河南某金尾矿回收金试验研究
2021-10-22常富强梁献振
常富强 梁献振 李 杰
(1.洛阳栾川钼业集团股份有限公司;2.长沙矿山研究院有限责任公司)
河南某金矿已服役25 a,2002年前的选矿工艺为磨矿—混汞—浮选,期间原矿品位较高(约9.0 g/t),该工艺对单体金的回收较彻底,但在较粗的磨矿细度下部分嵌布粒度微细的载金硫化矿物易损失在浮选尾矿中,这期间产生的高品位尾矿约60万t。经取样分析,尾矿金品位1.50 g/t,潜在经济价值约3.33亿元,经济价值巨大[1]。为进一步回收尾矿中的金,提高资源利用率,针对该高品位尾矿进行了回收金试验研究,取得了较好的试验指标,为该金尾矿再选冶回收金提供了技术指导。
1 金尾矿性质
1.1 化学组成
金尾矿化学多元素分析结果见表1。
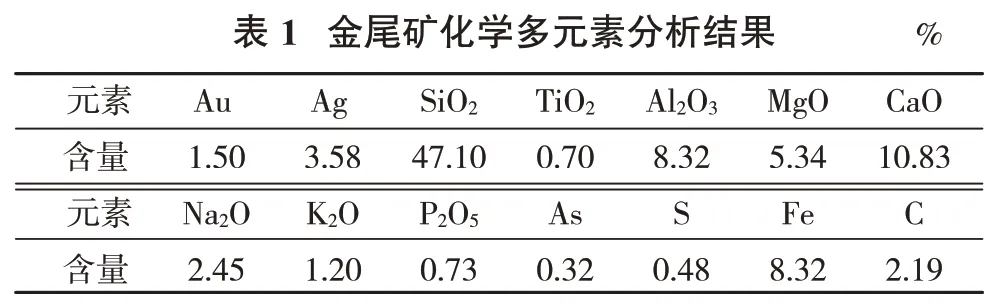
注:Au、Ag含量单位为g/t。
1.2 矿物组成
经矿物定量分析,金尾矿的矿物组成相对简单,金属硫化矿物主要是黄铁矿和毒砂,极少量黄铜矿、方铅矿和闪锌矿;金属氧化矿物主要是褐铁矿,其次是菱铁矿;非金属矿物主要是石英,其次是白云石和方解石等。金尾矿矿物组成分析结果见表2。

?
1.3 金尾矿中金的赋存状态
经化学物相等分析,金尾矿中的金主要以包裹形式存在[2],其中50.58%的金以细粒—微细粒包裹于褐铁矿等铁的氧化矿物中;46.83%的金被黄铁矿和毒砂包裹;单体金、粒间金含量极少,仅为1.55%;其余的金主要以特殊形态吸附于石英等硅酸盐矿物中。
1.4 金尾矿粒度筛析
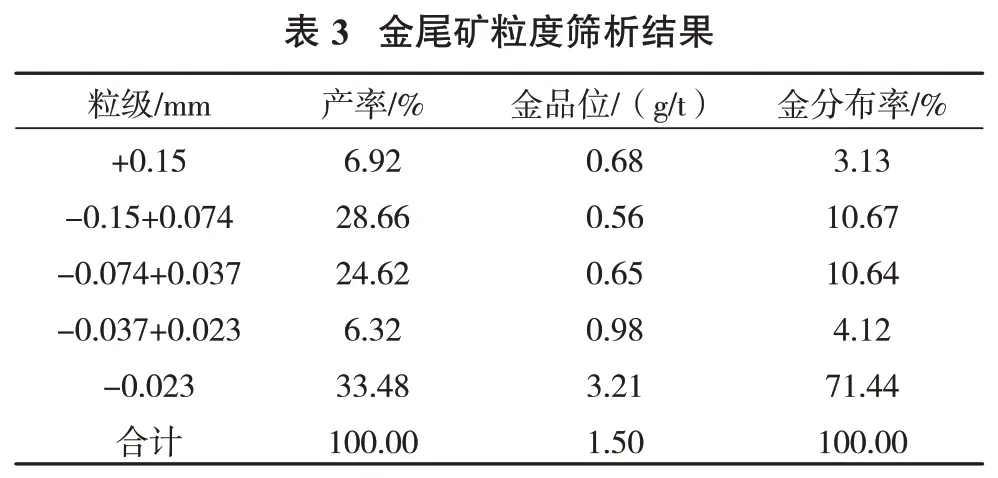
金尾矿粒度呈粗细不均匀分布,-0.074 mm粒级含量64.42%,金主要分布于-0.023 mm粒级,占比较大,且金品位较高。尾矿粒度筛析结果见表3。
?
1.5 影响金尾矿中金回收的矿物学因素
(1)金尾矿中金含量虽然较高,但大部分金包裹于褐铁矿等铁的氧化矿物中,这种金的矿物赋存状态难以通过选矿的方法实现充分回收。
(2)载金黄铁矿和毒砂的嵌布粒度微细,大部分集中在-0.023 mm粒级,且矿物表面基本被氧化,矿物晶形不完整,可浮性变差,这不利于硫化矿物含金的高效回收。
(3)对于该金尾矿只采用浮选法难以取得较好的回收效果[3-4],理论上要获得较高的金回收率,需要选冶联合工艺处理。
2 金回收工艺的确定
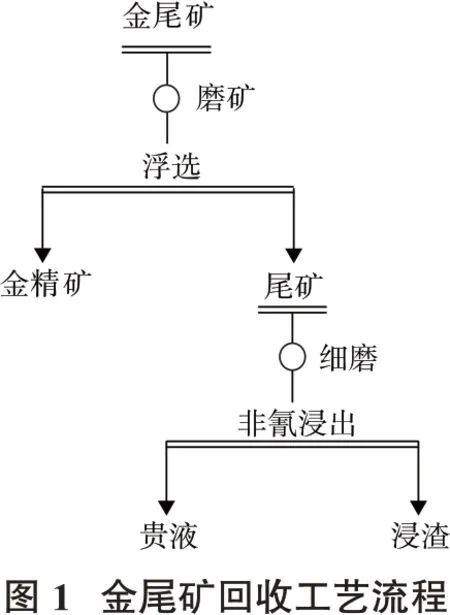
根据金尾矿的矿石性质特点,确定采用金尾矿磨矿—浮选—尾矿细磨—非氰浸出选冶联合工艺,工艺流程见图1。
3 选矿试验
3.1 金尾矿磨矿细度试验
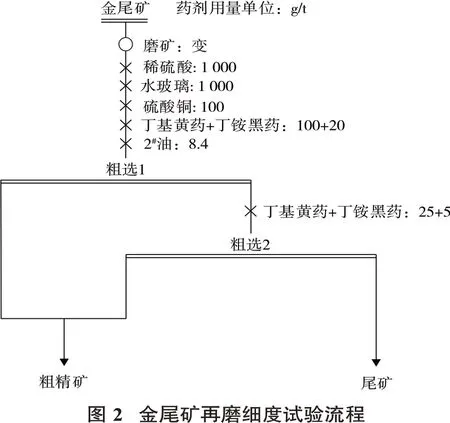
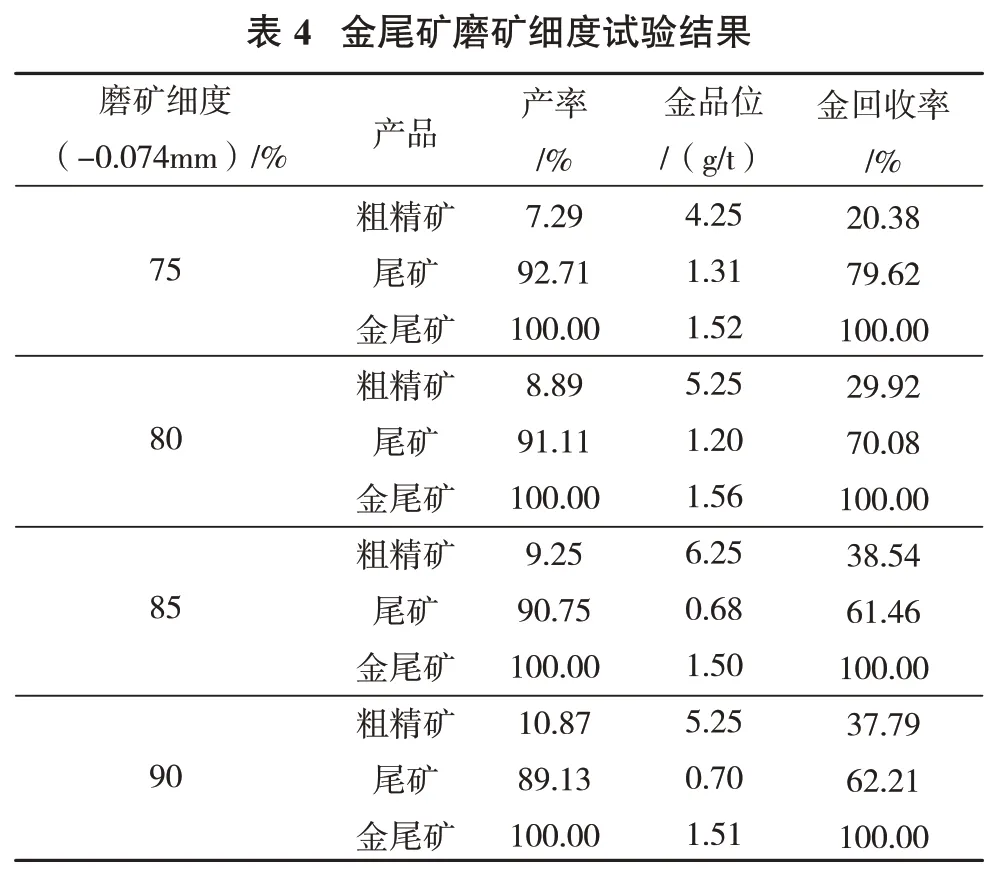
根据金尾矿的筛析结果和金的赋存特性,需对金尾矿进行磨矿,一方面使载金硫化矿物从脉石矿物中充分解离;另一方面可擦洗矿物表面,使新鲜矿物表面充分裸露[5],提高矿物可浮性。金尾矿磨矿细度试验流程见图2,试验结果见表4。
?
由表4可知,随着磨矿细度的增加,浮选粗精矿产率增加,金回收率呈增加趋势;当磨矿细度大于-0.074 mm 85%后粗精矿金品位开始下降,导致金回收率略微降低;综合考虑,确定磨矿细度-0.074 mm85%较合适。
3.2 硫酸用量试验
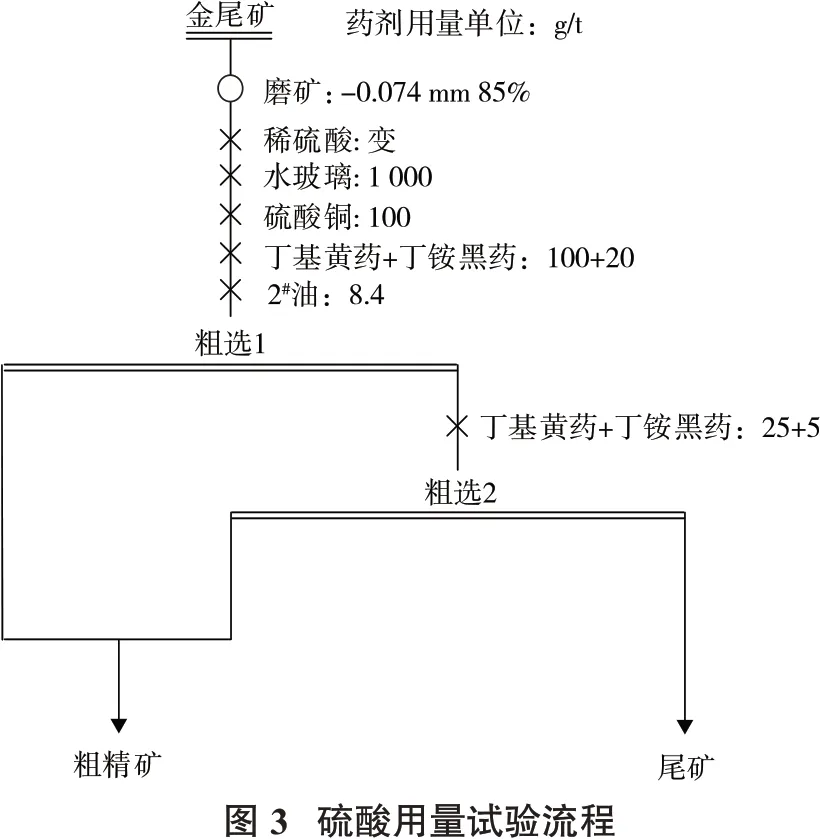
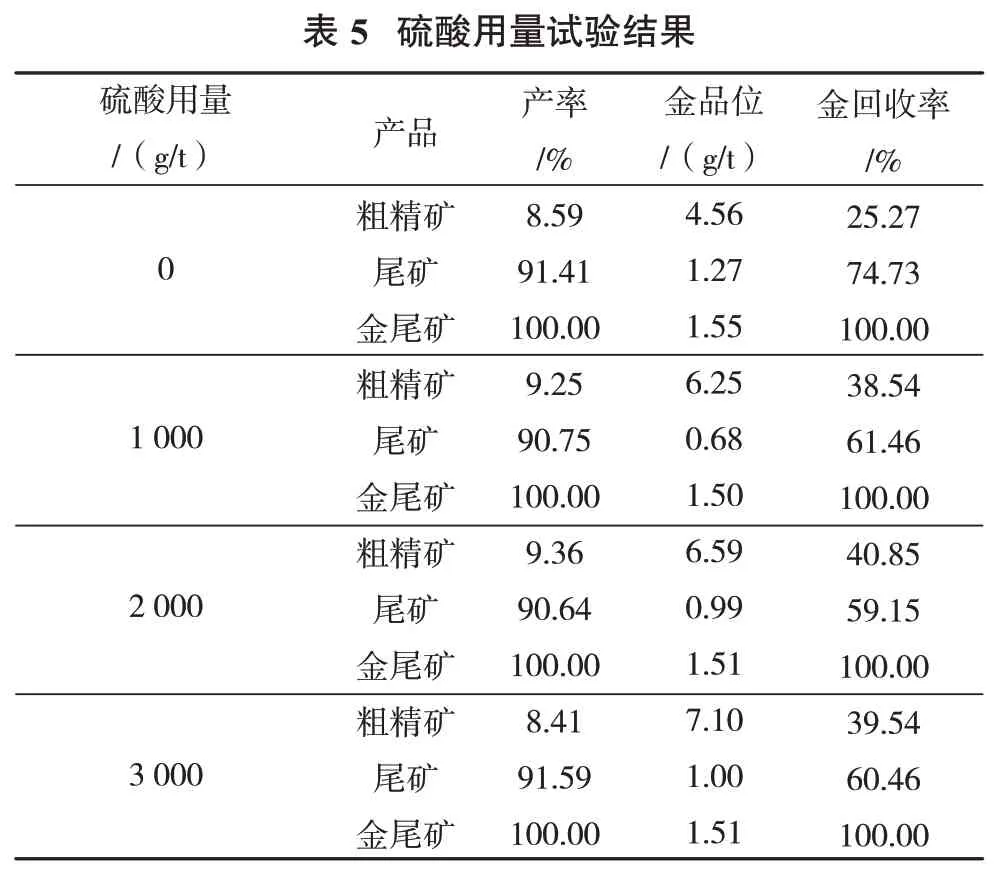
添加稀硫酸,一方面可清洗掉硫化矿物表面的氧化膜,另一方面可活化毒砂和黄铁矿的浮选。硫酸用量试验流程及药剂制度见图3,试验结果见表5。
?
由表5可知,随着硫酸用量的增加,浮选粗精矿金回收率增加;当硫酸用量超过2 000 g/t后,粗精矿产率明显下降,金品位较高,但金回收率略微下降,可能是矿浆pH值过低造成浮选泡沫过脆,导致部分载金硫化矿和毒砂二次脱落所致;综合考虑,确定硫酸用量2 000 g/t较合适。
3.3 闭路试验
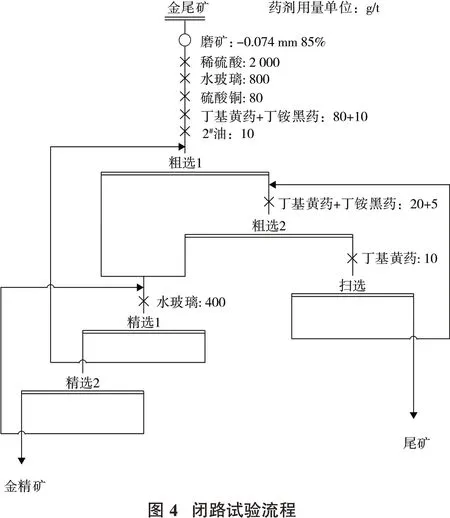
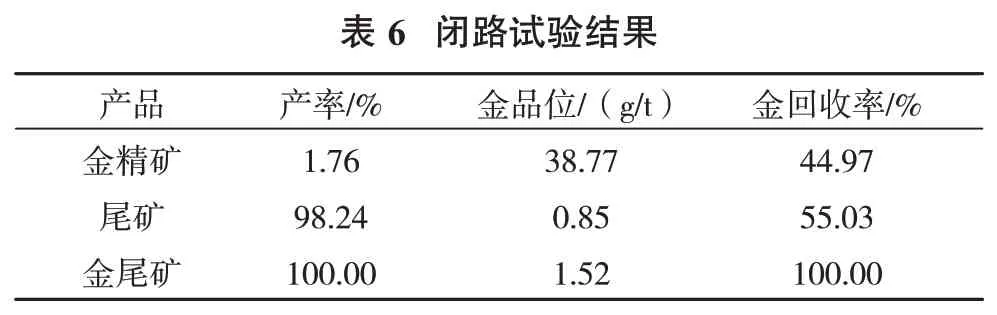
在确定合适的磨矿细度和硫酸用量后,进行了粗选条件试验、精选条件试验和流程结构优化试验,确定了最终的浮选药剂制度和工艺流程,全流程闭路试验采用2粗2精1扫工艺,闭路试验流程及药剂制度见图4,试验结果见表6。
由表6可知,闭路试验获得了金精矿金品位38.77 g/t、金回收率44.97%的选矿指标,可见浮选基本将硫化矿物含金回收完全。
4 非氰浸金试验
?
为进一步回收浮选尾矿中55.03%的金,将浮选尾矿细磨至-0.037 mm90%,进行浸金试验。考虑到氰化浸金带来的安全和环保问题,结合目前主流非氰浸金工艺的应用效果,分别进行了硫代硫酸盐法和“金蝉”试剂浸金试验。
4.1 硫代硫酸盐法浸金试验
硫代硫酸盐法浸金具有浸出率高、浸出周期短、选择性好、原料成本低及安全环保等优点,是目前非氰浸金工艺的主流选择,具有良好的应用前景。固定浸出样品50 g,液固比3:1,硫酸铜0.03 moL/L,硫酸铵0.1 moL/L,硫代硫酸钠0.3 moL/L,氨水2 moL/L,矿浆pH值大于9.8,搅拌速率300 r/min,浸出温度20℃,浸出时间12 h。试验结果见表7。
4.2 “金蝉”试剂浸金试验
“金蝉”试剂为非氰浸金试剂,具有低毒环保、浸出率高、稳定性好、操作方便、周期短等优点。固定浸出样50 g,液固比3:1,“金蝉”用量800 g/t,石灰调浆pH值至11.5,并保持pH值稳定,搅拌速率300 r/min,浸出温度35℃,浸出时间12 h。试验结果见表8。
由表7、表8可知,针对该浮选尾矿样,“金蝉”试剂的浸金效果优于硫代硫酸盐法浸金的效果。

?
5 结语
(1)河南某金尾矿中金品位1.50 g/t,但50.58%的金包裹于褐铁矿等铁的氧化矿物中,这部分金难以通过选矿方法充分回收;剩余大部分金包裹于毒砂和黄铁矿中,这部分金可采用浮选法实现高效回收。
(2)通过金尾矿磨矿—浮选—尾矿细磨—非氰浸出的选冶联合工艺可实现尾矿中金的高效回收,经2粗2精1扫浮选闭路试验,可获得金品位38.77 g/t、金回收率44.97%的金精矿;浮选尾矿细磨后采用“金蝉”试剂浸出,尾矿金浸出率为30.59%,最终金尾矿总金回收率为75.56%,取得了较好的金回收技术指标。
