深透弧技术在碳钢厚板焊接中的应用研究
2021-10-14王兴阳
王兴阳
( 唐山松下产业机器有限公司, 河北 唐山 063020)
目前,用户对碳钢厚板焊接的熔深要求越来越高,重要的钢结构件要求达到全熔透的焊接效果,例如桥梁行业,珠港澳大桥的桥梁焊接就要求全熔透,这样才能够保证桥梁具有足够的强度抵御台风。而一般的CO2焊很难满足用户对熔深的要求,而埋弧焊对一些特殊结构件焊接难度较大。为了达到全熔透的焊接效果,厚板的焊接一般都采用开坡口的方式以保证熔深[1-3],坡口的形式有K型坡口、X型坡口、V型坡口及U型坡口等。厚板开坡口焊接后往往需要进行清根处理,比较常用的清根方法为碳弧气刨及砂轮打磨的方法,碳弧气刨工序的施工条件恶劣、劳动强度大,在大长厚板的焊接中,工人不能长时间连续工作,严重影响焊接效率[4]。同样,砂轮打磨清根也存在效率低,而且劳动强度大的问题。国外船级社对较厚钢船板的焊接认可试验,一般要求钢板坡口为 K 型,焊接工艺采用埋弧焊,但是K型坡口的埋弧焊接难度较大,根部清渣难度大,后续焊接过程中易产生未熔合及夹渣等焊接缺陷[5]。因此减少焊后清根作业是用户亟待解决课题。
为了减少清根工作量或实现不清根,准备采用唐山松下深透弧技术进行碳钢厚板的焊接实验,选择合适的焊接工艺,保证焊缝不清根且能达到全熔透的焊接效果。深透弧技术是唐山松下针对碳钢厚板而研发的新型大熔深技术,焊接电弧稳定,熔深一致性效果好。图1为深透弧和普通气保焊的熔深对比。本文利用松下深透弧技术在碳钢厚板焊接中的应用进行工艺研究。
1 实验材料与方法
本次试验采用长宽均为300 mm×150 mm的Q235碳钢试板,其板厚分别有6 mm、12 mm、16 mm、24 mm、40 mm,焊丝采用神钢MG51-T碳钢φ1.2 mm焊丝,气体采用82%Ar+18%CO2,气体流量为20 L/min,焊接电源为松下500GL5搭载深透弧功能的焊机。本次试验采用手工焊接的方式进行两侧焊接,重点观察焊后的焊缝根部熔透情况。
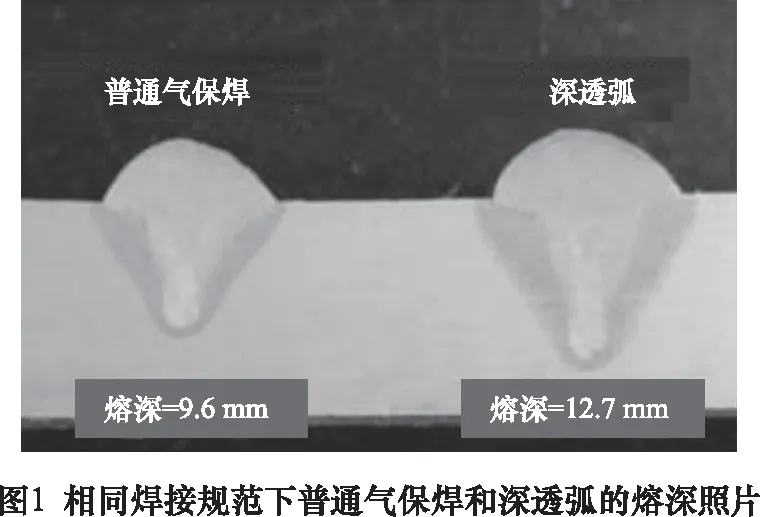
本次试验采用3种T型接头形式,接头示意图如图2所示,其中图2a为模拟桥梁U型板的焊接接头,立板倾角为76°,焊接接头的板厚有两种,分别为6 mm×6 mm和12 mm×24 mm,其编号分别为1#和2#,具体工艺参数见表1所示。图2b为模拟厚板不开坡口T型接头,板厚采用16 mm×16 mm,预留间隙1 mm,并做了深透弧与普通CO2焊的焊接对比试验,其编号分别为3#和4#,具体工艺参数见表2所示。图2c为45°坡口的厚板焊接示意图,其板厚分别采用24 mm×24 mm和40 mm×40 mm,其编号分别为5#和6#,具体工艺参数见表3。

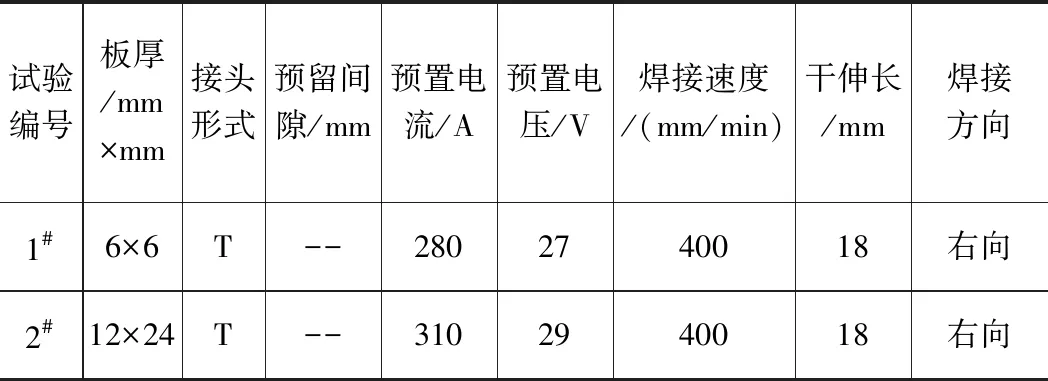
表1 桥梁U型板焊接工艺参数
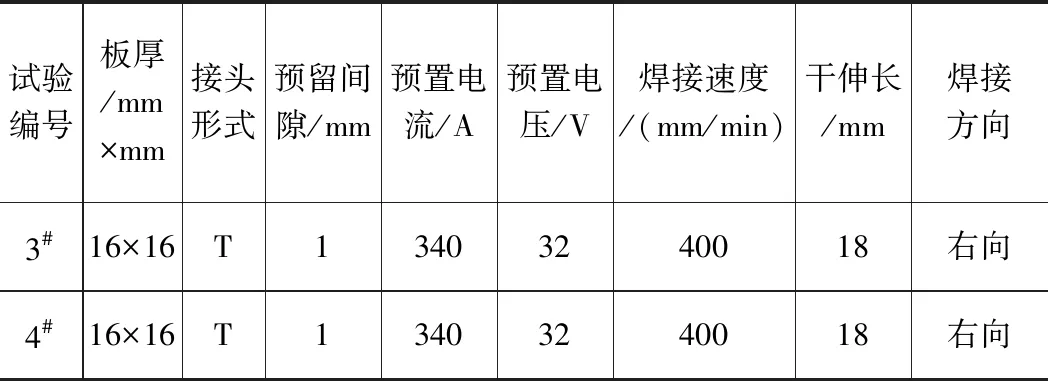
表2 厚板不开坡口T型接头焊接工艺参数
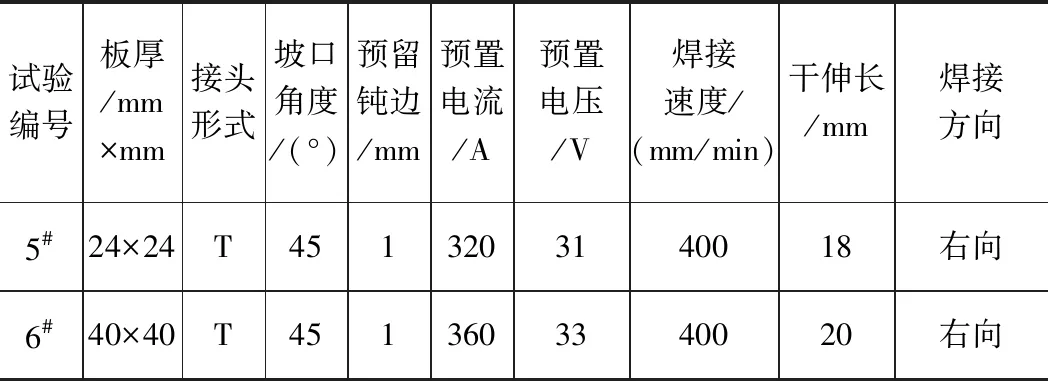
表3 厚板开坡口T型接头焊接工艺参数
2 试验结果与分析
2.1 桥梁U型板焊接试验结果
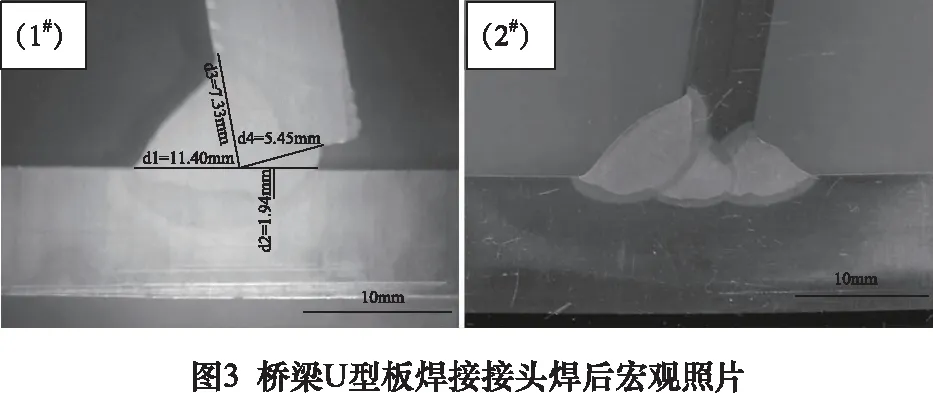
桥梁U型板焊接试验结果如图3所示,其中1#和2#为桥梁U型板焊后熔合情况,1#试件只焊接了一侧,以方便测量单侧的熔深情况,从1#试件可以看出6 mm的立板熔深达到5.45 mm,超过了立板厚度的2/3,若两侧焊接有利于达到全熔透的焊接效果。从2#试件可以看出,12 mm的立板根部全部熔透,且两侧焊缝的搭接量超过2 mm。由此可见,选择合适的工艺参数,深透弧对桥梁U型板的焊接接头能够达到全熔透的焊接需求。
2.2 厚板不开坡口T型接头焊接试验结果
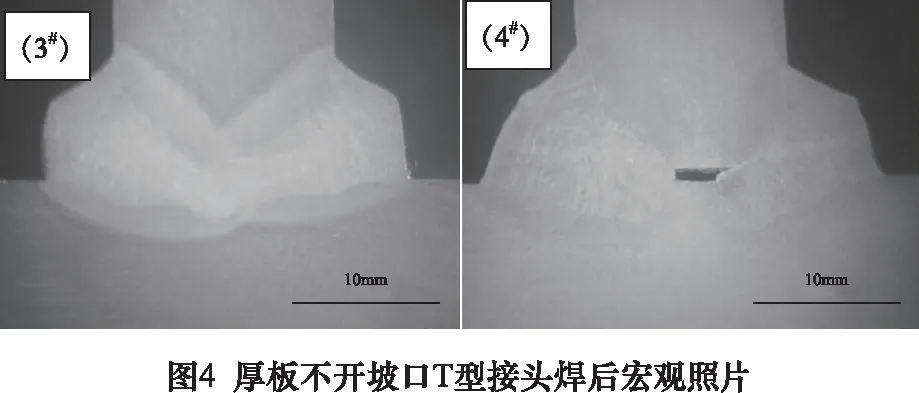
厚板不开坡口T型接头焊接试验结果如图4所示,从3#试件可以看出,16 mm×16 mm的碳钢板达到了全熔透,且焊缝根部有一定的搭接量,焊缝单侧最大熔深超过了8 mm,且两侧熔深一致性较好。从4#试件可以看出,相同的焊接规范下普通的CO2焊并没有达到焊缝根部全熔透的焊接效果,熔深的尺寸也小于深透弧。从试验结果上看,16 mm以下的碳钢板,选择适当的焊接工艺的条件下,深透弧能够达到焊缝根部全熔透的焊接需求,且焊缝根部不需要进行清根处理,而且深透弧在厚板焊接的熔深上要大于普通熔化极气体保护焊。
2.3 厚板开坡口T型接头焊接试验结果
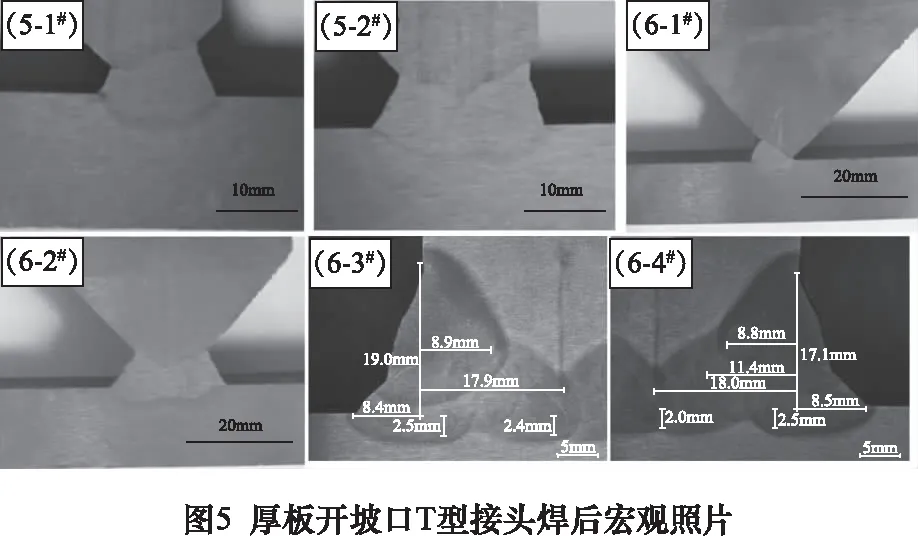
厚板开坡口T型接头焊接试验结果如图5所示,其中5-1#、5-2#是5#试件焊缝熔合情况。从5-1#可以看出,24 mm碳钢板的T型接头单侧焊缝的熔深已经达到焊缝的另一侧,从5-2#可以看出试件根部已经全部熔合,没有出现焊缝未熔合或热裂纹等焊接缺陷,而且焊缝根部的两侧熔深有一定的搭接量,搭接量约3 mm。6-1#、6-2#分别6#焊缝根部打底焊接结果,从照片中可以看出,40 mm碳钢板的T型接头的焊缝根部已经全部熔透,且无裂纹、气孔、未熔合等缺陷产生,6-3#、6-4#是6#试件进行打底、填充和盖面焊接的照片,从照片中可以看出,40 mm的碳钢板T型接头焊缝根部全熔透,且填充和盖面无焊接缺陷产生,达到了焊缝根部打底且不需要清根的焊接工艺要求。
2.4 试验分析
从以上的试验结果来看,深透弧在焊接碳钢厚板上有一定的优势,主要表现在以下几点:(1)在相同的焊接规范下,深透弧比普通熔化极气体保护焊的焊缝熔深更大。(2)深透弧焊接的试件两侧熔深基本相当,且焊缝根部熔深形态呈指状熔深,有利于焊缝根部全熔透且无焊后缺陷产生。(3)深透弧焊接碳钢厚板能够减少甚至不需要焊后清根处理,提高生产效率。
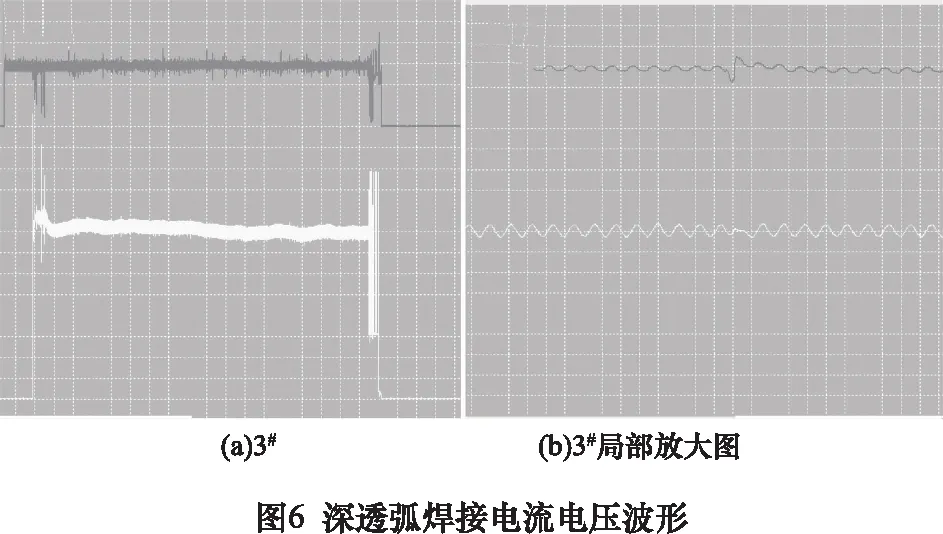
图6为试件3#焊接过程中的深透弧电流电压波形,从图6a中可以看出,整道焊缝在焊接过程中电流和电压非常稳定,电流的稳定保证了焊缝熔深的一致性较好,电压的稳定保证了焊后成形的熔合线整齐性较好,焊缝成形更好。从图6b中可以看出,电流并非完全恒定输出,而是叠加一定频率和幅度的小脉冲尖波,脉冲频率和峰基值差值可以调整,叠加小脉冲的目的就是为了压缩焊接过程中的电弧,使焊接过程中焊接热量更加集中,这就使得在相同焊接规范下,深透弧比普通熔化极气体保护焊的焊缝熔深更大,有利于厚板焊接达到焊缝根部全熔透的焊接效果,从而减少清根作业。
3 结语
(1)在相同焊接工艺下,深透弧技术比普通熔化极气体保护焊的焊缝熔深大。
(2)采用深透弧技术焊接16 mm以下的碳钢厚板,在适当的焊接工艺条件下可以减小或不开坡口也能够达到T型接头全熔透的焊接效果。
(3)深透弧技术焊接24~40 mm的碳钢试板,采用K型45°坡口,在适当的焊接工艺条件下,能够达到全熔透的焊接效果,且焊后不需要清根处理。
(4)深透弧技术适合厚板碳钢打底焊,熔深形态呈指状熔深,有利于实现根部全熔透焊接。