调平康片包衣工艺优化
2021-10-08钟文嘉黄益穗
钟文嘉 黄益穗
广州中医药大学第一附属医院,广东 广州 510405
调平康片[1]是广州中医药大学第一附属医院研发的院内制剂,医疗机构注册编号粤ZB20110753,原方由夜交藤、女贞子、淫羊藿、益母草、毛冬青等中药组成,具有滋补肝肾,安神活血,调平阴阳的功效,主要治疗高血压及其引起的头痛头晕,失眠多梦,面红潮热,性功能地下等。现代药理学研究[2]表明,调平康片中组成药物均有不同程度的降压作用,方中女贞子、夜交藤有镇静作用,淫羊藿中的有效成分能抑制家兔血浆NE的水平[3],且有β受体阻滞作用[4],能较好缓解患者自主神经亢进所导致的躯体症状。该片中的中药饮片含纤维量高,提取出膏率低,浸膏干燥粉碎后,药粉遇水黏性差,制得的粒压片,片芯硬度低,强度差,包衣过程片芯易开裂。因此,很有必要对该片进行包衣工艺摸索研究,为今后规模化生产提供研究基础,解决目前包衣收得率低的问题,从而提高收得率。该片以往为糖衣片,相比目前的薄膜衣片,具有生产周期长、用料多、防潮性差等缺点[5-6]。本研究从实际出发,选取包衣浆浓度、喷枪距离(喷枪枪头与片床扇面的垂直距离)、蠕动泵转速作为考察因素,以合格包衣片收得率作为考察指标,采用正交试验法对包衣工艺进行优选,确定最佳包衣工艺参数[7]。
1 仪器与材料
1.1 仪器 BGB-75B高效包衣机(温州市制药设备厂),ZP35B旋转式压片机(上海天和制药机械有限公司)。
1.2 材料 包衣粉(温州小伦包衣技术有限公司),调平康片素片(要求片芯硬度好,片面完整,边角清晰)本制剂中心固体生产组自制,自制纯化水,加入素片重量5%的包衣粉配制包衣浆。
2 方法与结果
2.1 试验因素水平设计 从薄膜包衣技术角度来说,包衣液浓度过高,易造成喷枪堵塞,包衣片橘皮样粗糙;浓度太低,包衣时间延长,片面易磨损;蠕动泵过快,会造成药片来不及干燥,造成粘连;蠕动泵过慢,会造成片面磨损;包衣锅转速过快,片面易磨损;包衣锅转速过慢,包衣片色泽不均匀[8]。本试验采用正交试验法L9(34),将自制的调平康片分为若干份,每份重量15 kg,选定包衣浆浓度、喷枪距离、蠕动泵转速作为考察因素,并制定出3个水平。见表1。
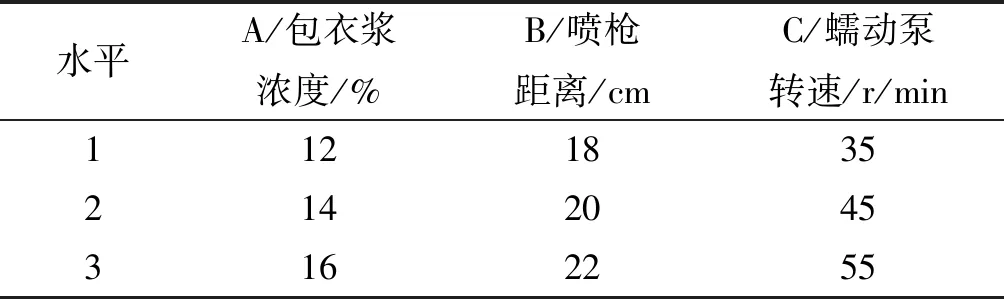
表1 正交试验L9(34)因素水平表
2.2 试验方案与结果分析 采用正交试验法L9(34),选定合格包衣片收得率作为考察指标,其中包衣片收得率=[合格包衣片重量/(合格素片重量+包衣粉重量)]×100%。试验方案见表2。
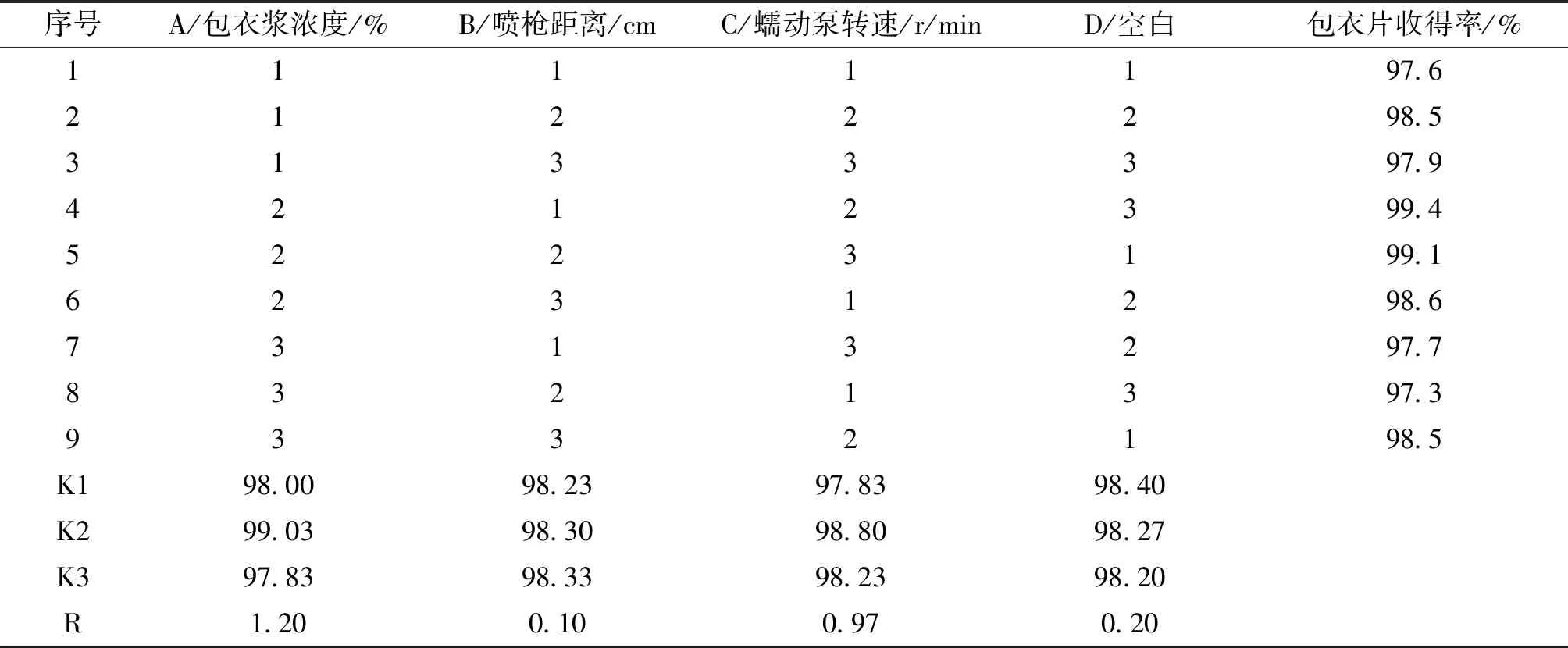
表2 L9(34)正交试验方案
由表2结果分析得出:3个因素对包衣片收得率影响程度顺序为A>C>B,故最佳工艺组合为A2C2B3。结合表3数据分析,包衣浆浓度、蠕动泵转速对包衣片收得率的影响具显著性差异;喷枪距离则无明显差异。实际生产过程中,适当减少喷枪与片床的垂直距离,有利于减少包衣浆雾化被出风带走的损耗,故最佳工艺应为A2C2B2,即包衣浆浓度14%、蠕动泵转速45 r/min、喷枪距离20 cm为最佳包衣工艺。

表3 包衣片收得率的正交试验结果方差分析
2.3 最佳工艺验证[9]为验证最佳工艺A2C2B2的可行性,按上述实验方法重复试验3次,随机抽取若干片与传统工艺包衣片进行对比,如图1所示。结果表明,传统工艺包衣片边角磨损,部分片出现薄膜衣开裂的情况;而最佳工艺A2C2B2包衣片,棱角清晰,颜色均一,极少出现不合格包衣片的情况,验证了该工艺的可行性。

图1 包衣效果对比图(左为传统工艺包衣,右为工艺A2C2B2包衣)
传统工艺与最佳工艺A2C2B2收得率比较,见表4。结果表明,最佳工艺A2C2B2包衣收得率高,稳定性、重复性好,与传统包衣平均收得率相比,提升了3.2%,能满足今后规模化生产。
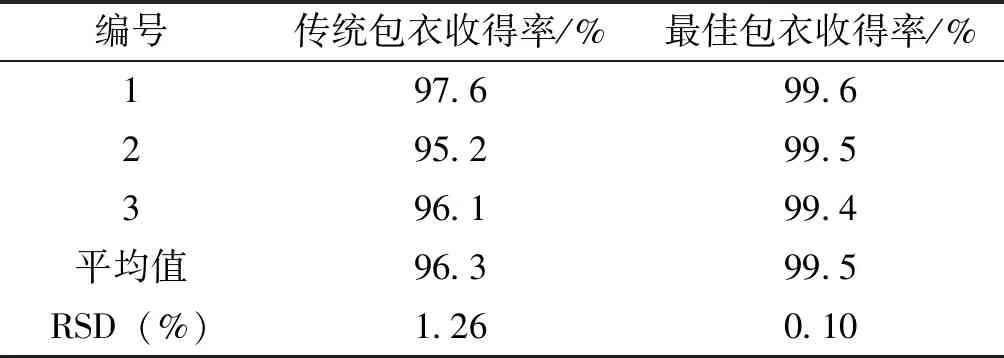
表4 A2C2B2工艺验证
3 讨论
调平康片为院内中药制剂,具有滋补肝肾、安神活血、调平阴阳的功效,方中女贞子滋补肝肾为君药;益母草入血份,活血祛瘀,利水消肿,清热解毒,毛冬青清热解毒,活血通络,二者稍益清热之力存阴,共为臣药;淫羊藿性温燥裂,补肾壮阳,以达到“阳中求阴”,为佐药;首乌藤“引阳入阴”,以达到滋阴降火、调平阴阳的功效,为使药[10]。临床研究[11]表明该片具有对抗高血压引起的血管内皮细胞(VEC)结构损失的作用。此外,调平康片联合西药降压药在治疗中医证候方面具有优势,尤其在眩晕、头痛、心悸、腰膝酸软等方面改善效果显著且降压效果优于单用西药降压药[12]。
中药包衣片相比素片具有美观性好、稳定性好且不易混淆。影响包衣的因素有很多,本试验选取了包衣浆浓度、喷枪距离、蠕动泵转速三个影响因素分析,得出包衣浆浓度14%、蠕动泵转速45 r/min、喷枪距离20 cm情况下包衣片收得率最高。实际生产过程中,需使用40 ℃~50 ℃的纯化水配置包衣浆,包衣浆配置过程,需边搅拌边缓慢加包衣粉,搅拌时间应不低于30 min,方能配制成的均匀细腻的包衣浆,从而减少包衣浆不均匀堵塞喷枪的情况。包衣开始阶段,片床需要预热,需将片床升温至40 ℃左右才能开始喷包衣浆,此举有利于增加雾化后的包衣浆的附着。包衣初始阶段包衣锅转速不宜快,以每分钟4转为宜,此举可减少因片与片之间的摩擦而导致的磨损或裂片。包衣过程中,温度的控制极为重要,温度过低,水分来不及挥发导致包衣片饱满圆润,边角不明显;温度过高,包衣片易开裂,收得率低。因此,控制好包衣温度尤为重要,一般进风温度宜控制在80 ℃左右,出风温度宜控制在50 ℃左右,保持包衣片干爽,不黏附或极少黏附在包衣锅锅壁为宜。包衣后期包衣锅转速应控制在每分钟12~14 转为宜,可减少片与片之间的色差,保证片与片之间色泽均匀。包衣增重应控制在5%,增重多了难以兼顾疗效及生产成本,增重少了不能有效覆盖素片的本身颜色或片与片之间出现色差。本试验优化后的包衣工艺提高了成品片的收得率,为今后的的规模化生产提供实验研究基础。