GOS 闪烁阵列在安检领域的应用与加工工艺研究
2021-10-26范荣华
范荣华, 刘 斌
(公安部第一研究所 安检产品制造部, 北京 102200)
0 引言
闪烁材料是一种在X 射线或原子核粒子作用下产生脉冲光现象的材料。 由闪烁材料制成的探测器可用于安检、工业探伤、油井勘探、核物理及高能物理等方面,目前这一类探测器用的主要是无机闪烁晶体[1-3]。 相比无机闪烁晶体, 陶瓷闪烁晶体由于在其粉体制备过程中可以较容易地实现掺杂离子分子级别的均匀混合、 制备工艺简单、成本低及良好的机械加工性能等,成为了近年来新型闪烁材料研究的热点和前沿。
GOS 是一种氧化物透明陶瓷闪烁晶体,它具有约为60 的有效原子序数、1.8 倍于CdWO4的光输出、<0.01%的余辉值、与硅光电二极管匹配的峰值波长、安全无毒、化学性质稳定、 不易潮解、 机械加工性能好等一系列特性,是非常一种优秀的新型闪烁材料[4-5]。 在具体应用中,GOS 材料在晶体生长成为坯件之后,为满足下一步的具体应用领域,需对其进行外形深加工。 在安检领域中,由于图像处理的特殊性,GOS 闪烁阵列中需保证16 个独立像素的加工精度,其加工工艺十分复杂,效率较低。
1 在安检领域的应用
应用在安检领域时,需将GOS 晶体坯件加工成拥有16个独立像素位置的长条状GOS 阵列。 应用时GOS 阵列需与硅光电二极管配合组成探测器模块,X 射线首先使GOS闪烁阵列发光,之后硅光电二极管将其转化成微弱的电流信号,经过积分放大处理,得到A/D 转换电路可以处理的模拟电压信号,模数转换后,这些表征着图像信息的数字信号被引入FPGA 芯片,进而传输给工控机,经过图像软件的处理就可以显示出来了[6-8]。 其工作流程,见图1。
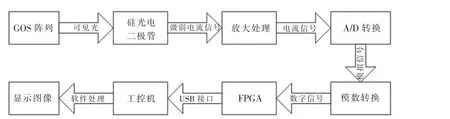
图1 系统工作流程Fig.1 System workflow
现阶段随着反恐形势的严峻,安检领域对安检机的需求量不断增大,同时也对安检机的穿透能力、分辨能力等技术指标的要求也不断提高[9]。 GOS 闪烁阵列大量应用与安检机之中, 且其性能直接影响到安检机的核心指标[10]。为了高效的生产安检机, 安检机探测器中GOS 闪烁阵列的加工工艺成为制约生产效率的一大难点。
2 加工工艺研究
为进一步提高GOS 闪烁阵列的生产效率,现提出改进加工工艺,在保证加工精度同时,提高生产效率、且整个加工工艺简单易行。
以某款需加工成阵列的矩形GOS 坯件为例,其外形尺寸为25.5mm×3mm×3mm。首先将待加工的GOS 坯件通过工装和UV 胶精确固定在玻璃板的指定位置上。GOS 坯件的间距为两边晶体反射胶的厚度加上一个加工刀具的刀厚,X 代表GOS 坯件短边反射胶厚度,Y 代表刀厚,Z 代表GOS 坯件长边反射胶厚度。排列的数量以划片机的可用工作范围确定,一般可以以8 个为一组排布,见图2。最大可排列每排30 个共5 排, 共计150 个,见图3。

图2 一组GOS 坯件排布Fig.2 A set of GOS blanks

图3 最大加工排布Fig.3 Maximum machining layout
经反复试验,GOS闪烁阵列改进加工工艺流程分为以下步骤。
2.1 切出独立像素
先将GOS 晶体坯件一个一个摆放并粘贴到定位工装里, 然后在坯件顶面涂敷适量的UV 胶,把底托板压放到定位工装里并与GOS陶瓷坯件进行粘贴,待整个粘贴组件固化后,通过划片机切出16 个独立像素。 划片机在GOS 上的切深为2.9mm,留出一个0.1mm 的梳子背,之后通过清洗机清洗。
2.2 灌封坯件
将玻璃板上加工好的一组GOS 坯件,通过工装灌封反射胶,形成一个GOS 和反射胶的矩形块,若使用浸入式灌封工装,则需要先将定量的反射胶倒入工装内,然后开槽组件的底托板在上面、将晶体缓慢的放入灌封工装内,待反射胶有溢出时停下待固化,固化后拆下灌封工装。 若使用框封式灌封工装,则需将开槽组件与工装组装,检查底托板面是否密封好,然后将反射胶倒入灌封腔体内。灌封的厚度约3.6~3.8mm,即GOS 的上表面留有0.6~0.8mm 厚的反射胶,灌封的长宽为晶体尺寸加上四周所需的白胶厚度。 灌封后的一组GOSS 灌封坯件,见图4。
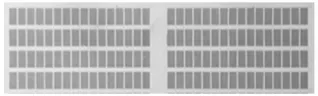
图4 一组GOS 灌封坯件Fig.4 A group of GOS potting blank
2.3 铣磨上表面
将GOS 矩形块从灌封工装中取出,通过铣磨机加工GOS 大整块的上表面,保证其平面度<0.05,加工后GOS大整块的厚度从3.6~3.8mm 减为3.5mm。
2.4 分离GOS 矩形块
通过LED 灯或烘箱加热到130℃以上,使UV 胶失去粘性,之后停止加热。 待温度下降到80℃时,将GOS 矩形块与粘接的玻璃板分离。
2.5 铣磨下表面
通过铣磨机加工GOS 矩形块的下表面, 磨去0.1mm厚的梳子背,使GOS 晶体的厚度为2.9mm,GOS 矩形块的厚度为3.4mm。
2.6 切割成独立阵列
依照图纸,使用划片机将GOS 矩形块切割开。 再切成独立的一个一个GOS 闪烁阵列。
3 结论
目前GOS 闪烁阵列已经安检领域中的高端安检机、CT 和平板探测器中广泛应用。 未来随着技术不断成熟、GOS 闪烁阵列的制备成本将不断下降。 同时随着加工工艺的改进, 其加工成本也将下降, 进而可以代替CsI 材料,应用于低端安检领域,占有更大市场份额。
GOS 闪烁阵列改进加工工艺, 将现有工艺中每一个GOS 独立进行开槽、灌封、切割等加工工艺,改进为先形成一个GOS 矩形块,再以组为单位进行加工,生产效率提高了2 倍以上。通过光学影像仪检测,该改进工艺加工的GOS 闪烁阵列精度满足要求。 同时,该工艺也适用于加工CsI、GAGG、CdWO4等应用于安检领域的闪烁阵列。
