选煤厂刮板输送机刮板链保护系统的研究
2021-10-15王伟伟
王伟伟
(汾西矿业双柳煤矿选煤厂,山西 柳林 033300)
引言
刮板输送机、皮带输送机等设备是选煤厂常用的运输工具,具有输送量大、使用方便等优点,其中刮板输送机常用于产品煤配仓、原煤配煤以及中间品收集等[1-3]。刮板输送机机头、机尾电机通过链轮带动刮板链运转,从而实现中部槽内煤体、中间产品以及精煤等运输[4-6]。由于选煤厂内刮板输送机使用环境较为恶劣,刮板输送机在使用过程中难以避免出现各类问题,从而制约选煤厂原煤、产品等运输。在刮板输送机上使用各类保护系统对提升其运输效率以及运行可靠性具有重要意义[7]。
1 选煤厂刮板输送机常见故障分析
1.1 减速器故障
减速器故障类型包括有外壳发热异常、异响以及减速器漏油等。外壳发热异常主要原因有:减速度空间不合理,内部注入油量不合适;减速器内部轴承润滑效果不佳或者出现局部损坏;内部覆盖差从而使得散热效果不佳。减速器漏油主要原因是外部密封圈出现损坏,导致密封效果降低;箱体合面密封不严,轴承盖螺栓未拧紧等。在具体设备运行过程中应强化对温度、振动等监测,并在设备停车运行后及时检测减速器内部油位是否在合理范围内。
1.2 驱动电机故障
驱动电机故障是刮板输送机运行过程中最为常见的故障类型,具体有电机启动故障、异常发热以及电机运行声响异响等。启动故障主要原因包括有启动载荷过大、刮板链条或者其他位置出现卡阻、供电电压过低或者电动机本身出现故障。电动机异常发热原因主要有电机散热片被覆盖或者风扇停转、刮板输送机长时间处于高负载运行、电动机频繁启动、启动电流过大、熔丝过大等。电机运行声响异响原因包括有电动机单相运转、重载运行、接线头接触不良、输送机被压实、轴承出现损坏。刮板输送机电动机一般运行功率较大,一旦发现有故障时应进行停机检查,待故障排除后方可继续运行。若电动机带病运行极其容易出现刮板输送机结构损坏或者电机烧毁问题。
1.3 刮板链故障
1.3.1 飘链故障
刮板链飘链故障主要是指刮板底部的链条、刮板等与刮板底板脱离运行,飘链故障会导致刮板链底板位置物料堆积、设备过紧,严重时会出现刮板链箱体间异常摩擦或者刮卡故障。刮板链出现飘链故障的主要原因是运输物料中水分含量过高,特别是使用的压链器设置不合理以及运输湿煤泥时飘链故障更容易发生。具体可采取下述措施减少飘链事故发生,即在刮板输送机上合理布置压链器、停机时对底板以及压链器磨损情况进行检查、控制运输的物料水分并避免集中运输湿煤泥。
1.3.2 跳链故障
跳链故障主要是指刮板输送机两侧刮板链间运行不一致情况,具体可分为刮板机机头、机尾跳链两种类型。出现跳链的主要原因是链条松动、张紧程度不一、链轮磨损、有杂物夹杂等。现场作业人员可通过及时查看刮板链轮磨损情况、链条张紧程度并及时清理存在的杂物等措施避免跳链故障的发生。
2 刮板输送机刮板链保护系统的应用
通过对选煤厂刮板输送机运行过程中常见故障、运行方式等进行分析,发现刮板链故障与链条张紧程度等密切相关。为此,文中提出智能控制刮板链张力来实现刮板输送机运行保护。具体使用的保护系统结构见下页图1所示。

图1 保护系统结构
具体保护系统有张紧力采集装置、张紧轮可调节反馈装置、可调节张紧轮、PLC控制系统、信息传输系统等。张力采集装置实时监测刮板链张力情况并将监测结果传输给PLC控制系统,控制系统依据张力监测结果自动计算得到张力调整值,并将计算结果传输给可调节张紧轮,实现刮板链张紧量的自动控制。通过调节刮板链张紧力可降低飘链、跳链等各类故障发生率,从而实现刮板输送机运行保护。
具体应用的刮板输送机保护系统工作原理见图2所示。在刮板输送机机头、机尾位置布置的刮板链张力采集装置通过无线传输方式将张力监测值发送给PLC控制系统;PLC控制系统与张力反馈装置、张力调节装置间通过无线方式进行数据交互,最后张紧轮可调节反馈装置,依据PLC控制系统控制指令调整刮板链张力并将调节结果实时反馈给PLC控制系统。若刮板链张紧量未调节到最佳状态时,则继续调整张紧力,直至刮板链处于最佳张紧状态,从而确保刮板输送机运行时刮板链始终处于可靠运行状态。
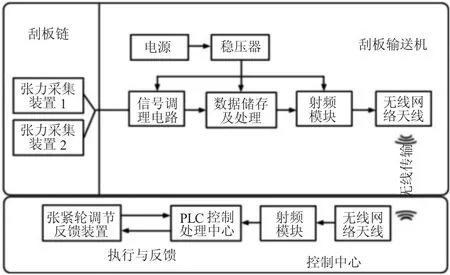
图2 保护系统工作原理
为确保保护系统平稳运行,在系统中增加电源稳压器,降低电压波动给保护系统正常运行带来的不利影响。
3 结语
刮板输送机是选煤厂生产过程中重要的运输设备,其运行效率以及运行可靠性直接关系到选煤厂生产效益,而刮板输送机在现场运行过程中常出现的减速器故障、驱动电机故障以及刮板链故障是制约其可靠运行的根本因素,其中刮板链故障尤为突出,因此应根据刮板链所受张力以及运行状况,运用智能保护系统对刮板链所受张紧力进行调控,以降低刮板链故障,提高刮板输送机运行可靠性。
