FeCuNiSnCo粉末胎体的材料物理性能研究
2021-10-25程硕

摘要:粉末冶金金属基金刚石复合材料工具广泛应用于加工石材等脆硬材料,随着航空航天等高端领域的快速发展,对工磨具材料精细化提出更高的要求。为保证工磨具材料优良机械性能,采用机械合金化法制备Fe基预合金粉,对制备Fe基预合金粉莫进行表征,研究球磨转速、球磨时间等对粉末松装密度,抗弯强度的影响。对胎体材料显微组织观察,表明粉末颗粒经重组变女性,粉末形貌发生变化。球磨转速是影响胎体材料硬度的主要因素,最佳工艺参数为球磨转速400r/min-1,液固比为0.5:1.0。
关键词:机械合金化;粉末胎体,物理性能
1885年法国Jaeguin制成首片镶嵌式金刚石圆锯片,50年代美国通用电气公司合成首颗人造金刚石。金刚石工磨具制造业得到长足发展。金刚石工磨具种类繁多,胎体类型分为陶瓷基、金属基等。金属基工磨具以其生产效率高,使用寿命长等特点成为石材等崔硬材料加工业的首选。按制备方法分为电镀与粉末冶金法,电镀发制备金刚石工磨具胎体包镶力大,电镀法仅适用于单层金刚石工磨具生产。粉末冶金法制备金刚石复合材料工磨具已有较长历史,因粉末冶金法还设备简单等优点广泛用于植被金属金刚石工磨具与材料。铁基金刚石工具是以Fe为主要成分,配合Cu,Sn等元素制备金刚石复合材料。对金刚石湿润能力较强,广泛应用于陶瓷等硬脆材料加工领域。本文采用机械合金化法制备Fe基预合金粉,研究球磨时间转速对铁基预合金粉性能的影响。
1.金属基金刚石复合材料的研究
Fe对金刚石侵蚀能力强,导致金刚石性能下降。结合剂胎体材料发生磨损,无法实现对金刚石有效把持[1]。金刚石切阻力增大,胎体与金刚石保持匹配磨损速度,是发挥金刚石耐磨优势的关键。预合金粉具有组织均匀性高,成分易调节等优点,可以提高胎体材料组织均匀性,提高金刚石工具使用性能。如何降低金属基金刚石复合材料工磨具制备成本成为研究热点,国内外学者对胎体与金刚石界面强化法进行大量实验研究。
随着电子通信等高端领域的快速发展,目前市场上提供工磨具厚度大,降低厚度可提高材料利用率,工磨具厚度成为非金属脆硬材料加工关注的关键指标。金属基金刚石工磨具中胎体用于固结切削元件。金属粘结剂包括电沉积金属与合金粉末制成合金,胎体作用是与加工对象具有匹配耐磨性,胎体性能由其组成与加工工艺决定。金刚石工磨具要求胎体性能对金刚石具有良好湿润性,与金刚石膨胀系数差异小,增强胎体与金刚石的粘结力;胎体材料使用不易发生塑性变形,锯切工具要有合适的磨损性等。金属胎体由粘结金属、骨架材料等元素构成。金刚石润滑性能的金屬材料为粘结金属材料,主要用于牢固把持金刚石。Cu等金属具有很好受热变形,烧结中易于填充粉末颗粒间空隙。
Co元素在金属基金刚石工磨具胎体的组分中具有很大优越性,Co元素与金刚石低温粘结性好,可用于提高胎体性能,在金刚石工具研究初期得到广泛应用。90年代中期比利时Umicore公司提出金刚石工具中使用预合金粉末,研发快速切割下对金刚石具有很好把持力的高硬度耐磨性系胎体[2]。2001年西班牙学者采用热压烧结等静压烧结工艺,制备金刚石工具,表明无压烧结后等静压处理可得到全致密材料。印度学者研究Cu含量对Cu-Co-Fe基预合金胎体烧结性能影响,表明胎体烧结性随着Cu粉末尺寸减小增强。
2.FeCuNiSnCo粉末胎体材料性能实验
实验主要原料包括单质Fe粉,Sn粉,Co粉等;分析纯无水乙醇。以球磨时间、液固比等为主要控制因素。按照配方要求称取原料粉末,采用PM-10L型球磨机进行机械合金化。球磨后物料真空干燥,预合金粉末经冷形成素坯,装入石墨模具热压烧结得到铁基胎体材料,压力为20MPa。采用LS-POP(9)型激光粒度仪测量预合金粉末粒度,利用TESCAN MIRA3LMH扫描电镜对预合金粉末进行显微形貌观察。
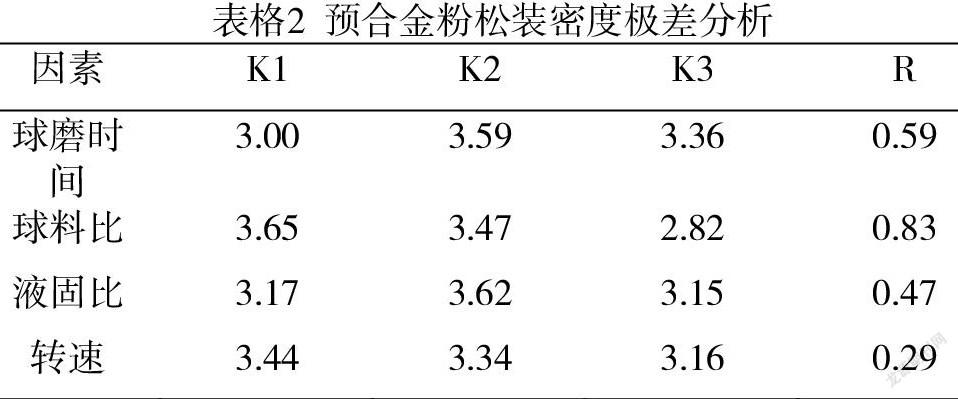
研究使用原料粉末为雾化单质粉末,D50为45-50μm,磨球通过碰撞将能量传递给粉末,伴随冷焊重组过程,改变原始粉末特性。球磨控制因素可影响预合金粉莫激光粒度,L3工艺制备预合金粉末激光粒度D50最大72.78μm。粉末松装密度是粉末的重要工艺特性,对粉末冶金机械零件生产工艺稳定非常重要。粉末冶金生产中需要具有较高流动性,随球磨时间延长,预合金粉末宋庄密度先增后减。机械合金化方法制备预合金粉末影响因素排序为球料比>液固比。L1,L2,L4,L6,L8工艺制备粉末具有相似显微形貌,预合金粉末保留原料粉末特征,L5,L7,L9预合金粉末呈厚片状。
L1预合金粉末X射线衍射谱线中仅出现Cu,Fe衍射峰,L3与L5粉末X射线衍射谱线中,L3,L5粉末X射线衍射扑线中Cu衍射峰强度下降,表明球磨中Cu等与Fe元素相互合金化。L3,L9预合金粉末压制特性较差。机械合金化参数对胎体材料硬度影响排序为球料比>液固比;可获得高强度的最佳生产工艺为球磨转速400r/min-1,液固比0.5:1.球磨时间与液固比对烧结胎体材料性能影响较细小。随球料比增加,高能球磨产生大量加工应变能,有利于烧结组织均化。
预合金粉末松装密度对球磨液固比不敏感,球磨转速对预合金粉末松装密度影响较小。考虑过度球磨导致粉末松装密度下降,最佳球料比为4:1。L1工艺制备胎体组织由富Fe骨架相遇富Cu粘结相组成,骨架相内部有絮状粘结相存在。粘结相内部有弥散分布点状富Sn相存在。短时球磨制备预合金粉莫,胎体抗弯断口形貌以骨架相拔出为主。胎体断口以准解理断裂为主,球磨能量增加,球磨留下大量位错。对骨架相进行强化,使得胎体脆性增加。
结语
机械合金化工艺改变粉末分布状态,高能球磨将粉末转变为片层状结构,影响因素强度排序为球料比>液固比。机械合金化工艺对烧结胎体强度有影响,球磨时间对胎体材料硬度较小,最佳球磨工艺为转速400r/min-1,液固比为0.5:1.0.机械合金化工艺断口形貌,骨架相由多变形状转变为絮状,胎体抗弯断口转变为准解理断裂形式。
参考文献:
[1]刘志环,张绍和.金刚石绳锯用Fe基预合金粉代Co性能[J].中南大学学报(自然科学版),2019,50(04):796-805.
[2]周强,魏世超,杨树忠,罗莉,常德民.机械合金化FeCuNiSnCo粉末的制备及其胎体材料物理性能研究?[J].粉末冶金技术,2019,37(01):30-35.
作者简介:程硕(2000-),男,汉族,福建永泰,本科,福建师范大学物理与能源学院。
