船用铜合金螺旋桨铸件成型凝固顺序控制问题应用TRIZ理论解决方案
2021-10-13李普泽于霄雷朱晶权林林臧大伟
李普泽 于霄雷 朱晶 权林林 臧大伟
摘要:船用铜合金螺旋桨浇铸成型过程中,经常存在金属液体凝固顺序不可控现象,导致铸件质量不稳定。针对该问题应用TRIZ理论进行研究,采用TRIZ理论的冲突解决理论,得出两种解决方案,最后确定最佳解决方案为通过在铸件周围合理分布冷铁,在冷铁中间加装进气管路,从而实现螺旋桨铸造凝固顺序智能控制。
关键词:TRIZ;冲突解决理论;冲突矩阵;凝固顺序控制
1 工程问题描述
随着科学技术的发展,对铸造产品精度以及铸件的性能要求越来越高,因此提高铸造工作效率、加快铸件冷却速度、促进铸件晶粒细化、提升铸件力学性能的工作十分必要。螺旋桨的材料通常是镍铝青铜,对于这种体收缩率较大的合金,对凝固顺序和凝固速度的控制是影响铸件质量的关键因素。
现有浇注成型方法往往通过增加铸件尺寸余量、增设补缩冒口、安放随型冷铁以及控制浇注次数等方法,尽可能提升产品铸造质量。但铸件尺寸余量增加会导致后续机械加工难度与周期增加,使原材料利用率降低,整体成本大幅增加。安放补缩冒口及随型冷铁,又会增加冒口及随型冷铁的加工工序,进一步导致成型周期及成本增加。如若出现内部先冷却,外部金属液没有及时填补的情况,铸件中就会出现缩松、气孔等质量问题,严重影响铸件的力学性能。
针对上述现有技术中所存在的问题,应用TRIZ理论进行研究,采用TRIZ理论的冲突解决理论,得出相应解决方案。该项研究为国家科技部“基于超大型智能原油船创新方法集成应用示范”(编号2018IM040200)科研多创新方法应用项目的部分研究内容,是基于大型船用螺旋槳制造过程的创新方法应用示范。
2 TRIZ概述
TRIZ理论是G.S.Altshuller等人自1946年开始,在研究世界各国大量高水平专利的基础上,提出的具有完整体系的发明问题解决理论。20世纪80年代中期以后,随着苏联的解体,有些TRIZ专家移居发达国家,逐渐把该理论介绍给世界,对产品的开发与创新领域产生了重要影响。G.S.Altshuller坚信解决发明问题的基本原理是客观存在的,这些客观存在可以被整理而形成一套理论,掌握该理论的人不仅可以提高发明成功率、缩短发明周期,也可使发明问题的解具有可预见性。该理论的核心是回答发明问题解决的过程、支持工具等难题,使设计者或问题解决人员能运用前人在不同领域创新的知识和经验,快速、高效地解决自己的问题。
任何问题的解决过程都包含两部分:问题分析和问题解决。因此,TRIZ包含用于问题分析的分析工具、用于系统转换的基于知识的工具和理论基础。技术系统的进化模式或定律是TRIZ的基础,这些模式包含用于工程系统进化的基本规律,理解这些模式可以增强人们解决问题的能力。TRIZ分析工具包含ARIZ算法、物质-场分析、冲突分析和功能分析,这些工具用于模型的建立、分析和转换。TRIZ基于知识的工具包括40条发明原理、76个标准解和效应数据库,都是在积累人类创新经验和大量专利的基础之上发展起来的【1】。
3 基于本题目的TRIZ解题过程研究
3.1 问题背景和描述
3.1.1 问题的背景
浇注成型过程中金属液体凝固是影响螺旋桨毛坯的关键性步骤,也是铸造成型中的特殊过程。为了降低螺旋桨铸件尺寸余量,减少铸件缺陷,实现铸件精密铸造,在浇注前希望铸造砂模具有较高温度,合理降低金属溶液充型过程中的温度降低速度,从而实现浇注过程中的稳定充型,金属溶液保持较强流动性,有利于合金中夹渣的上浮与流动。在浇注之后,又希望砂模能够较快降低温度,从而促进凝结缩短工期。因此,对砂模温度、合金凝固速度始终存在着具有一定冲突的技术要求。
3.1.2 问题的描述
①定义技术系统实现的功能
船用铜合金螺旋桨铸件成型凝固顺序控制技术系统,主要实现螺旋桨铸件成型过程中,有效控制砂型模具温度,铸件凝固顺序、速度,从而实现促进材料性能提升,降低铸件缩孔、冷隔及夹渣缺陷,缩短产品工期。由于铜合金溶液处于封闭的环境里不易观察和控制、工程量较大并且浇注凝固过程一次成型,中途不易更改等原因,导致上述功能不易实现。
②现有技术系统的工作原理
螺旋桨铸件成型过程通常采用底注式浇注,合金溶液按照重力浇注的方式依次进入直浇道、横浇道、内浇道,从而进入桨毂和叶型腔体,依次填充桨毂小端、桨叶、桨毂大端、冒口。保证夹渣上浮至冒口部分,并且表层形成一层氧化膜保护内部溶液不被氧化。待浇注完成,通常采用自然冷却凝固的方式,形成螺旋桨毛坯铸件。
③当前技术系统存在的问题
对于形状复杂的船用螺旋桨,例如叶片属于细长型、叶尖部具有扰流端板结构的KAPPEL型螺旋桨,叶尖较薄,易凝固,容易形成叶型填充不完全叶片就凝固的现象。对于大型及超大型螺旋桨,桨叶直径大,桨毂叶根部位置厚大,内部不易凝固,易出现缩孔缺陷。
④问题或类似问题的现有解决方案及其缺点
针对此类产品现有解决方案是加大产品铸件余量、增设浇注通道、根据浇注需要更改产品形状,在获得较好铸件后,根据产品尺寸依靠后续机械加工获得合格产品,产品制造工期、生产成本相对普通产品提高20%~30%以上,市场竞争力较差。
⑤新系统的要求
实现螺旋桨铸件成型过程中,保证毛坯铸件质量,避免出现浇不到、冷隔、缩孔、缩松及夹渣缺陷,有效控制砂型模具温度,铸件凝固顺序、速度的功能,解决现有技术系统的需求冲突。提升螺旋桨质量性能的同时,降低超大型及复杂特殊螺旋桨产品的制造周期及成本,提升产品市场竞争力。
3.2 问题分析
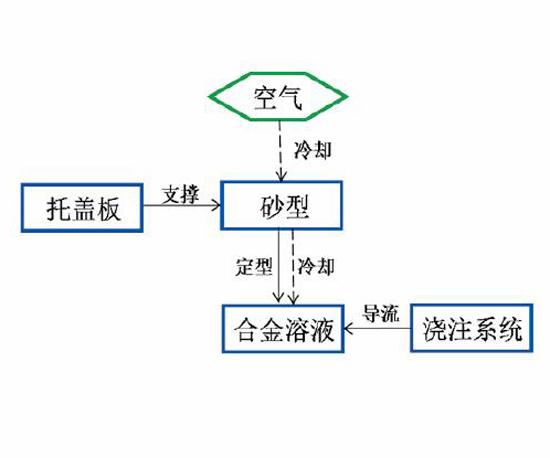
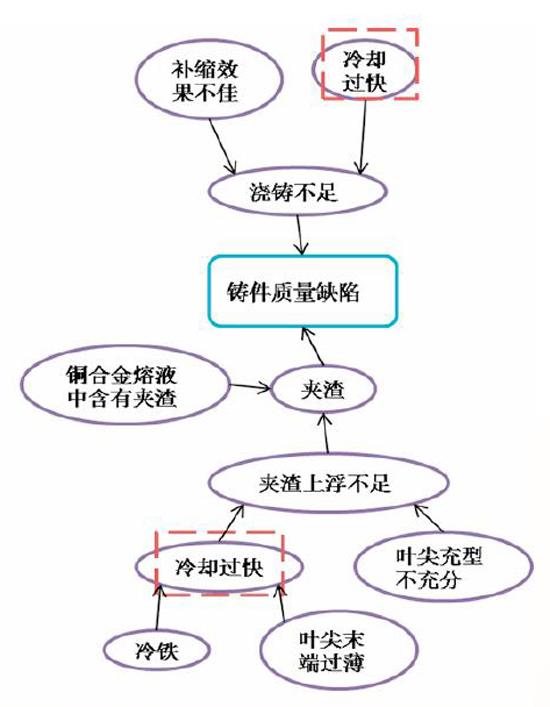
对技术系统进行功能分析和因果分析,建立功能模型(图1),进而分析系统功能不能有效实现的根原因,建立根原因映射图(图2),进而确定冲突区域,即砂型及合金溶液在浇注过程中冷却速度过快。
根据上述的功能及根原因分析,进行理想解分析。铜合金螺旋桨铸件成型凝固顺序控制系统的理想状态是有效控制凝固顺序,根据计算机模拟分析结果对应变化,实现砂模温度既高又低,凝固速度既快又慢,凝固顺序实现与计算机模拟分析结果一致。创造条件的可用资源包括砂型、托盖板、浇注系统、传感器、温度控制系统、温度控制介质,依据理想解分析得到方案为:通过某种温度控制系统有效控制砂型温度 。
3.3 问题解决
本次问题采用冲突解决理论,首先分析系统的技术冲突,主要步骤如下。
①冲突描述:为了提高铸件质量,保证金属溶液较强流动性,实现浇注过程中的稳定充型,需要降低合金溶液降温速度,但这样做会导致凝结速度较慢,工期增加。
②转换成TRIZ标准冲突:
改善的参数:强度、温度;
恶化的参数:运动物体作用时间、物体产生的有害因素。
③查找冲突矩阵,得到如下发明原理:24中介物、3局部质量。
④依据选定的发明原理,得到问题的解。
3.3.1 依据No.24发明原理-中介物的解决方案
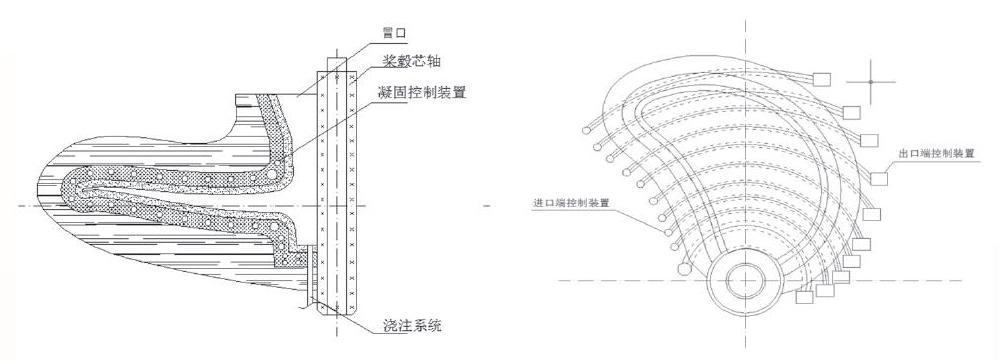
通过在铸件周围合理分布“降温介质”管路(图3),结合铸件成型理论模拟分析数值,通过控制开关阀门的先后顺序以及通流介质的温度和流量大小,实现螺旋桨铸件的顺序凝固智能控制。
3.3.2 依据No.3发明原理-局部质量的解决方案
通过在铸件周围局部安放冷铁(图4),参考上个方案的思路,在冷铁中间加装进气管路,根据计算机分析温度传感器数据情况,控制气路电磁阀开关,从而实现螺旋桨铸造凝固顺序智能控制。合理的合金溶液凝固顺序,可以有效提升铸件质量,减少缩孔、缩松等铸造缺陷,提升铸件强度。
3.4 创新解评估
项目组分别将没有任何降温装置的方案和两种降温方案在螺旋桨样件上进行了工程试验(图5、图6),验证两种方法的凝固顺序控制效果。
为实际获得降温规律,选取5个凝固的典型位置的砂型中安置测温传感器,分别为桨毂大端上对应该叶片的止口位置、相邻两叶片叶缝中间位置处、叶根最大厚度位置、0.7半径截面的叶片最大厚度处和0.975半径截面的叶片最大厚度处,监测其降温效果,测温点分布见图7。
经过96小时的降温观察,获得无降温装置、使用降温介质管路装置(方案一)及使用冷铁控制管路装置(方案二)的降温规律曲线见图8。
试验结果显示:总体按照(5)、(4)、(3)、(2)至(1)的顺序凝固;放置降温装置,采用两种降温方案的(3)、(4)和(5)测量点的温度降低速度明显加快;采用降温方案但是没有安放降温装置的位置(1)和(2)与无降温装置的方案相比降温速度变化不大;两种降温方案相比,由于降温介质管路的放置比冷铁管路放置的更为密集,所以降温效果稍好,总体降温效果相差不大。从实际应用的角度出发冷铁控制方案比降温介质管路的成本更低、生产效率更高。
4 结论
(1)第一种解决方案是在铸件周围分布降温介质管路,通过控制通流介质的温度和流量大小,实现螺旋桨铸件的顺序凝固控制。该方案效果良好,但碍于降温介质的选择及管路铺设的成本和效率问题,实现生产应用较为困难。
(2)第二种解决方案是在铸件附近合理分布冷铁,通过在冷铁中间加装进气管路,从而实现螺旋桨铸造凝固顺序智能控制,該方案效果良好,并切实可行。
(3)综合评价两种解决方案,确定最优解为在冷铁中间加装进气管路的第二种解决方案。
参考文献
[1] 檀润华. TRIZ及应用技术创新过程与方法 [M].北京:高等教育出版社,2010:11.
