进行了核算,最终确定了改造方案。
(1)槽上设备改造方案:槽上设备核算后确认可以利旧,根据新的原料结构重新分配了各种矿焦槽的用途(见表2)。改造后烧结矿贮存时间稍低(不到9 h),碎矿仓贮存时间较低(不到3 h),实际生产中需调整检修节奏并加强车辆运输调度。

表2 矿焦槽重新分配后的数量
(2)槽下设备改造方案:槽下TS101 运矿皮带机带宽扩至1 800 mm;槽下TC101 运焦皮带机带宽扩至1 600 mm;碎焦皮带更换,运输量提高至190 t/h;焦丁筛更换,能力提升至220 t/h;上料主皮带机带宽扩宽至1 800 mm;主皮带通廊整体利旧,但局部进行了改造。
(3)另外,槽上皮带的运量虽然可以满足要求,但由于业主反映在生产中存在撒料现象。所以应业主要求,把运送烧结矿的1.4 m 皮带和运送球团块矿的1.2 m 皮带分别扩宽至1.6 m 和1.4 m,与皮带配套的卸料车也随之进行了更换。
1.2 炉顶系统
原高炉采用PW 串罐无料钟炉顶设备,料罐有效容积55 m3,采用小框架结构支撑在炉顶封罩上;料罐均压采用净煤气一次均压,氮气二次均压;炉顶设置2 台紧凑型机械探尺。
根据大修后的高炉设计指标和炉型,按基本装料制度为CO、布料圈数为14 圈、正常矿批为89 t、最大矿批为94.5 t 考虑,核算后均满足《高炉炼铁工艺设计规范》 中对于炉顶上料设备作业率不超过75%的要求。同时根据最大矿批计算,55 m3的炉顶料罐可以满足大修后产量要求,所以炉顶设备可以利旧。
另外,本次高炉大修改造还优化了重量法布料。通过选择先进可靠、称量准确、带压力补正功能的电子称,并通过精心安装电子秤和料罐,保证了料罐重量测量精度。
1.3 炉体系统
1.3.1 高炉内型
经全面调研国内外2 500 m3高炉的实际生产情况,并结合该公司自身的生产实际条件和操作思路,本次高炉内型改造主要是适度扩大了炉腰、适当提高炉身高度、适当做小炉腹角及炉身角、适当提高Vu/A。
适当扩大炉腰,主要基于高炉强化冶炼考虑,以适应更大的煤气量通过,而且同时缩小了炉腹角炉身角,有利于高热负荷区域的冷却设备长寿并更适应炉料调整和顺行;此外为降低燃料消耗,扩大间接还原区间,适当增大了炉身高度;30 个风口和3 个铁口数不变。
1.3.2 炉体冷却系统
此次高炉大修炉体冷却水系统采用软水密闭循环系统(6 280 m3/h)+高压工业净环水系统(1 540 m3/h)。高炉炉体各区域主要冷却设备配置如下:炉底炉缸配置了光面灰铸铁冷却壁;炉腹到炉身下部的高热负荷区域,采用了铜冷却壁;炉身中上部配置了水冷镶砖球墨铸铁冷却壁,在炉喉下,配置了2段倒扣球墨铸铁冷却壁;炉喉部位设2 段式炉喉钢砖,下段为水冷结构,上段为无水冷结构。
需要强调的是,在高炉本体热负荷区域,本次大修仍然采用了铜冷却壁方案。而关于铜冷却壁的使用,目前业内有一些争论,有一些观点认为可以取消,比如宝钢鉴于在宝钢本部的铜冷却壁使用经验,最终确定在湛江基地5 000 m3级别高炉上取消了铜冷却壁,并配置了铸铁冷却壁。但事实上从国内各大钢铁公司实际使用情况来看,无论是使用中冷却壁损坏的情况,还是对生产的影响,具有“无过热结构”特征的铜冷却壁,仍然是无中修计划大型高炉的高热负荷区域主流选择。
该公司3 座2 500 m3高炉的第一代炉役中,铜冷却壁无一损坏,更没有中修,是铜冷却壁应用的一个成功案例。拆除后通过现场观测,仅发现铜冷却壁燕尾槽有被磨损和壁体发生变形的现象。这种成功的案例,当然有高炉炉内操作上的精心维护,但肯定也无法否定铜冷却壁自身的优越性。所以,高炉是否配置铜冷却壁,仍然值得结合使用者的实际生产使用情况进行仔细研究,一定不要一刀切,更不能轻易否定铜冷却壁。
1.3.3 炉体耐材结构
(1)炉底、炉缸耐材结构设计方案为大块炭砖+陶瓷整杯结构。其中炉底为满铺1 层国产石墨大块炭砖+3 层国产微孔大块炭砖+1 层引进超微孔大块炭砖(总厚度2 m);铁口及以下易出现异常侵蚀的炉缸区域环砌引进超微孔大块炭砖,铁口以上至风口砖下沿的炉缸区域环砌国产微孔大块炭砖。炉底炭砖上砌筑2 层大块陶瓷垫,炉缸炭砖内侧砌大块陶瓷杯。
(2)风口区采用大块刚玉质组合砖,铁口部位外侧采用刚玉质浇注料。
(3)炉腹、炉腰与炉身中下部铜冷却壁冷镶氮化硅结合碳化硅砖。
(4)炉身上部球墨铸铁冷却壁冷镶磷酸盐浸渍粘土砖。
(5)炉顶封罩采用了抗CO 侵蚀性能优异的喷涂料。
1.3.4 炉体检测系统
炉体除设置完善的温度、压力、流量检测点外,还配置了高炉炉底、炉缸内衬侵蚀模型系统,炉身静压、炉顶热成像等主要检测项目。
1.4 风口平台和出铁场系统
原高炉出铁场设计方案为:双矩形出铁场(出铁场下共有6 条铁路线);设有三个铁口,采用固定储铁式主沟;出铁场完全平坦化设计;采用全液压泥炮、开铁口机(同侧布置)、摆动流嘴等设备;铁水采用260 t 铁水罐车运输;出铁场设有高架路和出铁场至风口平台的通道。
本次高炉大修风口平台和出铁场系统改造的目的主要是为了适应高炉大修,方便炉前操作,改善炉前操作环境。主要改造内容包括:适当加大开铁口机的开口深度,适当加长主沟长度,泥炮操作室移位,出铁场顶吸罩及侧吸罩改造以满足环保要求等。
1.5 热风炉系统
原热风炉系统配置3 座悬切顶燃式热风炉,烧炉燃料主要采用高炉煤气。热风炉设有双预热系统来预热助燃空气和煤气,设计风温1 200~1 250 ℃。原热风炉系统的主要技术参数如表3 所示。本次大修,结合调整后的送风量和风温要求,业主最终确定了热风炉系统主要的改造内容。
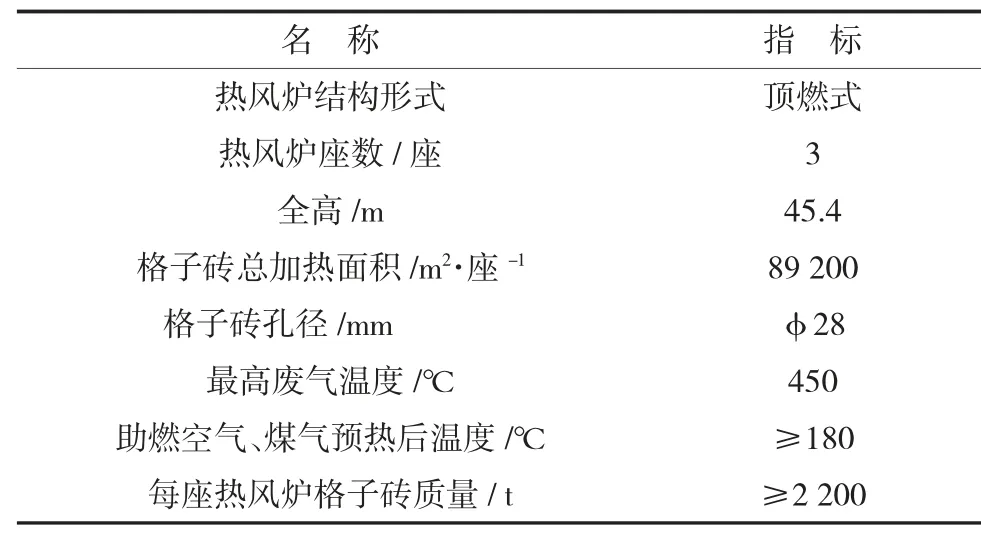
表3 原热风炉系统的主要技术参数
热风炉系统改造方案:更换5 层格子砖,并加高5 层格子砖;燃烧室拱顶、热风出口、燃烧器改造,并改造部分炉壳;热风管道耐材部分更换并改造,热风支管拉紧装置改造;将双预热系统热管换热器更换为板式换热器。
1.6 水渣处理系统
原水渣处理系统采用了PW 公司热INBA 炉渣粒化装置,共设2 套。INBA 炉渣粒化装置系统主要参数如下:
转鼓规格:转鼓直径×长度=Φ5 000 mm×6 250 mm
渣流速度:4 t/min(正常),8 t/min(最大)
冲渣水流量:2 000 m3/h
冲渣压力:0.25 MPa
本次大修,结合大修后的生产情况和水渣系统设备参数,确认水渣系统可以利旧,仅更换部分损坏的设备零件。
1.7 制粉喷吹系统
该公司炼铁厂原制粉喷吹系统的配置方案为:设有4 个制粉系列,具体为2×26 t/h、2×52 t/h,总制粉能力为156 t/h;喷吹系统均采用三罐并联、主管加分配器直接喷吹方式,喷吹罐有效容积为50 m3。
本次大修,结合大修后的生产情况和喷吹系统设备参数,确认制粉喷吹系统的改造方案如下:
全厂三座2 500 m3高炉全部大修后,高炉最大需要总喷煤量为167 t/h。故考虑新建1 个制粉喷吹系统直接给2 号高炉喷煤,也可以实现与原3 座高炉(该公司还有一座1 350 m3高炉)喷煤系统互通。
新建制粉喷吹系统主要的设备选择为:52 t/h制粉系列、原煤仓400 m3、煤粉仓450 m3、喷吹罐有效容积60 m3,其中喷吹罐为三罐并联,并采用主管加分配器形式直接喷吹。
2 高炉公辅设施主要改造方案
2.1 高炉煤气除尘系统
高炉原有除尘系统方案为:重力除尘+布袋除尘系统,其中重力除尘器筒体直径为Φ13 m,布袋除尘系统为12 个DN5200 mm 筒体(每个筒体配置330 条Φ165 mm×7m 滤袋)。
根据大修后高炉的生产参数,经校核,并考虑到实际生产中煤气负荷较大,为降低滤袋负荷、延长滤袋寿命,本次大修重力除尘装置利旧,但布袋除尘系统增加2 个同样规格的除尘箱体及相应的配套设备,最终控制滤袋中的煤气过滤流速低于0.4 m/min。
2.2 通风除尘设施
原矿槽除尘系统配置了500 000 m3/h 的除尘装置,出铁场系统除尘配置了800 000 m3/h 的除尘装置(含炉顶除尘)。本次大修改造,考虑到主要的工艺设备均利旧,原有除尘系统工作状况还不错,故确定环境除尘主要的设备均利旧。
但根据现场情况考虑了具体除尘点的防野风措施,并优化了除尘罩的结构和除尘管道的布置,提升了环保除尘效果。
2.3 风机及TRT 设施
现有AV80-16 风机返厂,由设备厂家对设备进行了局部改造;TRT (MPG19-316/160) 系统利旧。
2.4 水泵房系统
本次改造,现有厂区给排水系统、高炉浊循环水系统均利旧。而高炉净循环水系统,根据工艺的冷却要求,进行了改造。主要改造方案为:在高炉中心循环水泵房内,更换了原高炉炉体软水供水泵组(含过滤器、柴油泵)、净环喷淋水供水泵组,增加空冷器(共增加了5 台闭式空冷器)。
另外,对于水道专业的外线管道,主要是更新了原炉体软水闭路系统的给、回水管道,并将外线供回水管道从地下管廊处升出地面架空铺设。
2.5 其余改造项目
高炉区域的土建、电气仪表设施和基础自动化系统,均配合高炉大修进行了改造。另外为高炉新配置了二级系统,以实现数据采集、存储、查询、报表生产、对部分重要参数的计算及分析等功能。
高炉大修后,经核算原料供应系统中的焦炭和块杂矿供应不能满足生产需求,故考虑在槽前新增了一条输送线,从原料场向高炉运输焦炭和块矿、杂矿。其余高炉生产所需的原燃料供应系统均可以利旧。
3 高炉大修项目实施及投产情况
为缩短项目工期,本次大修改造采用了炉壳异地组装后进行整体推移的快速大修方案。经过总包方精心的设计、采购和实施,以及周密的组织工作,最终成功实现了把每座2 500 m3高炉大修改造整个工期控制在55 天。相比同级别的高炉大修(一般施工周期约为120 天),本项目为业主方缩短了停炉时间~65 天,降低高炉停产损失的效果非常显著。
该公司的3 座2 500 m3高炉,自2018 年5 月开始逐个投产,并在该公司的精心生产组织下,快速达产。目前高炉生产状况良好,各处环境监测数据均比大修前有改善。大修后三座高炉的主要生产指标如表4 所示。
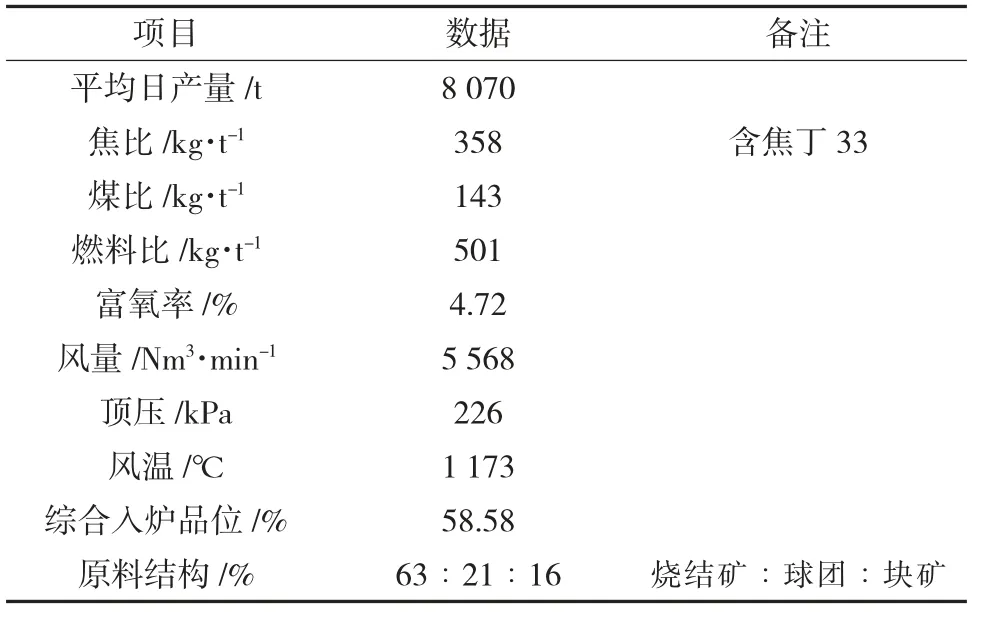
表4 高炉大修后生产指标
4 结语
该公司此次2 500 m3高炉大修改造,重点是放在“高效、低耗、环保”这几个方面,从投产后的生产实践来看,大修改造的目的已经完实现,特别是这几座高炉的生产指标,在全国范围内来比较也都可以称得上优秀。
另外从此次高炉大修改造的过程来看,这些2 500 m3高炉的第一代炉役设计中,部分工艺参数和部分工艺工辅设备保留的设计余量偏大。为降低初始投资和运行成本,今后的设计中应该注意在周密调研国内外同级别高炉运行数据的基础上,在新建高炉项目中尽量降低对主要生产设备所保留的能力余量。
