基于卡尔曼滤波和MRAC的卷绕张力控制
2021-10-22蒋林军
蒋林军, 张 华
(1.浙江理工大学 机械与自动控制学院, 浙江 杭州 310018;2.浙江理工大学 浙江省现代纺织装备技术重点实验室, 浙江 杭州 310018)
纱线卷绕系统生产过程中,不仅要让纱线保持一定输送速度,还要保持纱线张力稳定。因为张力波动会直接影响筒纱的成型质量[1]。如果张力过小,会影响筒纱的成形;如果纱线张力过大,纱线和机件摩擦力增大,导致毛羽增多和纱线断头率增大,因此张力保持稳定具有重要意义[2]。国内外学者对张力控制都提出了各种智能控制方法。郑忠杰等针对放卷张力随卷径改变提出了一种基于对象参数观测器的张力自适应控制方法[3]。符燕辉等采用模糊PID控制方法实现纱线恒定张力输送[4]。李琳等使用基于变速趋近律的滑模变结构控策略优化张力控制,具有较强的鲁棒性[5]。Chu等研究了存在模型不确定性和外部干扰的多电机分布式卷绕系统的滑模控制策略[6]。Wang等提出了前馈补偿和内模控制PID整定方法,将纱线张力保持在微边界范围内,提高了纺织工业产品质量[7]。
纱线卷绕系统中存在的测量噪声和非线性控制干扰,传统的PID控制效果并不理想。为改善张力控制系统,课题组提出了一种基于卡尔曼滤波的模型参考自适应张力控制方法,实现了纱线张力的稳定控制,具有控制简单、抗干扰性强等特点。
1 纱线卷绕系统数学模型
纱线卷绕张力控制系统如图1所示。系统由放卷机构(放卷电机,放卷纱筒)、收卷机构(收卷电机,收卷纱筒)和张力调节系统(张力传感器,控制器)组成。收卷是纱线卷绕成型的最终环节,其张力稳定控制尤为重要。

图1 纱线卷绕张力控制系统Figure 1 Yarn winding tension control system
纱线卷绕设备运行中,收卷纱筒的半径不断增大,要保持系统运行线速度不变,收卷电机的转速需要逐渐减小,由转矩平衡原理可得:
(1)
式中:J1,J2为放卷纱筒和收卷纱筒的等效转动惯量,kg·m2;ω1,ω2为放卷和收卷的电机角速度,rad/s;F1,F2为纱线所受张力,N;b1,b2为粘性摩擦因数,N·m·s;M1,M2为放卷电机和收卷电机的电磁转矩,N·m。
收卷机构的等效转动惯量J2(t)由收卷电机转动惯量J20和收卷纱筒转动惯量Ju组成,即:
J2(t)=J20+Ju。
(2)
其中:

(3)
式中:m为纱线质量,kg;ρ为纱线密度,g/cm3;R2为纱筒实时收卷半径,m;R20为纱筒初始半径,m;b为纱筒宽度,m。
由式(2)可知,J2(t)是时间变量。同时,由角速度和线速度关系ω2=v2/R2可得
(4)
由式(1)~(3)得
(5)
根据式(5)可得,M2和R2是影响纱线卷绕系统张力变化的主要因素。收卷纱筒半径会随时间逐渐增大,可以通过传感器测量或者通过相关数学模型计算得到[8]。课题组采用绝对式编码器测量纱筒半径,绝对式编码器安装在收卷纱筒筒芯同一水平线上,随着纱筒卷绕半径增大,与绝对式编码器相连的机械结构偏离初始位置,带动编码器转动相同的角度θ,示意图如图2所示。则实时半径R可以表示为
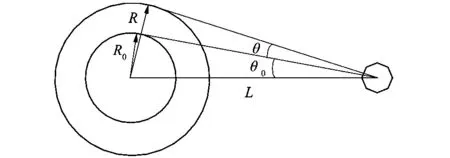
图2 纱筒半径实时测量示意图Figure 2 Schematic diagram of real-time measurement of bobbin radius
R=Lsin (θ+θ0)。
(6)
式中:θ0为起始角度,(°);L为中心距,m。
通过设定系统目标卷绕张力和运行时的目标线速度,获取收卷纱筒实时半径、收卷电机输出转矩和转速,在控制器中建立收卷系统张力数学模型,求解收卷电机的输出转矩,实现纱线收卷时张力保持稳定状态。
2 基于卡尔曼滤波的MRAC张力控制策略
可调增益的模型参考自适应控制(Lyapunov-MRAC)原理,如图3所示[9]。在同一参考输入yr(t)下,比较被控对象的输出yp和参考模型的输出ym,得到输出偏差e(t)。根据Lyapunov稳定性理论调整可调增益kc(t),或生成一个辅助输入叠加到被控对象输入信号上,使偏差e(t)趋近于零。
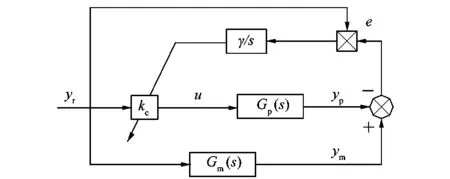
图3 可调增益Lyapunov-MRAC原理图Figure 3 Schematic diagram of Lyapunov-MRAC with adjustable gain
设控制对象模型和参考模型的传递函数Gp(s),Gm(s)分别为:
(7)
(8)
式中:kp为被控对象增益,根据系统特性假设为常数;km,ai,bi(i=0,1,…,n-1 )为系统已知系数。
控制器增益kc(t)是用来补偿对象参数kp的,根据Lyapunov稳定性理论设计kc(t)的调节规律,使得参考模型输出趋向于系统实际输出,即输出误差e(t)趋向于零。
(9)
式中:k=km-kc(t)kp。
由Lyapunov稳定性得自适应律:
(10)
式中:γ为自适应增益,γ>0。
由图3可得,系统的输入控制律为
u(t)=kc(t)yr(t)。
纱线卷绕装备运行中伴随着各种噪声和干扰,文中采用卡尔曼滤波器进行滤波处理。对于离散线性系统[10]:
(11)
式中:系统k时刻的状态为x(k),输出为yv(k);A,B为纱线卷绕系统参数;C为张力传感器系数;w(k)为过程噪声信号;v(k)为测量噪声信号;w(k)和v(k)均为高斯白噪声。
图4为卡尔曼滤波原理。

图4 卡尔曼滤波原理图Figure 4 Kalman filter principle diagram
离散卡尔曼滤波递推算法:
卡尔曼增益为
(12)
先验误差协方差矩阵为
P(k)=AP(k-1)AT+BQBT。
(13)
更新误差协方差矩阵为
P(k)=[In-Mn(k)C]P(k)。
(14)
滤波方程为
x(k)=Ax(k-1)+Mn(k)[yv(k)-CAx(k-1)]。
(15)
滤波输出为
ye(k)=Cx(k)。
(16)
误差的协方差为
ecov(k)=CP(k)CT。
(17)
图5为基于卡尔曼滤波的Lyapunov-MRAC控制器。在普通Lyapunov-MRAC控制器的基础上,将卡尔曼滤波器附加在被控对象输出值之后,可以很好地去除系统中的高频噪声和非线性干扰,提高系统的稳定性和鲁棒性。

图5 基于卡尔曼滤波的MRAC系统Figure 5 MRAC system based on Kalman filter
3 仿真分析
在纱线收卷机构前安装张力传感器,测量的张力值即为系统输出,系统输入为收卷电机的转矩[11],通过MATLAB系统辨识工具箱得到被控对象的数学模型:
(18)
设仿真采样时间为1 ms,采用Z变换将系统离散化,离散状态方程描述为:
(19)
其中:


仿真中控制干扰信号w(k)和测量噪声信号v(k)假设为白噪声信号,幅值设为为0.01。输入信号为1.0、频率为1.5 Hz的正弦信号。卡尔曼滤波器仿真参数取Q=1,R=1。仿真时间为3 s,原始信号及带有噪声的原始信号、原始信号及滤波后的信号分别如图6~7所示。仿真结果表明卡尔曼滤波算法对测量噪声和控制干扰具有良好的滤波效果。
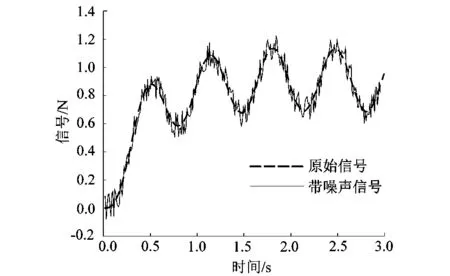
图6 原始信号和带噪声信号Figure 6 Original signal & noisy signal
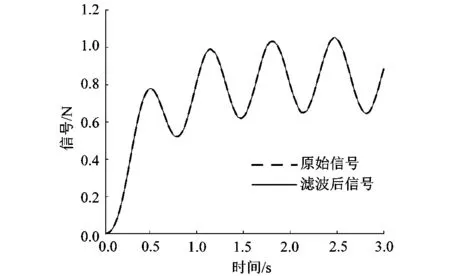
图7 原始信号及滤波后信号Figure 7 Original signal & filtered signal
MRAC控制器中参考模型采用
(20)
式中:取km=1,a0=1,a1=1。
仿真中设自适应增益γ=0.1,跟踪输入信号为方波,幅值r分别设为0.6,1.2,1.8,3.0,4.8和6.0,结果如图8所示。

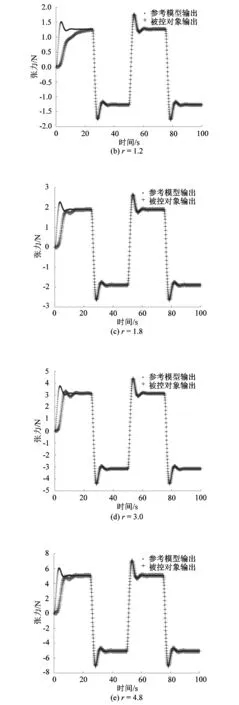

图8 基于卡尔曼滤波和Lyapunov-MRAC的纱线收卷张力控制仿真Figure 8 Simulation of yarn winding tension control based on Kalman filter and Lyapunov-MRAC
由图8可得,在不同输入信号作用下,系统闭环输出都能快速跟随参考模型输出。该控制方法具有快速的动态响应、较强的自适应性和全局稳定性,在伴随着高频噪声和非线性干扰的纱线卷绕张力控制中表现出良好的性能。
4 结论
课题组研究了纱线卷绕系统张力控制方法,根据转矩平衡原理建立了纱线张力的数学模型,考虑到系统中存在测量噪声和控制干扰,设计了基于卡尔曼滤波的MRAC控制器,将参考模型作为卡尔曼滤波的数学模型进行离散递推,并将滤波器的结果和自适应率结合,调整被控对象的参数,实现纱线收卷张力的稳定控制。MATLAB仿真结果表明:基于卡尔曼滤波的MRAC控制器具有稳定的跟踪性能,上升时间快,超调小,无明显震荡,具有一定的应用前景。
