浅析保证离心压缩机型环与半开式叶轮间隙的方法
2021-10-15李琳
李琳
(沈阳鼓风机集团股份有限公司透平工艺部,辽宁 沈阳 110869)
型环和半开式叶轮是离心压缩机中的重要组成部件,型环与开式叶轮的叶片间隙值的准确性对机组的运转极其重要。其中型环与半开式叶轮组装后型线间的间隙对机组的运转有着至关重要的作用。如图1所示为型环与半开式叶轮组装后示意图,设计对A、B、C、D所在截面型环与半开式叶轮组装后型线间的间隙有严格的要求,设计会给出型环与半开式叶轮组装后型线间轴向和径向的间隙要求范围。由于型环与半开式叶轮单件加工时的加工误差及型环与半开式叶轮的装配误差都会导致型环与半开式叶轮组装后型线间间隙经常超出设计所给的径向及轴向间隙范围。因此,需要工艺出具检测型环与半开式叶轮组装后型线间间隙的测试方案及型环与半开式叶轮组装后型线间间隙超差的加工方案。本文将对检测型环与半开式叶轮组装后型线间间隙的测试方案及型环与半开式叶轮组装后型线间间隙超差的加工方案进行讲述。
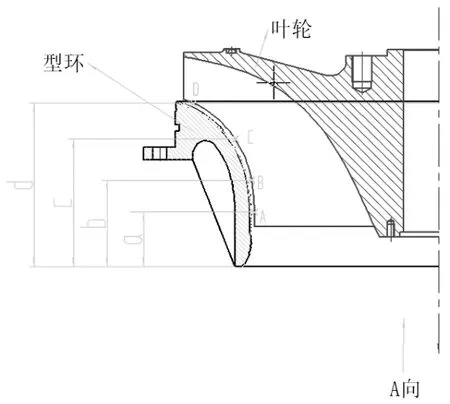
图1
1 型环与半开式叶轮组装后型线间间隙的测试方案
半开式叶轮装配到主轴上形成机组后,按照设计要求在叶轮需要压间隙的对应位置用胶布粘贴铅丝,然后按照设计要求组装型环,待型环与半开式叶轮分开后通过测量铅丝的厚度值来达到测量出型环与半开式叶轮组装后型线间间隙的目的。
2 型环与半开式叶轮组装后型线间间隙超差的加工方案
首先根据设计要求作出A、B、C、D所在的四个截面,其中A所在截面为设计给出的型环与半开式叶轮组装后型线间间隙的径向间隙值,B所在截面为设计给出的型环与半开式叶轮组装后型线间间隙的轴向间隙值,C、D所在两个截面的型环与半开式叶轮组装后型线间间隙介于轴向与径向间隙值,通过设计要求推算出C、D所在截面的间隙值要求范围。然后通过将半开式叶轮与型环装配后测量出的型线间间隙值按照A、B、C、D所在四个截面的直径圆,按照每60°的间隔分别测量出四个截面所在8个点的半开式叶轮组装后型线间间隙的径向间隙值并做记录,如图2所示。

图2
四个截面共计32个点,分别将四个截面32个点的间隙值与设计要求的对应间隙范围进行比对。比对结果一般分为两种情况。
(1)分别对每个截面测量的间隙数据与设计要求的对应间隙范围进行比对,若一个截面圆内的间隙值为均匀的偏小,则按照型环原中心进行加工即可。
(2)分别对每个截面测量的间隙数据与设计要求的对应间隙范围进行比对,若一个截面圆内的间隙值为非均匀的偏小而是偏向某一个方向间隙偏小则需要根据间隙值偏小的方向确定车加工中心的偏心量,在确定车加工偏心量、偏心方向、对刀点及上刀量时注意如图3所示以假设要修正A所在截面点为例,根据型环与半开式叶轮组装后型线间间隙测量值大致确定偏心方向后如图三所示假设为圆周0°竖直向上方向偏心,那么该截面内1点和5点的修正后间隙值可以通过计算得出,即1点修正后间隙值为1点处修正前间隙值与上刀量的相加值,2点的修正后间隙值为修正前间隙值与上刀量与两倍的偏心量的差值的和,该截面内除1点和2点外的修正后间隙值则需要根据以初确定好的偏心量、偏心方向、对刀点及上刀量再以该截面所在型环直径作圆确定出该截面内各点型环与半开式叶轮组装后型线间间隙值,如图三中除1点和2点外其余六点的修正后间隙值按照初定的偏心量、偏心方向、对刀点及上刀量确定的间隙值根据在该截面内按照该截面所在型环直径圆作圆后,经测量后最终确定出该截面内其余六点修正后间隙值,如图3中该截面内8点所示,该点修正后间隙值为修正前间隙值与e的和。由此确定出该截面所有点修正后间隙值,若各点修正后间隙值都在设计范围内则按照初定的偏心量、偏心方向、对刀点及上刀量进行加工,若不符合设计要求则重新对初定的偏心量、偏心方向、对刀点及上刀量进行修正,直至该截面内各点间隙值均在设计范围内。而后确定出加工该截面的偏心量、偏心方向、对刀点及上刀量。由于车床原理为被装卡工件永远以工作台中心旋转,因此需要在加工前在型环上按照记录间隙时的方向进行标注,并且标记出对刀点,然后根据之前确定的偏心方向将型环进行偏心装卡,从而实现型环的不均匀去量。

图3
按照上述方法对每个需要修间隙值的截面进行偏心量、偏心方向、对刀点及上刀量进行确定,再结合截面间原型环的设计型线以及对进刀路径的圆滑过渡的确定最终确定出型环加工型线的加工数控程序。车床操作者首先根据型环上标记的型环方位、对刀点及偏心方向将型环进行加工前的找正工作,然后按照数控程序对型环型线进行加工。按照上述方法对型环型线进行重加工后,再次进行型环与半开式叶轮的组装工作,继续按照上述型环与半开式叶轮组装后型线间间隙的测试方案对型环与半开式叶轮组装后型线间间隙进行再测量,将之前超差的截面内数据的新测量数据与设计要求进行比对,若合格则完成型环与半开式叶轮组装后型线间间隙值修正工作。若不合格,再次按照上述型环与半开式叶轮组装后型线间间隙超差的加工方案对不合格截面内型环与半开式叶轮组装后型线间间隙进行车修正,以此循环直至四个截面32个间隙测量点达到设计要求的型环与半开式叶轮组装后型线间间隙值为止,以此完成型环与半开式叶轮组装后型线间间隙的加工。
