Design and Characterization of Electrical Connections for Conductive Yarns
2021-10-22SIMengzhen司梦真WANGXiLIQiao
SI Mengzhen (司梦真), WANG Xi (王 玺), LI Qiao (李 乔)*
1 Key Laboratory of Textile Science & Technology, Ministry of Education, Donghua University, Shanghai 201620, China 2 College of Textiles, Donghua University, Shanghai 201620, China 3 Engineering Research Center of Digitized Textile & Apparel Technology, Ministry of Education, Donghua University, Shanghai 201620, China 4 College of Information Science and Technology, Donghua University, Shanghai 201620, China
Abstract: The development of flexible and stretchable electronics has attracted much attention. As an important part of wearable electronic systems, the connection between conductive yarns and electronic components affects the stability and accuracy of their electrical reliability. In this paper, three different connections were attempted to electrically and mechanically link two conductive yarns, including soldering followed by waterborne polyurethane (WPU) encapsulation, coating of conductive silver adhesive with WPU encapsulation, as well as coating of conductive silver adhesive with polydimethylsiloxane (PDMS) encapsulation. The surface morphologies and electro-mechanical behaviors of the three created connected conductive yarns were characterized. Compared with their electro-mechanical behaviors of the established three connections, the connection with soldering remained electrically conductive to around 200%, which mainly came from the stress concentration between the stiff soldering and soft conductive yarns. However,the coating of conductive silver adhesive and encapsulated protection of PDMS can make the connected conductive yarns stretchable up to 300% with almost constant electrical resistance.
Key words: electrical connection; conductive yarn; stretchability; conductive silver adhesive; encapsulation
Introduction
In recent years, more attention has been paid to flexible and stretchable electronics, which boosted the emergence of numerous wearable devices, such as conductive yarns, fabric electrodes, sensors and actuators[1-4]. Wearable electronics require the electronic devices to be mechanically flexible and three-dimensionally deformable (or stretchable) so that they can cover curved human bodies and accommodate the human motions with comfort[5-6]. To satisfy the stretchable requirement for wearable electronics, a lot of stretchable conductive yarns have been created to perform electrical wires in the whole wearable systems. For instance, a knitted circuit board consisting of copper wire, polyester filaments and elastic yarns was designed to bridge the electronic elements, which could withstand tensile strains of more than 160% while maintaining its electrical stability[7]. However, one important issue in wearable electronics is to establish a very low and stable electrical connection between different separate components or conductive yarns or wires, which has an important effect on the electrical reliability of the connected elements[8-11].
In previous studies, most of electrical connections in flexible and stretchable electronic systems were based on conductive adhesives, such as silver-filled epoxy[12]or silicone adhesive and conductive rubber paste[13], with encapsulation, including epoxy resin and PDMS rubber[13-14]. Such connections make the electronic devices flexible but not stretchable, thus inducing fluctuant electrical characteristics during stretching process.
To make the integrated electronic system into curved human bodies with real-time motion, it urgently requires flexible and stretchable electrical interconnects or connections with stable electrical conductivity during the stretching processes. In order to create an electrically and mechanically stable connection between conductive yarns or elements for a flexible and stretchable electronic system, three different approaches were attempted, including soldering followed by waterborne polyurethane (WPU) encapsulation, coating of conductive silver adhesive with WPU protection, as well as coating of conductive silver adhesive with polydimethylsiloxane (PDMS) encapsulation. The surface morphologies of the formed yarns before and after being stretched were observed by an optical microscope. Tensile tests were then conducted to characterize the electro-mechanical behaviors of the three created connected conductive yarns. The attempt on connection design would push forward the development of whole flexible and stretchable electronic systems.
1 Experiments
1.1 Materials
At presents, different types of conductive materials have been developed for textile electronic devices, such as conductive polymers, metallic conductive nanoparticles coated textile yarns, as well as metal wires like silver, copper, aluminum,etc. To make electrical wires or connections, electrical resistance of 200 Ω/m is required for the conductive fibers or yarns[15]. To achieve such high conductivity, metal wires[16]are preferred. However, the metal wire is brittle and prone to fracture with external force, making it difficult to be stretched and manufactured in the textile technologies. To enhance the mechanical strength of the slim copper wire, we chose the metal wire wrapped spandex yarn as the electrical wire in smart textiles. To connect the free-standing electrical wires, both tin soldering and conductive silver glue (3811, Shenzhen Aosbon Co., Ltd., Shenzhen, China) were chosen and their electro-mechanical performance was compared. In addition, in order to protect the connection area from mechanical and environmental damage, different polymers, including PDMS and curing agent with a mass ratio of 10∶1 (Shanghai Deji Marketing Co., Ltd., Shanghai, China), and WPU (Xincheng Plastic Radix, Xincheng, China) were selected to coat on the connection part to encapsulate the electrical connection.
1.2 Fabrication process
Three methods were attempted to connect the wrapped metal wires, including soldering plus encapsulation with WPU, coating of conductive paste plus encapsulation with WPU, as well as coating of conductive paste plus encapsulation with PDMS. The procedures for the first method were as follows. (1) The ends of the two wrapped conductive yarns were winded. (2) The wound yarns with a length of 0.5 cm were soldered at the temperature of 380 ℃, which was lower than the melting point of copper wire. However, the core spandex filament was broken due to its melting temperature below 300 ℃. (3) To protect the connection parts, WPU polymer was coated around the soldering areas.
The steps for the second approach was as follows. (1) The ends of the two wrapped conductive yarns were winded. (2) Conductive silver adhesive was coated on wound parts with a curing temperature of 120 ℃ for 30 min. (3) A layer of WPU was coated around the connection parts under a curing temperature of 100 ℃ for 1 h. The conductive silver adhesive was also used in the third method to connect the electrical wires. The difference between the third method and the second method was to encapsulate a layer of PDMS, which was mixed with a curing agent at a ratio of 10∶1 at a curing temperature of 100 ℃ for 1 h. The fabrication processes are shown in Fig. 1.

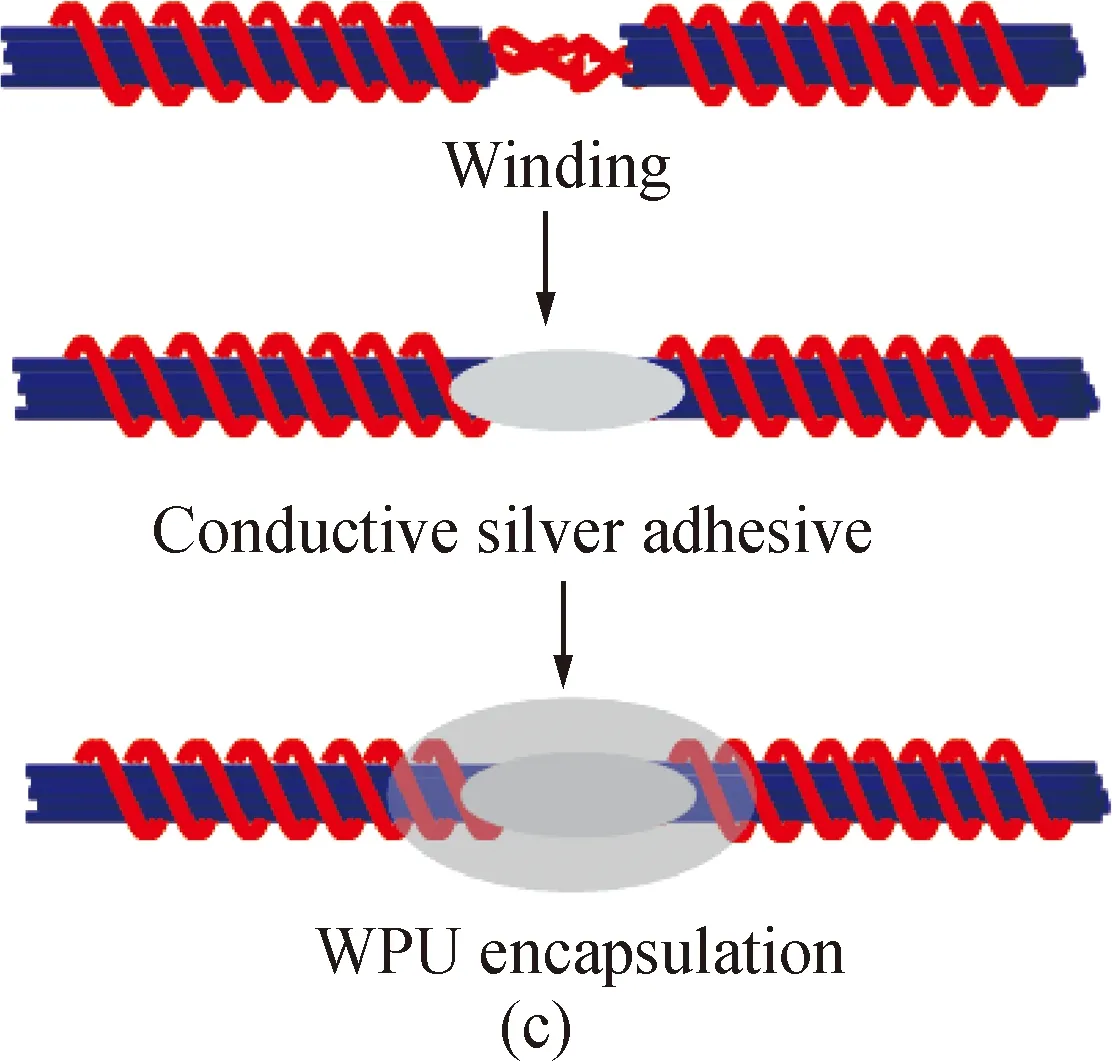
Fig. 1 Fabrication processes: (a) conductive yarn; (b) the first method; (c) the second method; (d) the third method
1.3 Characterization
The surface morphology of the connection parts was observed under an electron microscope (HDMI200C-B, Shenzhen Zongyuan Weiye Technology Co., Ltd., Shenzhen, China)
The electro-mechanical behavior of the free-standing metal yarn and the connections is evaluated under tensile test. The different samples were clamped on a tensile testing machine (JF-9003, Dongguan Jianfeng Instrument Co., Ltd., Dongguan, China) and the two ends of the samples were connected with Agilent34970A to record the resistance of the samples in the stretching process. The gauge length was 25 mm, and the tensile speed was 100 mm/min. The resistance was recorded with a frequency of 100 ms per data.
2 Results and Discussion
2.1 Surface morphology
The surface morphology of the different connections is shown in Fig. 2. The conductive yarn before connection is shown in Fig. 2(a). It demonstrated that the joint was very stiff and firm with the soldering method [shown in Fig. 2(b)]. After WPU coating, the connection part was smooth and protected from mechanical and environmental attacks [shown in Fig. 2(c)]. Different from the soldering method, the connection with conductive silver adhesive was soft and easy to crack after drying, as shown in Fig. 2(d). However, after a layer of WPU was encapsulated on the exterior of the conductive silver adhesive, the connecting surface was smoother and firmer. Due to the low viscosity of the WPU polymer, it became a very thin film after curing [shown in Fig. 2(e)]. PDMS polymer has a relatively high viscosity and can form a thick layer on the surface of the yarn with a transparent color, as shown in Fig. 2(f).
2.2 Electro-mechanical performance
The electro-mechanical properties of the conductive yarn and its connections are shown in Fig. 3. As can be seen from Fig. 3 (a), the initial resistance of the flexible conductive yarn is 2.0 Ω /(10 cm). Under the action of external force, the conductive yarn could be stretched to about 300%, where electrical failure occurred. In the range of 300% strain, the resistance of the conductive yarn remained relatively stable. The reason could be attributed to the helical structure of the copper wire around the elastic spandex core. When stretched by external force, the elastic spandex elongates and deforms, while the external copper wire firstly changes from the spiral coiling state to the straight state, and then elongates to break. Hence, the resistance of the conductive yarn can remain relatively stable in a large strain range.

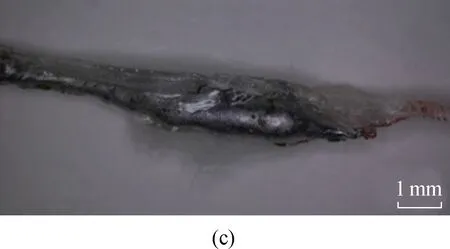

Fig. 2 Surface morphology: (a)conductive yarn; (b) soldering; (c) soldering plus WPU; (d) conductive silver adhesive;(e) conductive silver adhesive plus WPU; (f) conductive silver adhesive plus PDMS
Then, we investigated the electro-mechanical behavior of the conductive yarns with connections created by three different methods. The connected conductive yarns with soldering plus WPU encapsulation could remain electrically conductive up to around 200%, which was lower than the electrical failure of the free-standing conductive yarn (about 300%), and then broke at the joint between the soldering and the flexible conductive yarn, as shown in Fig. 3(b). Based on the obtained resistance-strain curves, the relative change of resistance was calculated. The relative change of resistanceσwas defined as the resistance difference in the stretching process:
σ=(R-R0)/R0×100%,
(1)
whereR0is the initial resistance in the unstressed state andRis the resistance in the stretching process. Also, the electrical resistance of the connected conductive yarn by the soldering method varied a lot compared with the free-standing conductive yarn [shown in Fig. 3(e)]. The reasons for the lower electrical failure and varied conductivity could be explained by the induced large stress concentration between the rigid connection area and the soft conductive yarns in the tensile stretching processes.



Fig. 3 Electro-mechanical properties of different connection methods: (a) conductive yarn; (b) soldering plus WPU;(c) conductive silver adhesive plus WPU; (d) conductive silver adhesive plus PDMS; (e) resistance change rateof different connection methods; (f) strain and breaking strength of different connection methods
The connected conductive yarns created by coating of conductive silver adhesive plus WPU encapsulation were electrically conductive when the whole sample was stretched until to 300%, which was more or less the same with the stretching capability of the single conductive yarn. However, the electrical resistance changed by 4.2% during the stretching process. The possible reason was the non-stable mechanical connection, where the micro-structure may change during the tensile test. As shown in Fig. 4(b), the coated conductive silver adhesive cracked and one end of the yarn was pulled out from the adhesive when being stretched, which would affect the electrical stability.
In order to further improve the stability of the connection and improve the accuracy of electrical signal transmission, after coating the conductive silver adhesive on the connected part, the packaging layer was replaced by PDMS for comparison, as shown in Figs. 3 (c) and (d). There is not much difference between WPU and PDMS as encapsulation layers. The breaking strength of PDMS as a packaging layer was 1.4 N, which was larger than that of WPU as a packaging layer. Due to relatively low viscosity, WPU polymer formed a thin layer after curing, so its strength was relatively low. The breaking elongation of the yarns with PDMS encapsulation was large, up to 430%, and the resistance change rate was within the range of 2% [shown in Fig. 3(e)]. As shown in Fig. 4(c), the adhesive coated PDMS barely cracked, which would also improve the stability of the conductive yarn during the drawing process. Because of the thick packaging layer, the conductive yarn could be pulled out of the adhesive for a long time, which resulted in higher elongation and breaking strength. Figure 3(f) summarized the electro-mechanical properties of the three yarns. Therefore, the third connecting method with coating of conductive silver adhesive plus PDMS encapsulation can make the connected conductive yarns good conductive stability with largely applied strain.
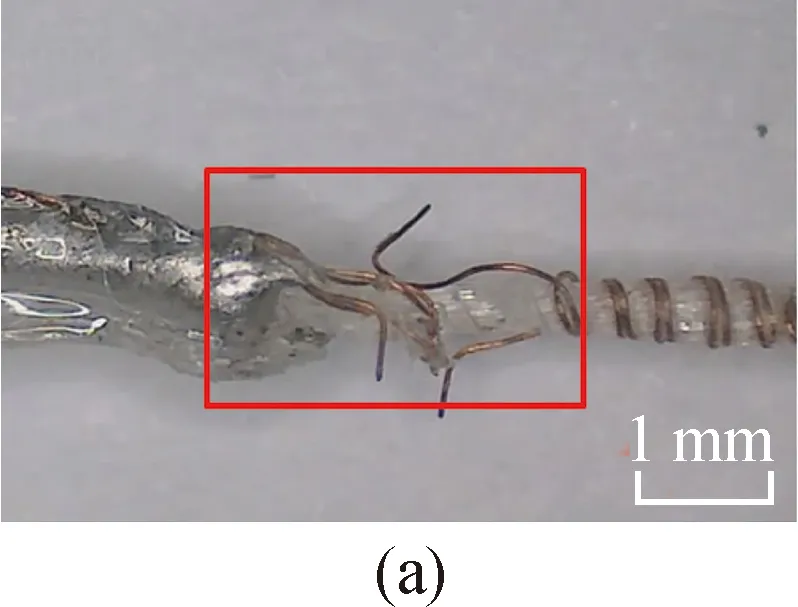
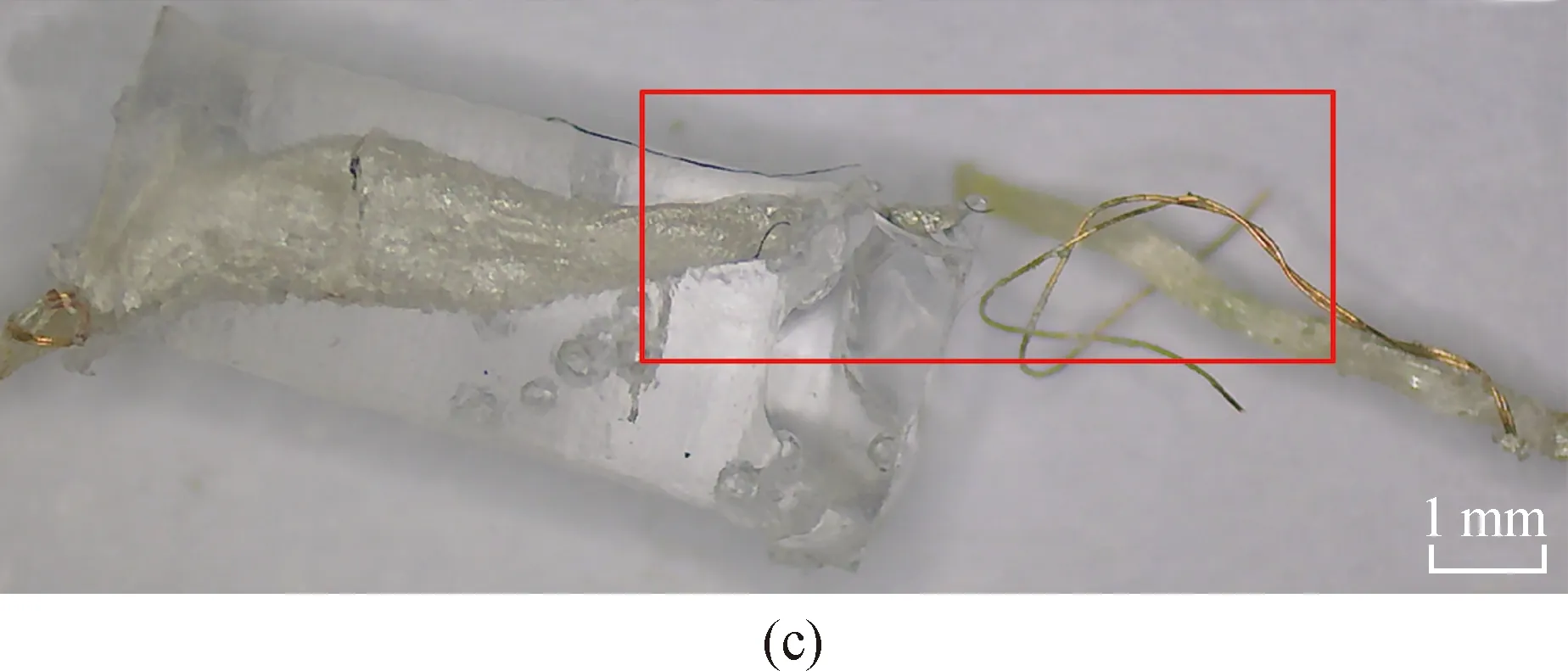
Fig. 4 Fracture sections of three connected conductive yarns: (a) soldering plus WPU; (b) conductive silver adhesive plus WPU; (c) conductive silver adhesive plus PDMS
3 Conclusions
To create an electrically and mechanically stable connection between conductive yarns or elements for a flexible and stretchable electronic system, this paper tried three different methods to connect the conductive yarns, which were developed previously by our group. The selected metal wrapped conductive yarn could be stretched near to 300% strain with electrical integrity. To electrically and mechanically connect the metal wrapped conductive yarns, three different approaches were proposed in this paper for electrical connections, including soldering plus WPU encapsulation, coating of conductive silver adhesives plus WPU encapsulation, as well as coating of conductive silver adhesives with encapsulated PDMS. Compared from their electro-mechanical behaviors of the established three connections, the connection with soldering remained electrically conductive up to around 200%, which was lower than the electrical failure of the connected conductive yarn with coating of conductive silver adhesive. Surface morphology of the soldered conductive yarn demonstrated that the joint was stiff and the breaking occurred at the intersection of the conductive yarn and the soldering. It was attributed to the stress concentration between the stiff soldering and soft conductive yarns. However, the coated conductive sliver adhesive cracked when stretched. Also, it proved that the connection with PDMS encapsulation was more stable and breaking strength than that with WPU coatings when the whole sample was stretched until to 300% due to the thickness and regularity of the packaging layer and adhesive. Hence, the coating of conductive silver adhesives with PDMS encapsulation was proposed for reliable connection in flexible and stretchable electronic systems.
杂志排行

Journal of Donghua University(English Edition)的其它文章
- Long Text Classification Algorithm Using a Hybrid Model of Bidirectional Encoder Representation from Transformers-Hierarchical Attention Networks-Dilated Convolutions Network
- Influence Mechanism of Clothing Anchor Features on Consumers’ Purchase Intention
- Estimating Mechanical Vibration Period Using Smartphones
- Effects of Eco-Friendly Carrier on Low-Temperature Dyeing of Recycled Polyester Knit Fabrics
- Application Research on K/S Value in Determination of Reactive Dyes Fixation Rate
- Influence of Fe2O3 on Release Mechanism of NH3 and Other Nitrogen-Containing Compounds from Pyrolysis of Three Typical Amino Acids in Urban Sludge