四辊卷板机圆柱体板材加工工艺方法
2021-10-10王秋实张秋瑞张新连军张志铭
*王秋实 张秋瑞 张新 连军 张志铭
(渤海造船厂集团有限公司 辽宁 125000)
1.滚弯成型理论过程
四辊卷板机,在滚弯不同尺寸的板材上有不同的滚弯过程,但其工作原理基本相同。上下辊为主动轮,两侧辊为从动轮,上下两辊对板材作用的力产生驱动,侧辊对板材的切向力产生摩擦阻力,方向为沿着切向位移方向的反方向。滚弯时,上下两辊将板材夹持,保证板材在辊摩擦力的带动下发生连续稳定的弯曲变形。
2.四辊卷板机三个辊工作滚弯成型过程受力分析
四辊卷板机,其工作原理为使板材三点受力成圆。左侧辊上升与预弯卷制后的板材接触,预弯卷制后的板材具有一定的曲率,因此左侧辊的位移与预弯时的右侧辊位移量不相同,图1中A为上辊与板材接触点,B为下辊与板材接触点,四辊卷板机在工作过程中的力学形式类与非对称三辊卷板机相似,当板材右端在上下辊的驱动下运动到A点附近后,需要下降左侧辊上升右侧辊,反复的升降左右侧辊直到圆弧达到工艺要求。如图2因为上下辊将板材夹紧板材有自身的重力因素,当左侧辊完全卸载后,板材的重心和上下辊形成了一个杠杆的现象,同时形成的弯矩,弯矩时引起弯曲变形的主要因素。因为外力大过板材的屈服强度板材在靠近B端会发生塑性变形,影响圆弧的成型质量。
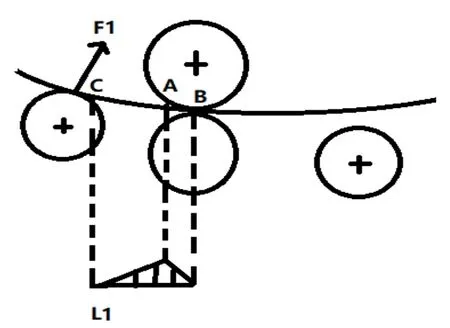
图1 三个工作辊板材受力的弯矩图
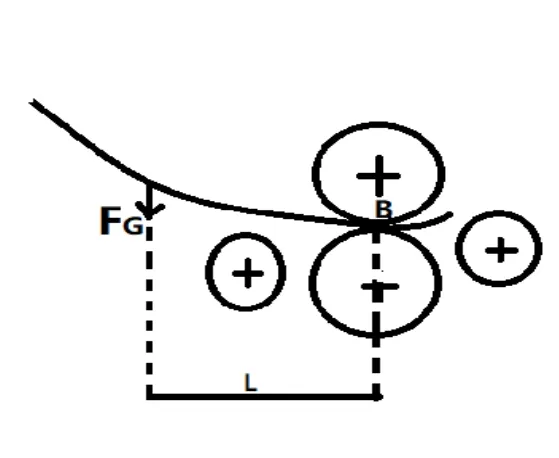
图2 左侧辊下降板材自重的弯矩图
3.四辊卷板机四个辊工作滚弯成型过程受力分析
四辊卷板机,四个辊工作其工作原理为使板材受到两个三点受力成圆。左侧辊上升与预弯卷制后的板材接触,预弯卷制后的板材具有一定的曲率,因此左侧辊的位移与预弯时的右侧辊位移量不相同,同时右侧辊也上升到与左侧辊相同的高度。图3中A为左侧辊与板材接触点,B和C为下辊与板材接触点,D点为右侧辊与板材的接触点。四辊卷板机四个辊辊弯过程中的力学形式类与两个非对称三辊卷板机,当板材在上下辊的驱动下运动到B点或C点附近后,不需要下降左侧辊和右侧辊,可以直接提升左右侧辊的高度,直到板材圆弧满足工艺要求。如图3因为上下辊将板材夹紧板材有自身的重力因素,板材的重心和上下辊形成的杠杆现象,因为左右侧辊没有完全卸载,左右侧辊的A和D点起到了支撑作用,减小了使板材自重的弯矩,也就消除了板材自重对板材弯曲变形的影响。因为自重的弯矩小于板材的屈服强度板材在靠近A和D端不会发生塑性变形,同时保证了板材的成型质量。

图3 四个辊工作板材受力的弯矩图
4.四辊卷板机两个加工工艺方法的区别
四辊卷板机三个辊工作与四辊工作板材受力的区别,由图1可知四辊卷板机三个辊工作时,是上工作辊和下工作辊和一个侧工作辊组成一个力系,板材在变形区受到一个外力的作用下发生塑性变形。由图3可知四辊卷板机四个工作辊工作时,是由上工作辊和下工作辊同时还有两个侧工作辊组成了两个力系,板材在变形区受到两个外力的作用下发生塑性变形。
板材的加工曲率是固定的,三个辊工作时板材的受到的外力为F1达到需要的加工曲率。四个辊工作时板材受到的外力分别为F2和F3达到需要的加工曲率。可以假设推断出F1×L1=F2×L2+F3×L3,因为四辊卷板机上下两辊左右两侧辊位置是固定的,所以左侧辊到下辊中心的距离L2和右侧辊到下辊中心的距离L3相等L2=L3,F1L1=(F2+F3)L2,所以F1的力系等与F2和F3的力系和。
5.试验分析及结果
本次试验设备采用某厂生产的型四辊卷板机,试验时采用33mm厚长度为7000mm的Q235板材圆弧半径设定为R4000进行试验,设定上下辊压力固定为2.5MPa。
四辊卷板机三个工作辊加工板材过程,将对中后的板材进行左右预弯,升起左侧辊到刚接触没有发生任何形变的板材高度数值为380,板材向左运动到接近上下辊并用样板观察板材圆弧的成型大小,下降左侧辊升起右侧辊高度数值为400,板材向右运动到接近上下辊,下降右侧辊升起左侧辊高度数值为420,板材向左运动,反复重复上述操作过程直到侧辊高度数值为530板材圆弧满足工艺要求。此加工过程用时为3h。
表1 三个工作辊加工板材左右侧辊数值
四辊卷板机四个工作辊加工板材过程,将对中后的板材进行左右预弯,之后升起左右侧辊到刚接触没有发生任何形变的板材高度数值380,将板材向左运动到快接近上下辊位置,用圆弧样板对发生形变的板材圆弧进行观察,之后同时升起左右侧辊高度数值为390,之后板材向右运动到接近上下辊位置,继续用样板对板材圆弧进行观察,在同时升起左右侧辊高度数值为400,板材向左运动,反复重复上述操作过程直到左右侧辊高度数值为460板材圆弧满足工艺要求。此加工过程用时为1.5h。
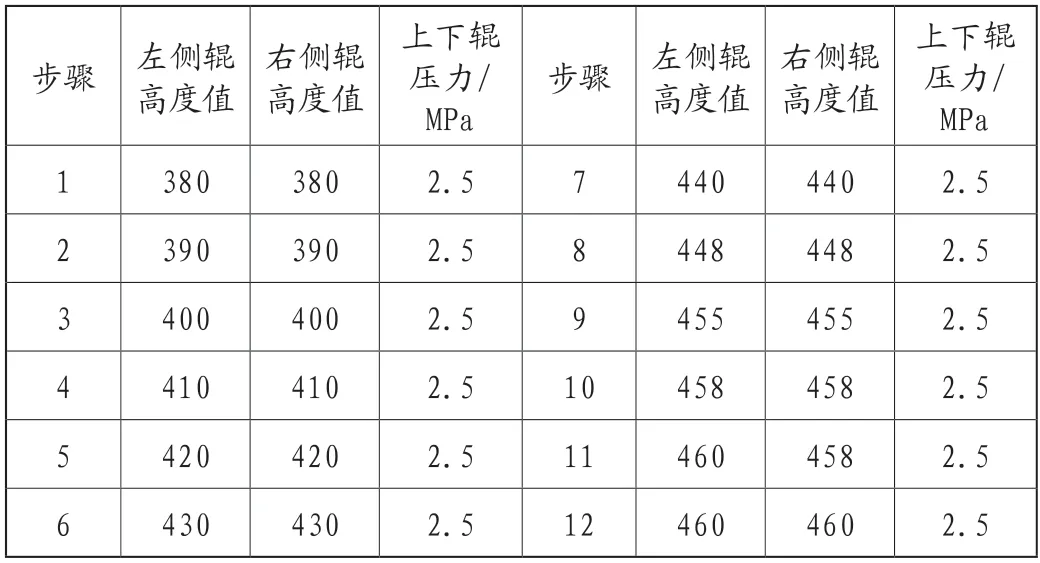
表2 四个工作辊加工板材左右侧辊数值
通过实际操作过程,可以确定四辊卷板机圆柱体板材加工,四个工作辊加工方法的工作效率明显高于三个工作辊加工方法,同时四个工作辊的加工步骤更简单,不需要反复的升降侧辊。
四辊卷板机三个辊工作时,如图2当板材靠近上下辊时需要下降左侧辊升起右侧辊。当左侧辊下降到无法给板材任何支撑力的时候,板材因为自身存在的重力会对已经产生塑性变形的板材施加一个向下的力FG,同时又因为左侧辊完全下降没有任何支持力增加的重力FG的弯矩,使原来的弯矩L1变成了L。当板材的重力FG弯矩变大超过了板材自身的屈服强度,板材在靠近上下辊的位置B点附近会发生塑性变形,形成一个与原来相反的弯曲变形。
四辊卷板机四个辊工作时,如图4当板材靠近上下辊时,不需要下降两个侧辊。板材弯矩L4和L5小于图2中的弯矩L,因为有前后辊为支持点使弯矩变小,减小了板材因弯矩过大产生相反弯曲变形的现象。

图4 四个辊工作板材自重的弯矩图
6.结论
(1)四辊卷板机卷制圆柱体板材加工采用四个工作辊加工方法经过试验证明方法可行。(2)四辊卷板机卷制圆柱体板材加工采用四个工作辊加工方法工作效率明显高于三个工作辊加工方法,并且步骤简单,同时减少设备的使用时间,增加设备的使用寿命。(3)四辊卷板机卷制圆柱体板材加工采用四个工作辊加工方法,因为有前后辊为支持点使弯矩变小,减小了板材因弯矩过大的影响,提高了工作效率和板材的成型质量。