发动机活塞卡簧自动压装及检测的设计与分析
2021-10-09刘新权
刘新权
摘要: 在发动机的活塞连杆装配过程中,活塞卡簧的压装是一个难点,本文介绍的自动工作站是快速安装活塞卡簧并验证其安装精度的专用工作站。活塞和连杆是发动机运转中的关键零部件,活塞的主要作用是承受汽缸中的燃烧压力,并将此力通过活塞销和连杆传给曲轴,而本文要介绍的卡簧恰恰是保证活塞和连杆连接的关键部件,他们的连接也对整个发动机的运转以及使用寿命起到至关重要的作用。在本文中,我们就详细介绍一下工作站的设计及其关键结构。
Abstract: In the process of assembling the piston connecting rod of engine, it is difficult to press the piston clip spring. The automatic workstation introduced in this paper is a special workstation to quickly install the piston clip spring and verify its installation accuracy. Piston and connecting rod are the key parts in engine operation. The main function of piston is to bear the combustion pressure in cylinder, and transmit the force to crankshaft through piston pin and connecting rod. The circlip introduced in this paper is the key part to ensure the connection of piston and connecting rod, and their connection also plays a vital role in the operation and service life of the whole engine. In this paper, we will introduce the design and key structure of the workstation in detail.
關键词: 发动机;卡簧压装;自动验证
Key words: engine;clamp spring pressing;automatic verification
中图分类号:U472.43 文献标识码:A 文章编号:1674-957X(2021)19-0022-02
1 活塞连杆整线概述
活塞连杆线包含活塞上料、连杆上料、活塞销自动推出、活塞连杆装配、卡簧压装、不合格料下线、连杆拧紧胀开、活塞连杆自动喷码标识、活塞连杆下线等工位。整线节拍7.5s。本文所介绍采用全自动压装的形式进行卡簧压装,在提高节拍的同时,也提升了压装合格率。
整线的工作流程如下:操作工1站在料架前通过智能料架提供的信号,从料架上拿取相应的活塞和连杆,放置在工作台上,然后操作工1将活塞销推出,将连杆放入活塞,随后再将活塞销推回,然后将活塞连杆机构挂在辊道的托盘上,按下手动放行按钮后,托盘将活塞连杆输送至下一工位,到达此工位后,活塞底部布置的扫码器扫描产品信息后继续放行至下一卡簧压装工位,卡簧压装工位自动将前端卡簧压入活塞中,然后通过几个探针对卡簧是否安装到位进行判断,合格产品继续向后到连杆胀开工位。连杆胀开工位先对连杆上的2颗螺栓进行拧松,然后快速将连杆胀开,胀开后,下面的自动喷码工位对合格的产品进行喷码标识,然后最后由操作工2将产品取下摆放至转运筐中转运到发动机生产主线进行发动机装配。整线最关键也是难度最大的工位则是卡簧自动压装及检测工位,下面我们来分析一下卡簧压装工位和卡簧失效验证工位。
2 卡簧自动压装
常规卡簧压装工位:卡簧是被压入活塞的侧面活塞销孔内,因此常规的卡簧压装工位都是将活塞水平放置,将其活塞销孔朝向竖直方向,卡簧从上部压入。但这样压装很难实现全自动压装,由于活塞在托盘中放置方向问题,因此常规压装必须由操作工手动将活塞连杆整体放入卡簧压装工位,压装好以后再手动将活塞连杆放回托盘中。
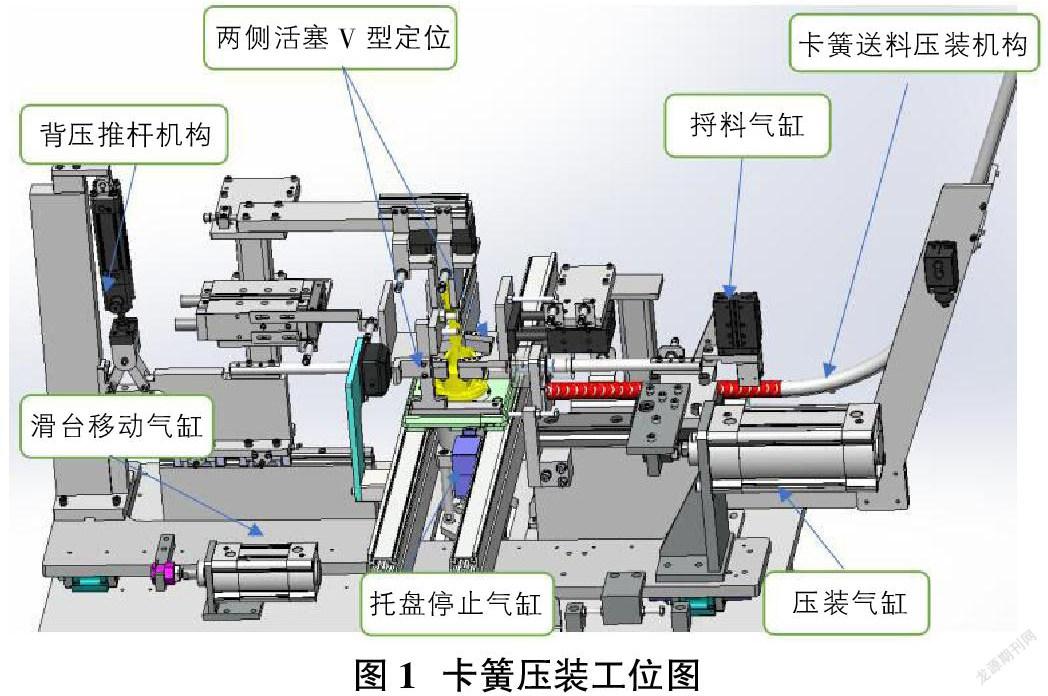
本活塞连杆线的卡簧压装工位为全自动压装,如图1,待安装的工件被放置在托盘中,托盘从上一工位流到本工位,前端停止器阻挡停止后,底部伺服顶升机构顶起,定位机构穿过托盘,直接将活塞下平面进行高度方向的定位,然后在连杆处气缸将连杆夹住,对连杆进行方向定位,此后两侧分别伸出2个V型块夹住下部的活塞,对活塞进行位置定位。当V型块伸出夹住活塞的同时,连杆夹板松开,以防止过定位。定位后卡簧送料机构也在同时将卡簧推至压装料道。压装时,从一侧先伸出背压推杆,将活塞销推出一部分,然后滑台再继续将活塞销推出,直至活塞销顶到另一侧的压装料道口,此后另一侧的压装气缸将卡簧逐渐推出,知道压装杆和背压杆一起夹住卡簧。此目的是防止卡簧在没有受力的情况下,出了料道以后弹性复位而导致无法进入活塞的卡簧槽中。最后,滑台整体回位,推杆和背压杆一同夹住卡簧将其送至活塞的卡簧槽中,到位以后,所有动作回原位,压装完成。
卡簧送料压装机构:操作工定期将待压装的卡簧装入此料杆,料杆上布置有防止卡簧转动的限位,当料杆中卡簧数量不足时,缺料检测会发出信号,提示操作工进行补料。
背压推杆机构:气缸带动铰链机构,机构前端安装背压推杆,背压推杆的目的是把活塞中的活塞销推出,并推到压装料道口,并且需要同压装杆一同将卡簧送入活塞卡簧槽中。
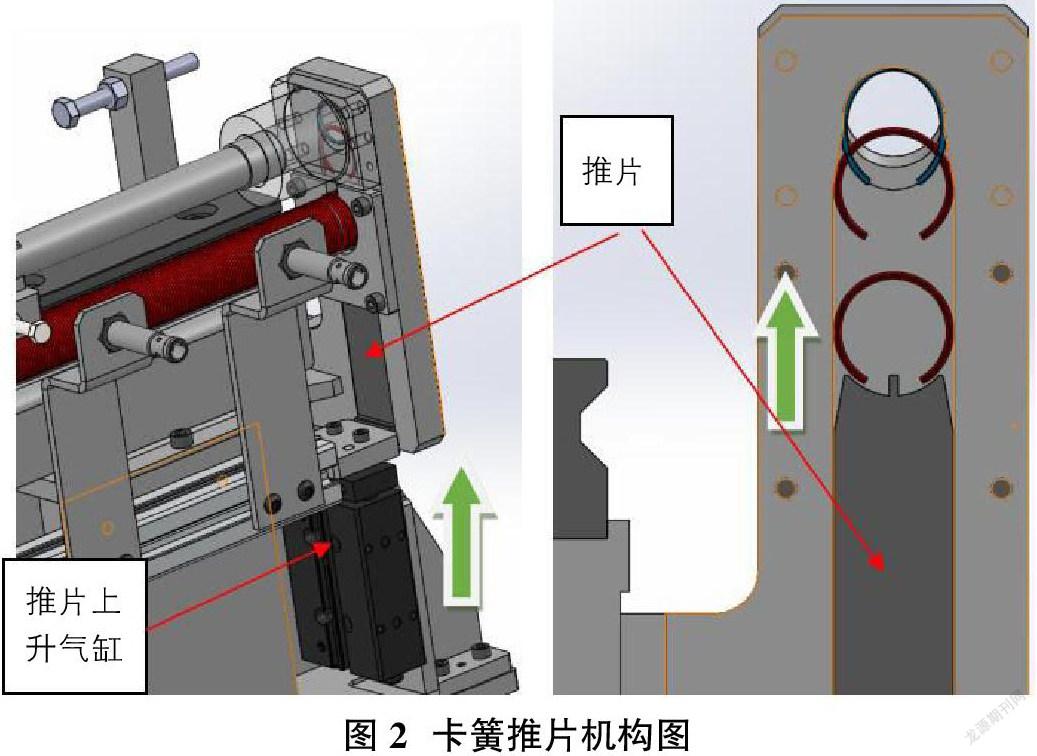
卡簧推片机构:卡簧被推片推入压装料道内时,卡簧已经被压缩成椭圆形,此时的卡簧由于是压缩状态,且在压装料道中,还有卡槽来卡住卡簧,因此卡簧不会向前后方向倾倒(如图2)。而压装料道是一个从椭圆形过渡到圆形的一个异型料道,卡簧在此料道中逐渐形变成最终进入活塞卡槽中的状态。
3 卡簧失效验证
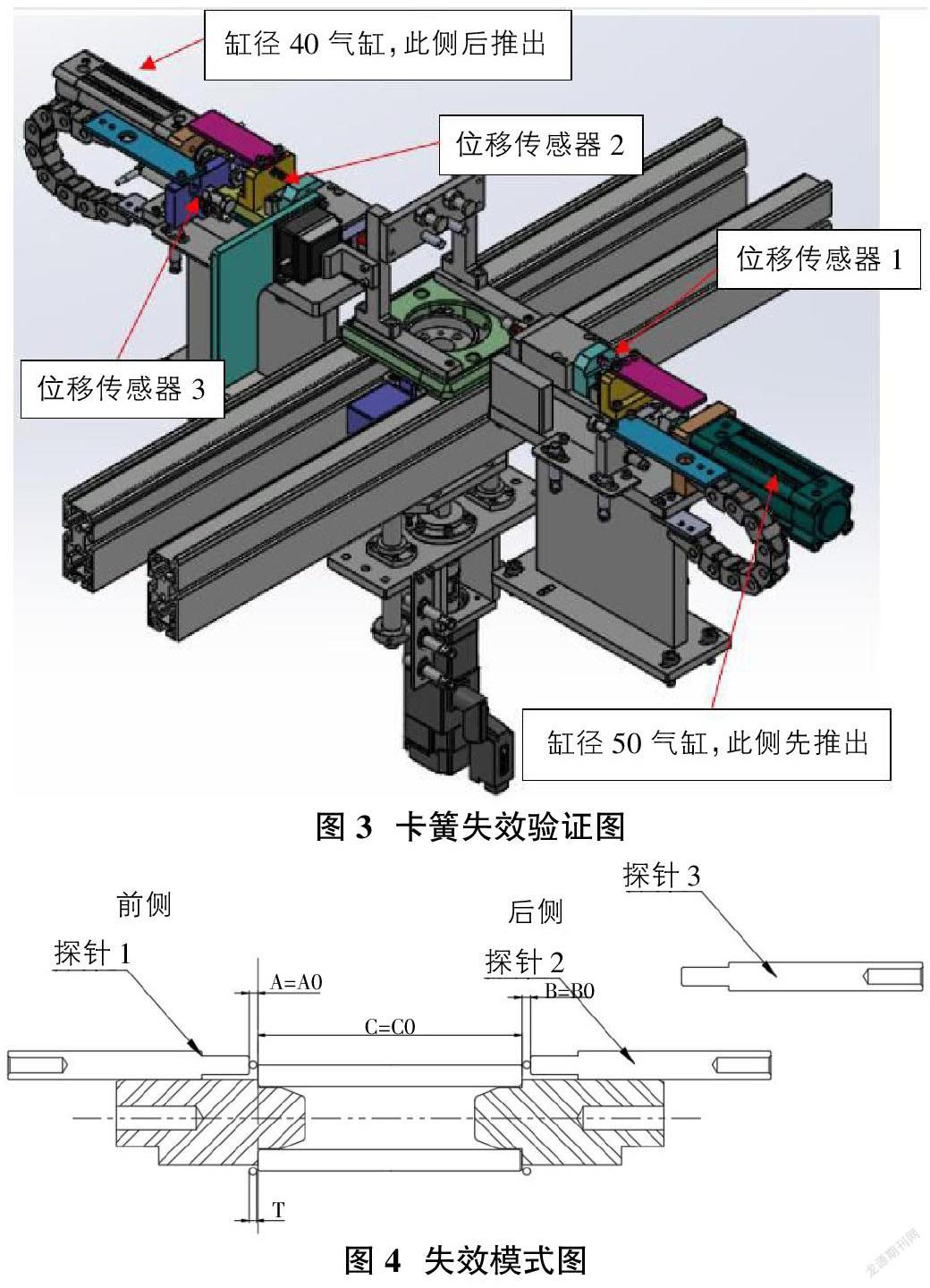
由于卡簧压装速度较快,且卡簧比较小,因此在快速压装过程中难免会有失效的情况出现,因此要满足整线的自动化生产,则必须对其失效模式进行验证,本工位通过安装在活塞前、后两侧的3个探针,对卡簧失效的多个模式进行判定。
卡簧失效验证基本结构:活塞前、后两侧布置2套气缸推动的探针机构,当工件到位后,两侧气缸分别推出,2侧分别布置有不同缸径的气缸,以缸径大的气缸一侧作为基准,这一侧气缸先推出,机构前端的顶尖顶住活塞销,与此同时,侧面的顶针顶到了卡簧位置,顶针后部的机构将顶针回退的位移反馈给后部的位移传感器,以此来检测是否有卡簧。另外一侧的结构与之类似,另外一侧的气缸后推出,检测另外一侧是否安装卡簧(如图3)。缸径小气缸一侧多了一套机构,本套机构用于检测气缸实际行走的距离变化,通过列出的失效模式种类来判断实际是哪一种失效模式。
各种失效模式(见图4):
①完全合格状态,A=A0,B=B0,C=C0;
②失效模式1:前卡簧合格,后卡簧缺失,A=A0,B=0,C=C0;
③失效模式2:后卡环合格,前卡环缺失,A=0,B=B0,C=C0;
④失效模式3:前卡环合格,后端有2个卡环,A=A0,B=B0+T,C=C0-T;
⑤失效模式4:后卡环合格,前端有两个卡环,A=0,B=B0,C=C0-T;
⑥失效模式5:前卡环合格,后卡弯折,卡环仍在一个平面,A=A0,B=0,C=C0-B0;
⑦失效模式6:后卡环合格,前卡弯折,卡环仍在一个平面,A=0,B=B0,C=C0+A0;
⑧失效模式7:前卡环合格,后卡环缺失,活塞销在后卡环的位置,A=A0,B=0,C=C0-B0(卡住),A=A0,B=0,C=C0(没卡住);
⑨失效模式8:后卡环合格,前卡环缺失,活塞销在前卡环的位置,A=0,B=A0+B0,C=C0+A0(卡住),A=0,B=B0,C=C0(没卡住);
⑩失效模式9:前卡环存在,但卡入槽内的深度不合格,A=0,B=B0,C=C0+A0-T;
失效模式10:后卡环存在,但卡入槽内的深度不合格,A=A0,B=B0+T,C=C0-T。
4 總结
智能制造日益成为未来制造业发展的重大趋势和核心内容,也是加快发展方式转变,促进工业向中高端迈进、建设制造强国的重要举措,也是新常态下打造新的国际竞争优势的必然选择。本文所介绍活塞连杆线及卡簧压装及其验证机构,包含了精密检测以及精密安装等技术,重点工位活塞连杆压装及验证更是全自动进行生产,无需操作工辅助进行,大大的提高了工作效率,也减小了人为操作失误带来的损耗。为客户的产品在质量上和性能上的提高起到了关键的作用。
参考文献:
[1]张瑞强,李振江.浅析活塞卡簧压装机的可靠性改进[J].装备制造技术,2019(11):62-64,89.
[2]唐瑞波,洪浩祯,程志国,等.活塞销卡簧压装检测一体机,CN103406750A[P].
[3]张渊,马兆彬,and王方方.“一种半自动活塞销卡簧的压装装置”,CN207616500U.2018.
