自动胶带封装机的创新设计与研究
2021-10-26林伟刘锡娇王争光赫英歧
林伟,刘锡娇,王争光,赫英歧
(江苏财经职业技术学院智能工程技术学院,江苏淮安 223003)
0 引言
随着社会经济和人们生活水平的快速提高,胶带已经完全融入到各行各业及人们日常生活的使用中,胶带广泛应用于食品、医药、卷烟、家用电器、日用化工、电子、制造等几乎各个行业的包装封口和粘贴[1-2]。
目前,包装盒、包装箱等的封装主要是由人工完成的,电子、IT、制造等行业的胶带封装也是以人工为主,尤其是对于一些塑料件、尼龙件、铁件、铝件等硬质类零散件的胶带包裹封装和剪切都是由操作人员手工缠绕和裁剪,效率低、劳动强度高,长时间操作过程中工作人员手指容易受伤,且胶带封装剪切质量较差[3-4]。目前市场上的一些胶带封装机构大多都是纯机械的结构,而且需要人工操作粘贴和剪切,自动化程度低,容易出现故障,而且操作人员工作强度较大[5-6]。
针对以上问题,为了提高胶带封装效率和封装质量、减轻工人劳动强度、减少工时、提高生产效率,本文设计了一种自动胶带封装机,主要应用于食品、包装、电子、IT、制造等行业的胶带旋转包裹封装,能适应不同宽度的胶带粘贴,能实现胶带的自动旋转封装和自动剪切。
1 总体方案设计
1.1 自动胶带封装机结构设计
本文设计的自动胶带封装机能够对塑料件、尼龙件、铁件、铝件等硬质类零散件等材料实现胶带的自动旋转封装和自动剪切。根据设计要求设计的自动胶带封装机主要由机架和胶带滚贴剪切器组成,机架由1块底板、4条侧板连接而成,机架上安装胶带滚贴剪切器,胶带滚贴剪切器由滚贴机构和滚贴剪切机构两部分组成。设计的自动胶带封装机结构原理如图1所示。
图1中,底板4与4条侧板3连接形成机架,机架上安装胶带滚贴剪切器构成自动胶带封装机,胶带滚贴剪切器由滚贴机构和滚贴剪切机构两部分组成。
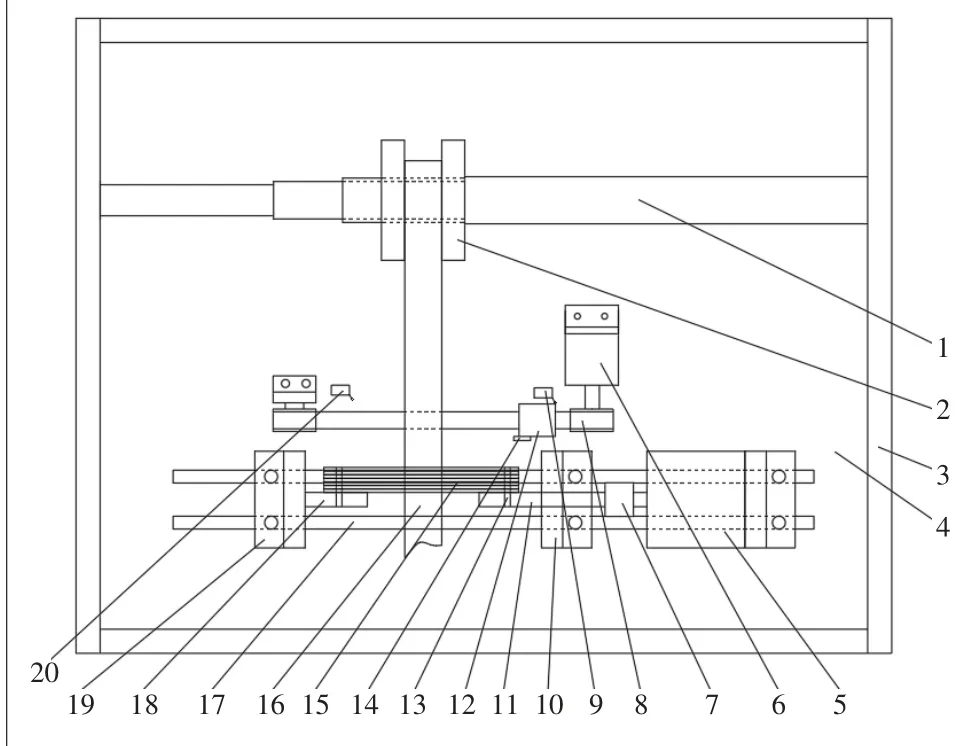
图1 自动胶带封装机结构原理图
滚贴机构包括滚贴电动机5,在底板4上伸缩支撑杆1的上方位,一号支架10、二号支架19被固定在2个平行的调整滑槽17上,一号支架和二号支架上对应安装有一号固定杆11及二号固定杆18,底板4上的滚贴电动机5经联轴器7连接一号固定杆11;滚贴剪切机构包括滚贴剪切电动机6、滚贴剪切齿形带8和滚贴剪切器12,滚贴剪切齿形带8经支架、带轮平行于调整滑槽17安装在底板4上,带轮连接滚贴剪切电动机6,带滚贴剪切刀14的滚贴剪切器12安装在滚贴剪切齿形带8上,滚贴剪切齿形带8的两端分别安装一号行程开关9和二号行程开关20。
1.2 重要零件设计
1.2.1 可调式胶带卷筒设计
胶带卷筒主要用于支撑和放置各种粘贴胶带,因此,设计的胶带卷筒应该能够方便各种胶带的取出和安装,并且能够满足不同宽度的胶带粘贴,设计的可调式卷筒如图2所示。
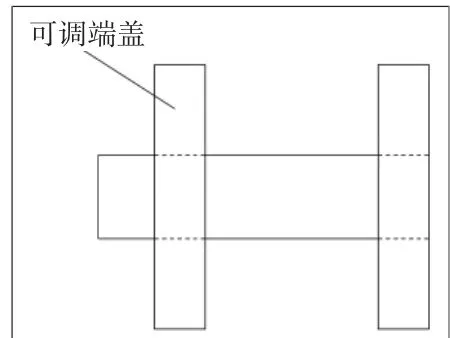
图2 可调式胶带卷筒结构原理图
设计的可调式胶带卷筒由左右两部分组成,主要用来安装和定位胶带,由塑料制成。左边为可调式端盖,可以在胶带支撑轴上左右移动,采用微过盈装配,一方面方便取下和安装胶带,另一方面可以适应不同宽度的胶带粘贴,应用范围广。胶带支撑轴上安装有橡胶套,胶带安装在橡胶套上,使胶带在旋转时有一定的旋转阻尼,这样在粘贴过程和切割后会避免回弹现象。
1.2.2 伸缩式支撑杆
伸缩式支撑杆主要用来支撑胶带卷筒,因此,设计的支撑杆必须能够方便胶带卷筒的安装。设计的伸缩式支撑杆如图3所示。

图3 伸缩式支撑杆结构原理图
该伸缩式支撑杆由3段组成,中间部分用于安装支撑胶带,左端为伸缩杆,可以左右伸缩,方便安装和取下胶带卷筒,胶带卷筒在伸缩杆上为少量过盈配合。对不同宽度的胶带,可以调整支架在底板滑槽中的位置,来实现对待包装物的对中包装。
1.3 三维造型设计
根据自动胶带封装机结构图应用三维软件Pro/E进行造型,设计出自动胶带封装机三维图,如图4所示。
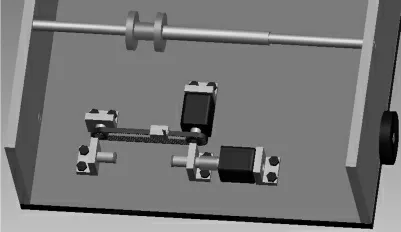
图4 自动胶带封装机三维图
1.4 工作原理
设计的自动胶带封装机工作原理如下:当进行胶带的旋转封装和剪切时,将待包装材料15固定在一号固定杆11和二号固定杆18上,并通过橡皮圈13进行固定;再将可调式胶带卷筒2上的滚贴胶带16拉出粘贴在待包装材料15上,可调式胶带卷筒的左边端盖可左右调整,以适应不同宽度的胶带粘贴,可调式胶带卷筒结构如图2所示,可调式胶带卷筒安装在伸缩支撑杆上,伸缩支撑杆的左端可左右伸缩,方便更换胶带,伸缩支撑杆的结构如图3所示;滚贴电动机5转动进行胶带的旋转封装;胶带封装完成后,滚贴电动机5停止转动,此时滚贴剪切器12开始工作,滚贴剪切电动机6正转,滚贴剪切齿形带8带动滚贴剪切刀14向左运动对滚贴胶带进行剪切,滚贴剪切刀采用齿形切刀,防止在剪切过程中造成胶带的中途撕裂;滚贴剪切器12运动到左端碰到二号行程开关20后,滚贴剪切电动机6开始反转,返回到初始位置,通过一号和二号两个行程开关控制滚贴剪切器的移动位置,此时完成一次旋转封装和剪切过程;通过调整支架在底板滑槽中的位置可以封装不同长度的材料,也可以通过调整对材料的不同位置进行封装。若进行下次胶带粘贴时,重新安装待封装材料进行封装,过程与第一次相同。
2 自动胶带封装机控制系统硬件设计
本文设计的自动胶带封装机能够实现胶带的自动旋转封装和自动剪切,因此设计了以PLC为核心控制器的自动胶带封装机控制系统。
本文选用三菱FX2NPLC为核心控制器,它以编程简单、控制灵活方便、可靠性高等优点在工业生产线中得到了广泛应用[7-8]。控制系统硬件组成主要有开始、停止按钮,以及行程开关、滚贴电动机、滚贴剪切电动机、接触器等,系统的硬件结构设计如图5所示。
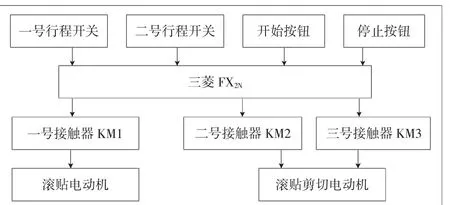
图5 系统硬件结构框图
系统的工作原理如下:首先将待包装的材料通过橡皮圈安装在一号和二号固定杆上,将粘贴胶带拉出粘贴在待包装材料上,此时按下开始按钮,PLC控制一号接触器KM1通电使滚贴电动机工作,胶带开始进行旋转封装,同时PLC开始延时,延时时间到,PLC控制接触器KM1断电,滚贴电动机停止,完成胶带的旋转封装。此时PLC控制二号接触器KM2通电,滚贴剪切电动机正转,通过同步带带动滚贴剪切器和齿形切刀向左移动,完成对胶带的自动剪切,当剪切器碰到左端的二号行程开关时,PLC控制接触器KM2断电,滚贴剪切电动机停止转动,滚贴剪切器停止运动,PLC控制三号接触器KM3通电,实现滚贴剪切电动机的反转,滚贴剪切器回到初始位置,至此完成一次胶带的自动旋转封装和自动剪切过程。如果需要进行下次的材料旋转封装,则将需要封装的材料重新安装在固定杆上进行下一次的自选旋转封装和剪切,过程和第一次相同。
3 控制系统软件设计
设计的自动胶带封装机控制系统以三菱FX2NPLC为核心控制器,通过控制滚贴电动机和滚贴剪切电动机来实现胶带的自动旋转封装和自动剪切。设计的控制系统软件设计流程图如图6所示。
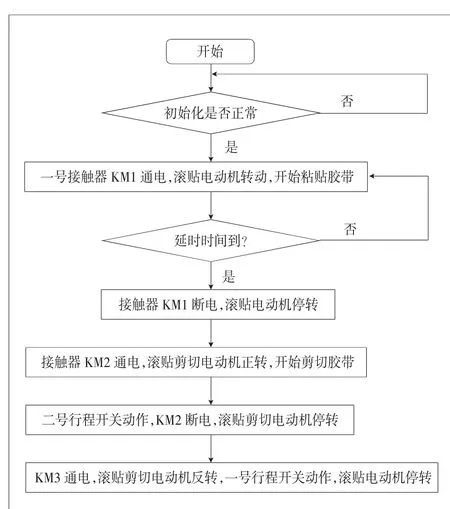
图6 控制系统软件设计流程图
控制过程如下:按下开始按钮,系统初始化完成,PLC控制接触器KM1通电,滚贴电动机转动,开始旋转粘贴胶带,延时达到预定时间,PLC控制KM1断电,滚贴电动机停止转动。同时PLC控制KM2通电,剪切电动机正转,带动滚贴剪切器运动,将胶带切断,碰到左端的行程开关后,PLC控制KM2断电,滚贴剪切电动机停转,接着PLC控制KM3通电,滚贴剪切电动机反转,碰到一号行程开关后停下,返回到初始位置,至此完成一次胶带的自动旋转剪切过程,下次材料的旋转封装和剪切过程和第一次相同。
4 结语
本文对自动胶带封装机进行了创新设计和研究,主要完成了以下工作:
1)根据自动胶带封装机实现的功能,完成了该自动胶带封装机的整体设计方案,设计了自动胶带封装机的结构原理图,并应用三维软件Pro/E设计出自动胶带封装机的三维模型。
2)对一些重要零部件进行了设计,设计的可调式胶带卷筒可以适应不同宽度的胶带封装;设计的伸缩式支撑杆方便安装和取下胶带卷筒,应用非常方便;通过调整支架在底板滑槽中的位置可以封装不同长度的材料,也可以通过调整对材料的不同位置进行封装,适应广泛。
3)根据自动胶带封装机的控制要求,设计出自动胶带封装机控制系统,对系统的硬件和软件分别进行了设计,给出了硬件结构框图和软件设计流程图。
4)设计的自动胶带封装机能够对塑料件、尼龙件、铁件、铝件等硬质类零散件等材料进行自动旋转封装和自动剪切,工作效率高、封装质量好、自动化程度高、封装速度易控制。
