系统框图法在数控铣床故障维修中的应用
2021-10-26祁向荣
祁向荣
(桂林理工大学 南宁分校,南宁 530001)
0 引言
系统统框图法的基本思想是将数控机床中被怀疑有故障的某一些元器件和其他元器件的关系用框图的方法表示出来,根据被怀疑元件在框图中的位置及它和其他元件之间的关联性,来进行故障的定位和分析,以便快速找出故障原因的方法[1]。
1 故障维修举例
1.1 数控铣床故障一
1)故障现象。西门子802D系统数控铣床开机出现000300急停报警,按复位等按键无法消除报警信息。
2)分析。根据以往的经验,数控机床急停报警的出现一般有以下几种情况:a.工作台碰到行程开关导致急停报警;b.急停开关自身断线;c.驱动器相关线路接线不良[2]。现在经过仔细检查机床发现这几处部位都没有任何问题。按先易后难的故障分析原则,可以先通过观察数控铣床的组成框图来进行分析,考虑到是CNC报警,因此应该以CNC装置为研究对象进行分析,分析与CNC装置直接连接的部件,经观察系统框图(如图1)[3]可以发现,与CNC直接相连的部件有3个,分别为输入输出设备、伺服系统、PLC装置。考虑到机床显示器能正常显示,因此图1中CNC装置左侧的输入输出设备是没有问题的,而右侧的伺服单元是否正常可以通过伺服驱动器上面的状态指示灯来判断,经检查指示灯的颜色发现伺服驱动器也是正常的,测量装置也没有报警信息,所以通过排除法排除了CNC装置左侧和右侧的元器件出故障的可能。那么现在就只有CNC装置与PLC的连接这条线路没有检查了,因为PLC这条线路的连接范围非常广泛,伺服单元、电气控制等线路全部都要通过PLC与CNC装置连接在一起,因此初步推测,PLC与CNC的连接是不是出现了一些问题,具体到本台机床,PLC与CNC之间通过3个线缆X111、X222、X333连接,这3个接口将机床面板上的所有按键和开关都与PLC联系起来,因此初步判断,这3个接口可能存在问题,按照通电不能插拔线缆的原则,首先将机床断电,然后分别拆下这3条线缆,经仔细检查后发现,X111号连接线缆的中间一段有被老鼠咬过的破损迹象,其他两条连接线是正常的,于是怀疑X111号线缆已经损坏,经过更换X111 号线缆,重新连接机床,开机测试后,此故障排除。
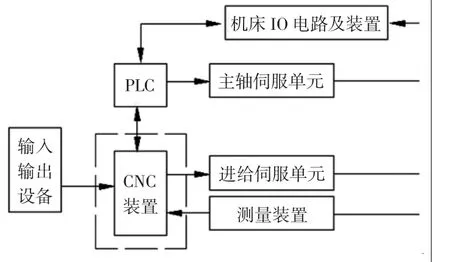
图1 数控铣床部分组成框图
1.2 数控铣床故障二
1)故障现象。FANUC系统数控铣床在开机之后,按主轴正转按钮,主轴无法启动,输入程序指令,也无法启动主轴。
2)分析。由于主轴由主轴电动机驱动,主轴电动机又由变频器驱动,因此应首先检查变频器是否正常,经检查发现变频器的电源信号灯都不亮,因此怀疑变频器没有接通。分析过程,首先分析变频器的线路连接情况,根据图2的变频器电路图,此变频器的电源输入端接自接触器KM3辅助触头的6L3号线和零线6N,因此,首先测量这两端的信号是否正常,在正常的情况下,输入变频器的这两端应该有220 V的电压,测量得到的结果是这两端仅仅有微弱的电压。因此,变频器电源输入信号不正常,那么再向电路前方查找与KM3连接的前一个元器件的输入信号,根据图2可以看出,前一个原件为断路器QF4,检查这个信号发现,QF4的第3相5L3和零线1N间仍然只有很小的电压,输入信号仍然不正常,因此继续向QF4前面的线路追踪,根据总电路图发现QF4前面的元器件是断路开关QF1,如图3所示。继续检查QF1的第3相1L3和零线之间的电压,发现此电压仍然只有几伏,说明QF1的信号仍然不正常,而QF1的前方元器件是漏电保护开关QF0及外接的三相电源线,如图4所示。因此继续向前追踪此信号,经检查QF0第3相和零线的电压仍然只有几伏,继续向前追踪此信号一直到墙上的外接电源空气开关,打开空气开关柜子之后,经仔细检查,发现零线信号线和墙上零线的接口已经发生了松动,因而第三相和零线的电压始终处于十分微弱的状态,经过断电,然后重新拧紧零线螺栓之后,再次启动机床,故障排除,变频器可以正常工作了。此分析过程可以通过图5的局部电气元件连接简图来分析,在图5中,变频器是该电路中的最后一个元件,其前面的电路元件 分 别 为QF4、QF1、QF0及外接电源,因为变频器无输出,因此向前检查前一个元件QF4的信号是否正常,如果不正常就继续向前检查前一个元件QF1的信号,直到最后检查出外接电源中的0 V线接触不良。本例将与故障的初始发生部件变频器相关的所有其他元器件从电路中隔离出来一一进行分析,体现了框图法的另一种运用,若某元件的输入信号不正常,先检查与其连接的前一个元器件的输出信号,若此输出还是不正常,则继续向前检查与其连接的前一个元器件,如此持续追踪下去,直到把故障的真正原因找到。
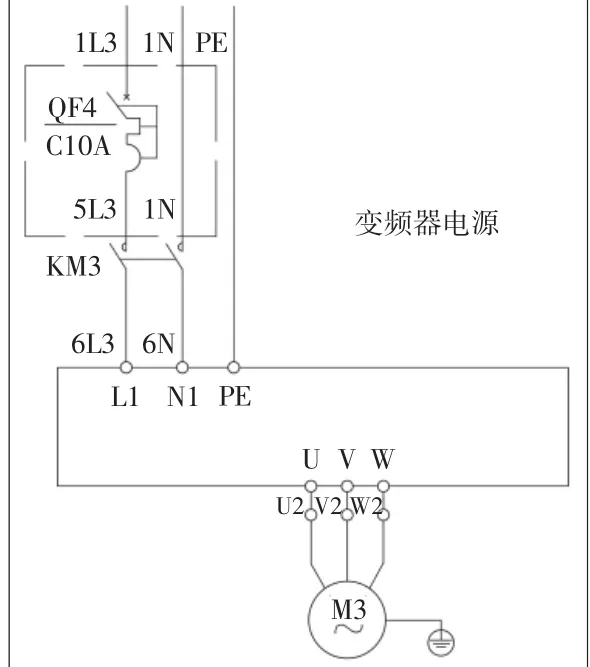
图2 变频器的前端器件为断路器QF4

图3 断路器QF4的前端器件断路器QF1
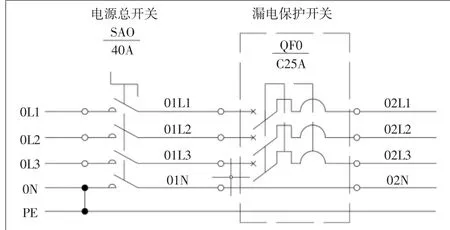
图4 断路器QF1的前端器件为断路器QF0和墙上的外接电源线

图5 变频器与其前端电路元件的连接简图
1.3 数控铣床故障三
1)故障现象。FANUC 0i M系统数控铣床,开机后,机床的显示屏可以工作,操作面板上的开关大部分的功能是正常的,但有1个开关失效了,就是方式选择开关,方式选择开关在开机后始终显示在MDI状态,不管如何旋转开关旋钮,方式选择的状态始终不能改变,其他的按键功能正常,因此机床无法运行。
2)分析过程如下。因为方式选择开关由组合开关SA6所控制,该组合开关有3个输入端子MD1、MD2、MD4见图6,其信号代码分别为X13.4,X13.5,X13.6,其开关信号的状态与对应的开关功能如表1所示。
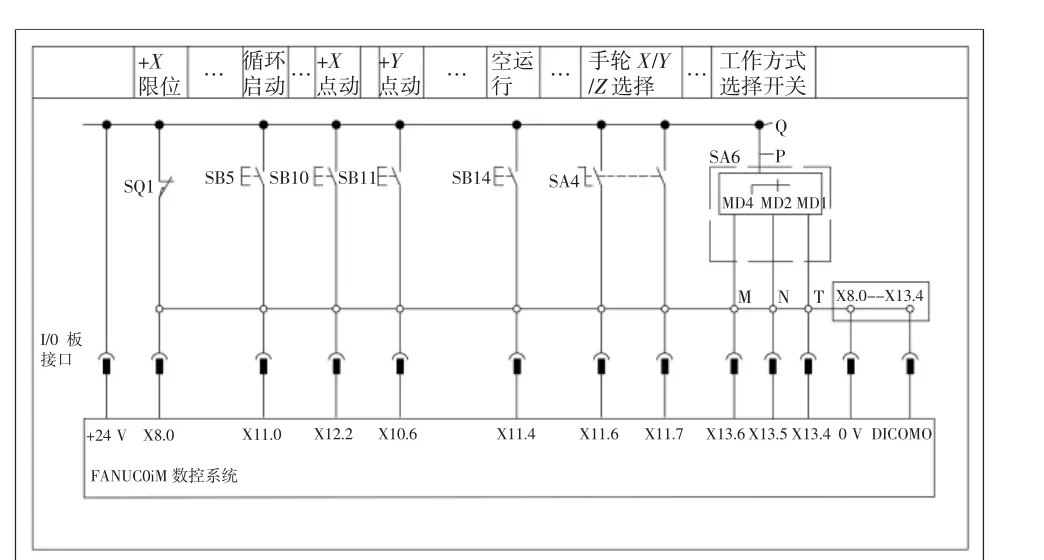
图6 机床面板控制开关与CNC 系统的连接示意图
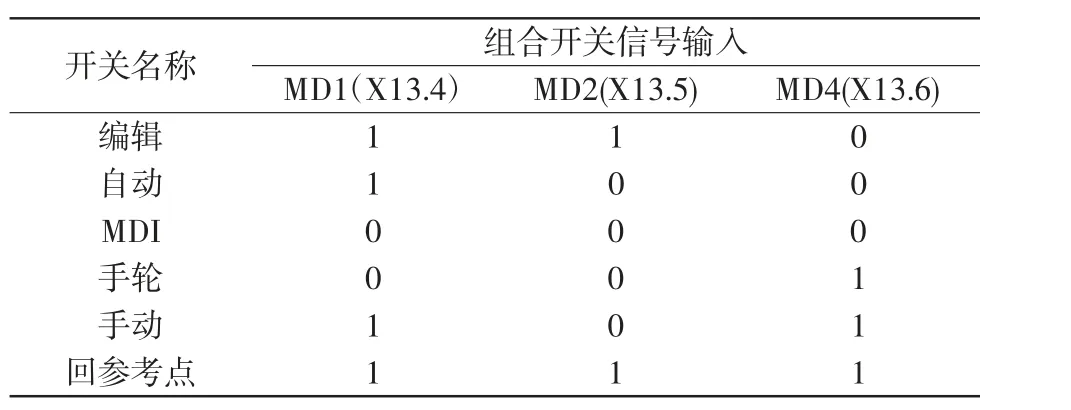
表1 工作方式组合开关信号编码表
由表1可以得出一个结论,之所以所有的开关都显示为MDI不变,意味着组合开关的信号端子状态的改变并没有传入到数控系统,因为电路中某处出现了断路,所以各个信号的宏观状态都显示为0,而0、0、0就是MDI开关的输出状态。因此考虑将组合开关列为一个独立元件用线段框起来,然后对其进行分析,根据图6,组合开关整体的信号不正常,要么是开关上面的线和24 V的连接不正常,即Q点与左边的24 V电源端,要么是开关下面几条线和右边的0 V线的连接不正常。进一步分析可能出现的原因:1)组合开关与24 V线的连接出现断路;2)组合开关与0 V线的连接出现断路。经过分析后对电路进行测量,将方式选择开关打到回参考点方式,因为在这个方式下如果系统能正常工作,按表1所示,组合开关的各端子的状态应全部为接通状态,经测量P点与24 V的电压,约为22 V左右,而开关下面各点MNT点与0 V端的电压为0 V,因此可以初步得出结果,组合开关与24 V的电压不正常,P点上方可能已经出现断路,而组合开关与0 V的电压是正常的。接下来进行实操验证,先关闭机床电源,然后打开操作面板背面,拆开方式选择组合开关,发现此开关后面的24 V公共端已经脱焊,将脱焊点Q重新焊接后再开机,故障排除,各个方式选择信号恢复正常,机床能正常运行。
2 结语
本文出现的3个故障现象,都是很小并且很隐蔽的故障,但是却全都造成了数控铣床无法运行的结果,文中分析了系统框图法在排除此类故障时的独到作用,在进行故障分析时,灵活地运用系统框图法,将怀疑有问题的元器件用框图标记出来,然后根据故障现象画出与其有关的其各部件和该元件的联系框图,进而分析它与其他元器件或其他信号的关系,列出所有可能导致故障的原因,然后再进行测量和验证,直到找出故障的确切位置,是一种比较快捷和高效的数控机床故障分析方法。
