Q690D钢材十字形焊接接头高温后的断裂破坏试验研究
2021-09-27黄学伟张潇舸魏晨晨葛建舟
黄学伟,张潇舸,魏晨晨,赵 军,葛建舟
(郑州大学 力学与安全工程学院,河南 郑州 450001)
0 引 言
随着大跨度、高层和超高层钢结构的发展,高强钢凭借其轻质高强、耗能小等优点开始被人重视并投入使用,但高强钢结构焊接节点的强度、往复塑性变形和断裂性能等问题相对于普通强度钢结构更为突出[1-2]。在强震反复作用下,裂纹在钢结构试件或节点内萌生并扩展,在经历较少循环作用下(一般少于20周),焊接节点发生的疲劳破坏称之为超低周疲劳破坏[3-5]。强震作用下钢结构的断裂破坏属于超低周疲劳断裂破坏的范畴[6-7],其主要关注裂纹的起始和扩展。
中国是一个火灾频发的国家,火灾对生命财产安全造成了很大的威胁,对于火灾后钢结构剩余力学性能的研究尤为重要。建筑物经受火灾后,其结构在经过高温后力学性能可能发生改变,若发生改变是否影响正常使用,是否能抵御地震的作用需要进一步的研究。早期的一些试验研究结果表明,在一定的温度范围内,火灾后的钢结构承载力减少幅度较小,不影响继续使用。楼国彪等[8]将高强度螺栓高温后进行浸水冷却和自然冷却,探究了高温对螺栓力学性能的影响以及不同冷却方式对强度的影响。近年来,随着高强度钢材在建筑结构上的广泛应用,国内外学者也将研究领域扩展到高强钢高温材性及基本构件抗火性能的研究[9-10]。Qiang等[11-12]对高温处理后的S460,S690和S960高强钢材进行拉伸试验,并提出高温后高强钢的强度和弹性模量等的实用计算公式。部分学者针对Q460[13]和Q690[14]高强度钢材,也开展了高温后钢材基本性能的研究,并分析了不同冷却方式[15]对钢材高温后力学性能的影响。对于高强度钢材焊接钢结构的断裂行为,Huang等[16]研究了高强钢焊接接头在低周往复荷载下的变形能力。刘希月[17]研究了高强钢焊接构造断裂机理,探讨了焊缝类型、荷载类型及钢材强度对典型构造细节断裂性能的影响。
钢框架梁柱节点中梁下翼缘与柱翼缘的焊缝附近易发生断裂破坏,因此梁柱节点处的焊接构造对节点的断裂性能有较大影响。十字形焊接接头试件是梁下翼缘焊接区域的典型焊接构造形式,它能够较好地反映节点的断裂性能。然而目前高强钢十字形焊接节点高温后超低周疲劳破坏行为的研究还非常有限。本文开展了Q690D母材和焊缝高温后的单调拉伸试验,揭示材料的基本力学性能。另外,对Q690D十字形焊接构造试样进行了高温后的单调拉伸和超低周循环加载试验,探究了不同温度后十字形焊接件的断裂破坏模式,并对比分析其承载能力和变形能力。
1 试验概况
1.1 试样设计
本文的Q690D建筑结构高强度钢板为中国舞阳钢铁有限公司生产,钢板厚度10 mm,化学成分如表1所示,钢材的交货状态为调质,技术条件符合《低合金高强度结构钢》(GB/T 1591—2018)[18]要求。
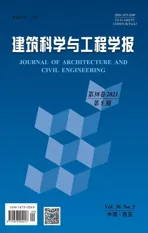
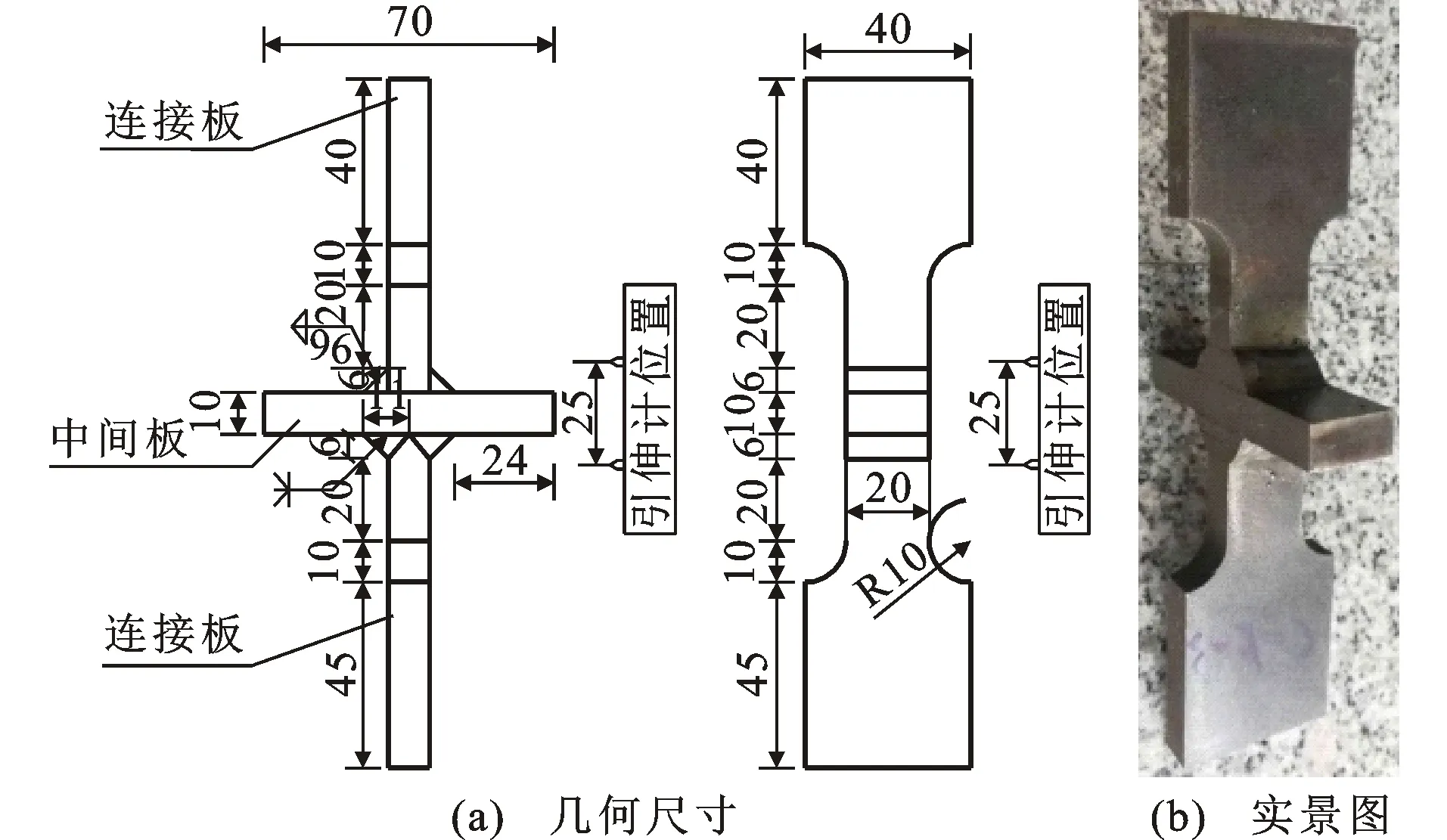
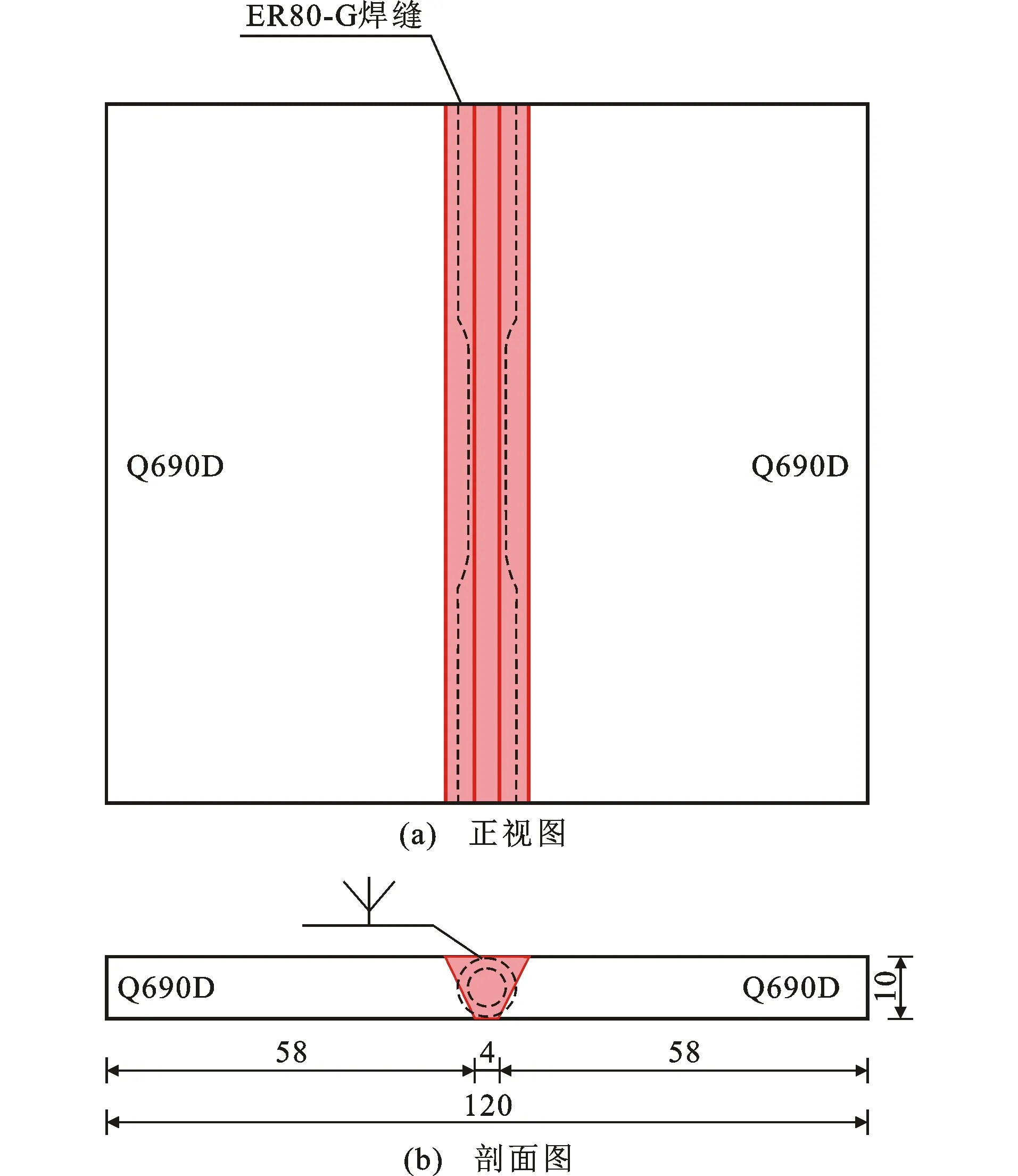
试验设计了6个Q690D钢材十字形焊接接头试样,以模拟梁柱焊接节点下翼缘处局部构造情况。十字形焊接接头试样的几何尺寸如图1所示,每个十字形焊接接头试件的两端分别采用单V坡口全熔透对接焊缝和角焊缝,角焊缝焊脚尺寸约为6 mm,细节如图2所示。

表1 Q690D钢材的化学成分Table 1 Chemical Composition of Q690D Steel
焊接采用直径为1.2 mm的ER80-G实芯焊丝,采用车床加工钢材切割备料。焊接之前首先进行预热,预热温度为140~150 ℃。焊接工艺参数如表2所示,焊接采用20%CO2+80%Ar(体积分数)混合气体保护焊,气体流量为20 L·min-1。焊接后采用缓冷工艺,首先在250~300 ℃保温6 h,再用石棉包敷4~8 h使其自然冷却到常温,完成焊接。
1.2 高温和试验加载制度
将十字形焊接接头试样放置在如图3所示的高温炉中,并在试样上捆扎一个热电偶测量试样的温度,高温炉的加热速率为10 ℃·min-1,达到目标温度后,高温炉保温20 min,然后将试件在空气中冷却至常温。各试样经受的高温如表3所示。高温加热并空气冷却后的十字形焊接接头试样如图4所示,从图4可以看出,高温后,十字形焊接接头试样由于空气氧化的原因,颜色都呈现出黑色,试样未见明显变形。
试验设备为MTS370.25轴向伺服疲劳试验系统,引伸计为MTS634.12F-24,引伸计标距为25 mm,引伸计放置的位置如图1所示。为探究不同高温后Q690D钢材十字形焊接接头试样的断裂破坏行为,分别对常温,600,700,800 ℃高温后的十字形焊接接头试件进行单调加载和循环加载试验,如图5所示,试样的加载制度见表4,其中超低周循环加载采用引伸计标距内的位移控制,加载制度如图6所示,其中的屈服位移Δy根据常温单调加载下的荷载-位移曲线来确定。

表2 焊接工艺参数Table 2 Welding Process Parameters


表3 十字形焊接件的高温制度Table 3 Temperature Scheme of Cross-shaped Welded Joints
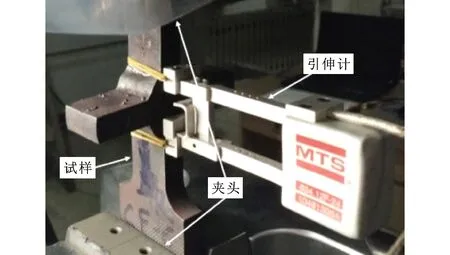

表4 十字形焊接件加载制度Table 4 Loading System of Cross-shaped Welded Joints

2 母材和焊缝高温后的力学性能
将4块Q690D钢板分别经受500,600,700,800 ℃高温,然后空气冷却后加工成如图7所示的标准拉伸试样。为研究常温和高温后ER80-G焊缝金属的基本力学性能,将2块Q690D钢板采用对接焊缝焊接,然后参考文献[19],[20]中的方法,在焊缝处抽取如图8所示的焊缝金属标准拉伸试样。另外,将同样的Q690D焊接板经受800 ℃的高温后,在焊缝处抽取拉伸试样,在MTS拉伸试验机上开展单调拉伸试验,如图9所示。得到高温后Q690D母材和焊缝金属的工程应力-应变曲线如图10所示,进而得到母材和焊缝金属的力学性能参数,如表5,6所示。Q690D钢材有明显的屈服平台,将屈服阶段的下限作为钢材的屈服强度。ER80-G焊缝金属应力-应变曲线没有明显的屈服平台,因此采用0.2%的塑性应变对应的应力值作为屈服强度σp0.2。



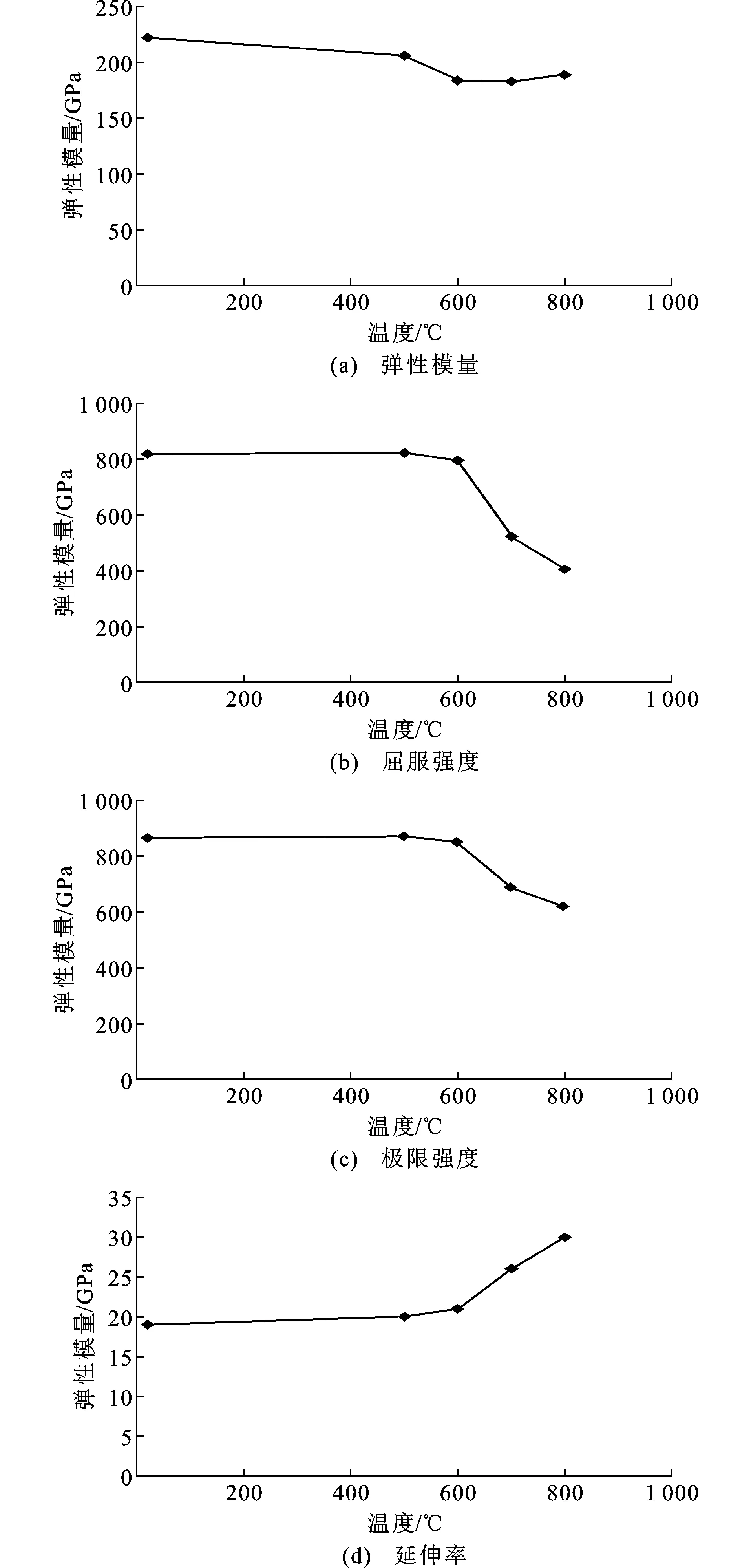
对于Q690D母材,高温后钢材的弹性模量、屈服强度、极限强度和延伸率的变化规律如图11所示。可见,弹性模量随温度的增大而减小,但减小幅度有限。500 ℃高温后钢材的屈服强度、极限强度与常温下基本相等。当温度高于600 ℃后,高温后钢材的屈服强度和极限强度随温度的增大开始明显减小,800℃高温后钢材屈服强度和极限强度分别降低到常温的49.7%,71.6%。由图11(d)可以看出,当温度高于600 ℃后,高温后钢材的延伸率随温度的升高而增大。因此,600 ℃以上的高温会削弱Q690D钢材的强度,但同时会增强钢材的延性。
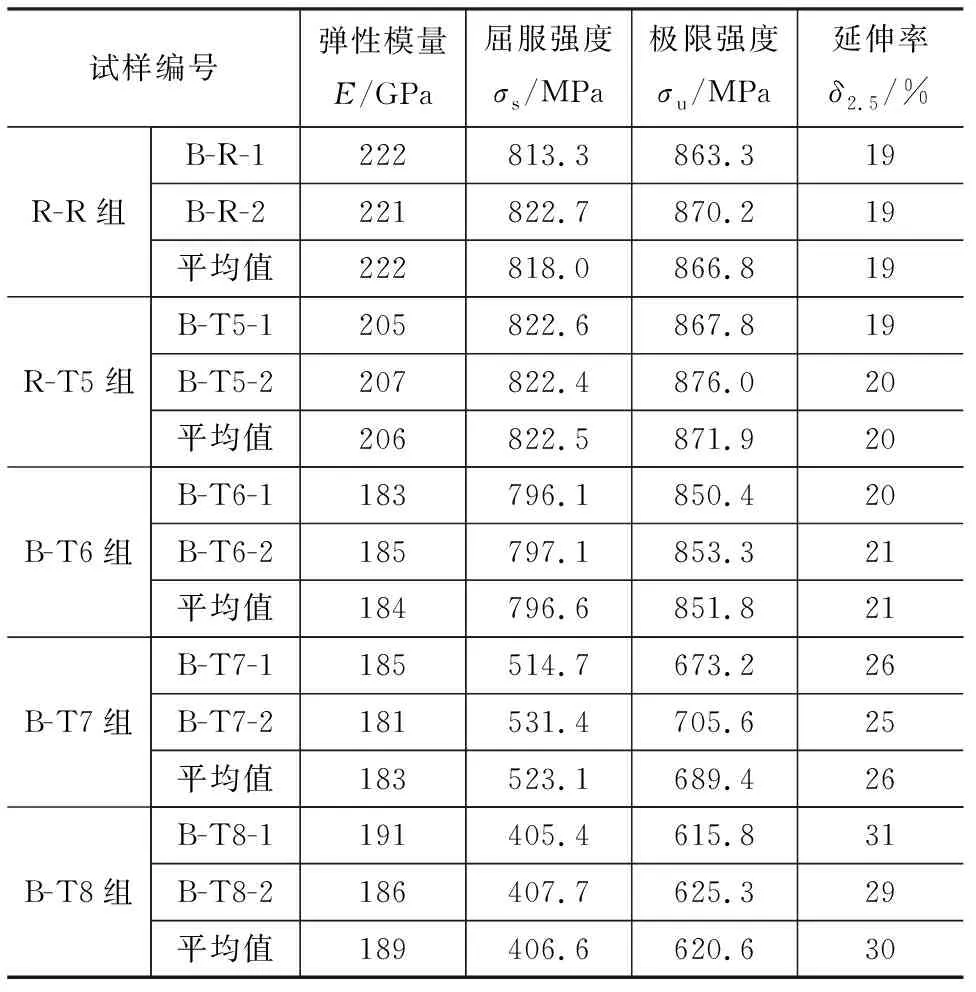
表5 Q690D钢材高温后的力学性能参数Table 5 Post-fire Mechanical Property Parameters of Q690D Steel
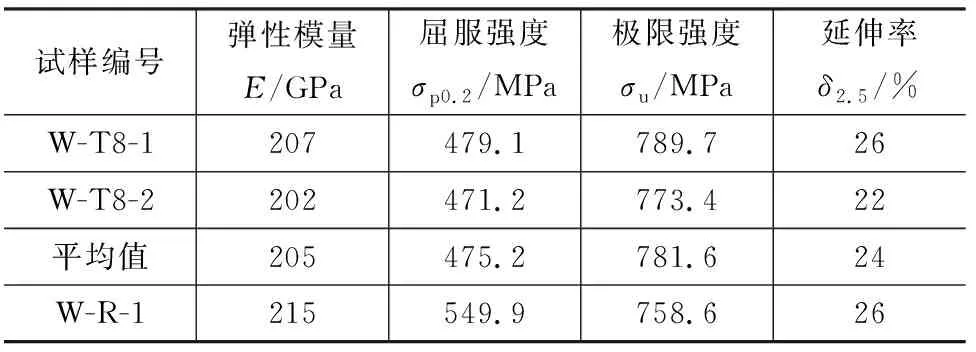
表6 ER80-G的力学性能参数Table 6 Mechanical Property Parameters of ER80-G
由表6可以看出,相对于常温情况,800 ℃高温后,焊缝金属的弹性模量变化有限,屈服强度下降,极限强度略微增大,延伸率变化较小。从图10(c)可见,常温和800 ℃高温下,ER80-G焊缝金属的应力-应变曲线比较接近。综上,800 ℃高温对Q690D高温后的力学性能影响非常显著,但对焊缝金属的影响很小。
3 十字形焊接接头试样试验结果
3.1 单调加载
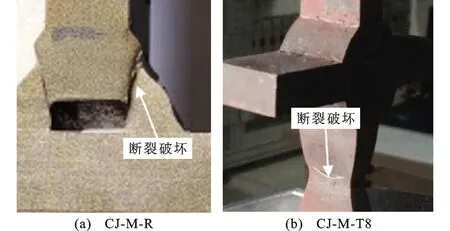
在单向拉伸荷载作用下,2个十字形焊接接头试样的断裂模式如图12所示,常温和800 ℃高温后试样的断裂模式明显不同。由于角焊缝处焊缝未熔透,因此在角焊缝处有初始裂缝。常温下,裂纹在这个初始裂缝处起始扩展,并引起试样的断裂破坏。对于800 ℃高温后的试样,断裂破坏未发生在焊接接头处,而是发生在母材处,母材处发生了明显的颈缩现象。主要原因在于,800 ℃高温后母材的强度明显降低,但焊缝金属的强度并未明显下降,尽管焊缝处有角焊缝未熔透而产生的裂缝,但由于焊缝连接处焊缝的强度较大,而母材处的强度明显降低,因此断裂破坏发生在母材处。常温下试样的断裂破坏呈现出剪切破坏的特点,而800 ℃高温后试样的断裂破坏是拉伸破坏。
3.2 超低周循环加载

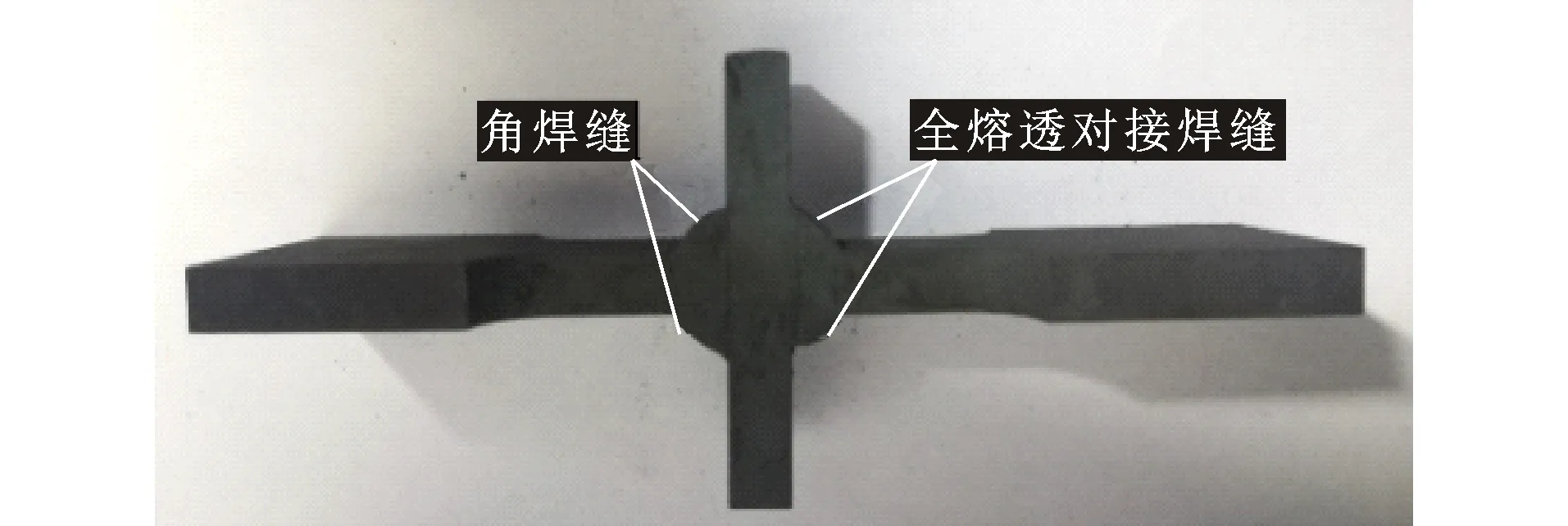
超低周循环加载下试样的断裂破坏模式如图13所示,可以看出常温和不同高温后试样的断裂破坏模式基本相同,裂纹都在角焊缝未熔透处起始,并沿着垂直于初始裂缝的方向扩展,该扩展方向也是沿着角焊缝与母材的熔透线方向,一侧角焊缝的完全断裂引起试样的断裂破坏,这种断裂破坏模式具有明显的剪切破坏特征。
4 焊接接头的承载能力和变形能力
4.1 单调加载
十字形焊接接头试样单调加载下的荷载-位移曲线见图14(a),(b),其中位移为引伸计标距内测得的焊接接头变形,试样的断裂时刻已用星号标记。对于CJ-M-T8试样,由于试样断裂发生在母材位置,因此当母材颈缩时,试样达到极限荷载,此后引伸计测量的标距内变形基本保持不变。
表7给出了单调荷载下焊接接头试样在常温和高温后的试验结果,包括屈服荷载Py及对应的变形δy、极限荷载Pu和断裂临界荷载Pf,其中屈服荷载指残余变形为0.2%平均应变(位移为0.05 mm)时对应的荷载。可以看出试样经历800 ℃的高温后,其承载能力明显减小,屈服荷载和极限荷载分别降低到常温下的68%和81%。对于CJ-M-T8试样,引伸计未测量到颈缩部分的变形,因此将MTS作动器的位移作为横坐标,对比2个试样的荷载-位移曲线[图14(c)],可以看出,高温后试样的变形能力明显增大。
4.2 超低周循环加载
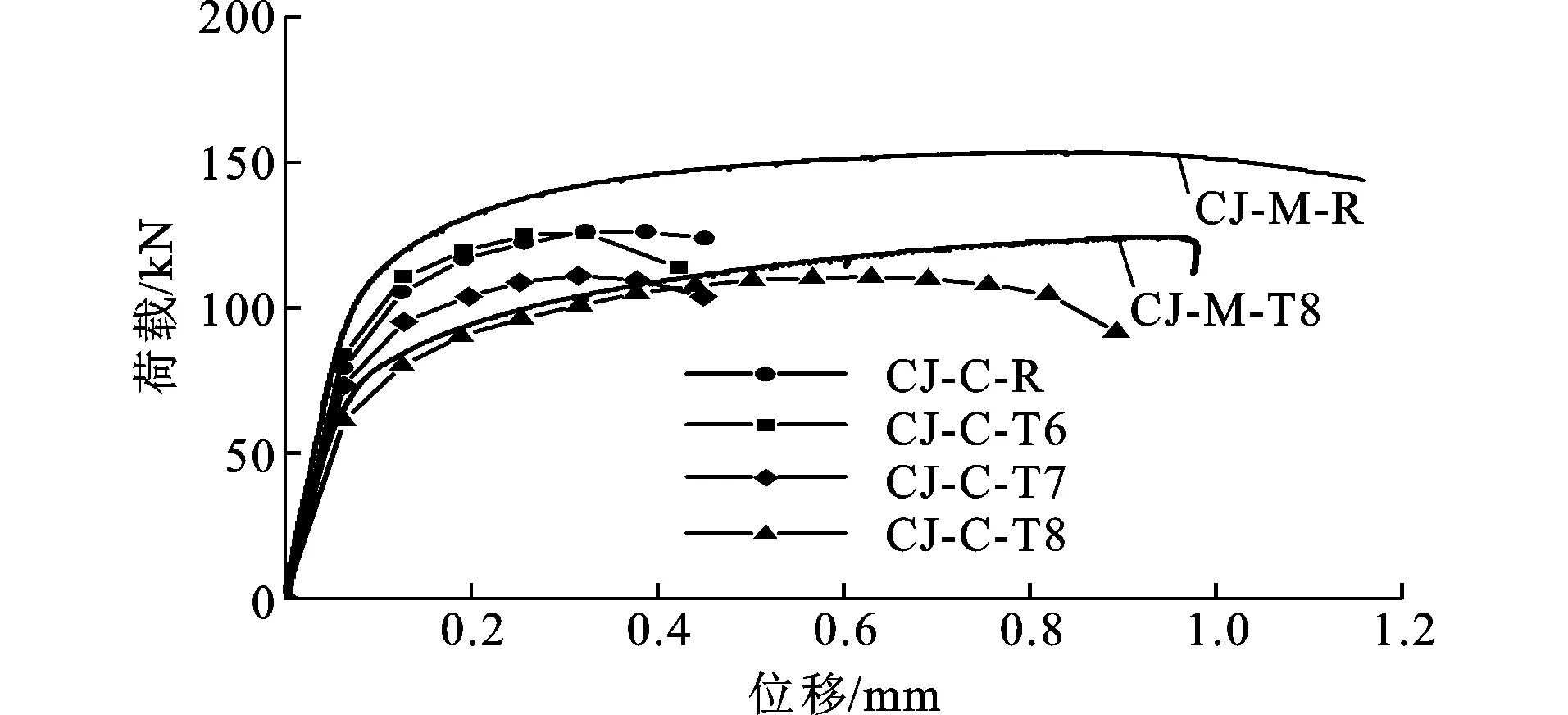
超低周循环荷载作用下试样的荷载-位移(P-δ)曲线如图15所示,其试验结果见表8。由图15可以看出,试验曲线较光滑,试验控制较好。将循环荷载-位移曲线中的各加载级别第1周的卸载顶点连接,得到试样的骨架曲线,如图16所示。通过对比不同高温后试样在循环荷载作用下的承载能力和变形能力可知,600 ℃高温后试样的极限荷载和极限位移与常温下基本相当,随着温度的继续升高,试样的极限荷载降低,800 ℃高温后试样的极限荷载降低到常温下的89%。800 ℃高温后试样的变形能力增大,其极限位移是常温下的198%。结合高温后Q690D钢材的强度变化规律可知,若Q690D钢材和焊接接头试样经受的高温低于600 ℃,则高温后钢材和焊接接头的强度和变形能力基本不变。
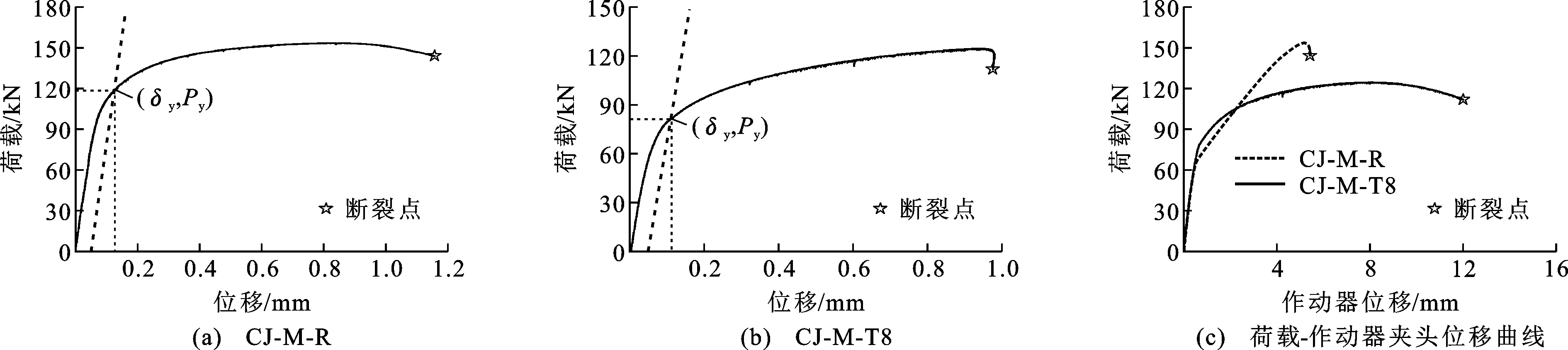

表7 十字形焊接接头试样单调加载下的试验结果Table 7 Test Results of Cross-shaped Welded Joint Specimens Under Monotonic Loading
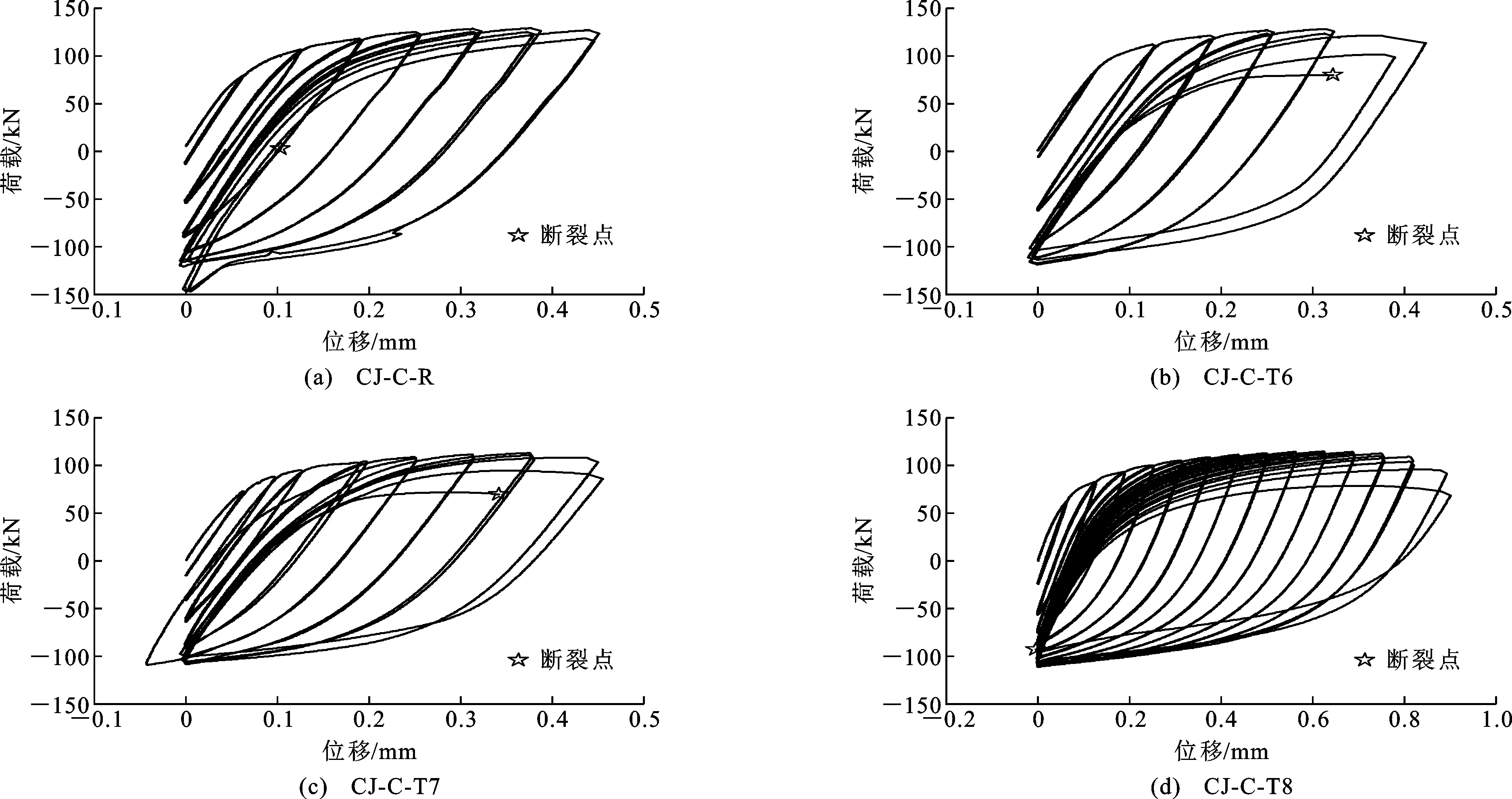
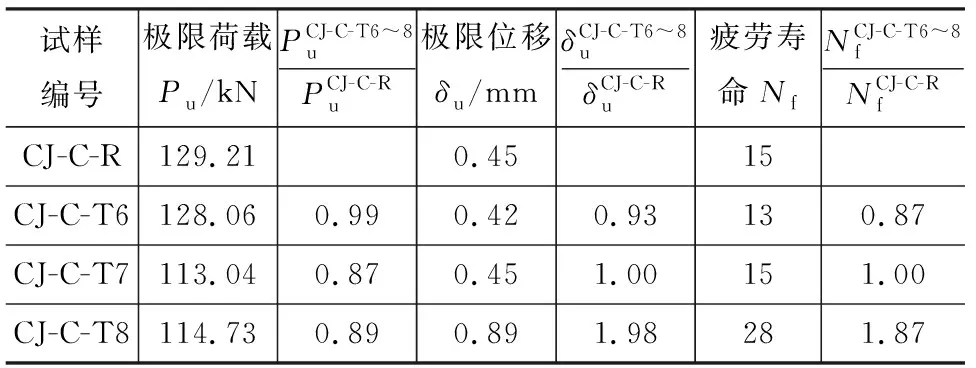
表8 十字形焊接接头试样循环荷载下的试验结果Table 8 Test Results of Cross-shaped Welded Joint Specimens Under Cyclic Load
5 试验结果分析
5.1 加载方式的影响
常温下焊接接头在单调加载和超低周循环加载下的断裂破坏模式相同,都是在角焊缝未熔透初始裂缝处产生裂纹并扩展引起的断裂破坏。800 ℃高温后,单调荷载下焊接接头在母材处断裂,但超低周循环荷载下焊接接头在角焊缝处断裂,主要原因在于超低周循环拉压荷载的作用使得角焊缝初始裂缝处更易产生裂纹并扩展。
将单调加载下的荷载-位移曲线列入焊接接头的骨架曲线中,如图16所示,可以看出,常温和800 ℃高温后焊接接头在循环荷载作用下的极限荷载和极限位移都低于单调加载的情况。
5.2 高温后焊接接头循环性能的对比分析


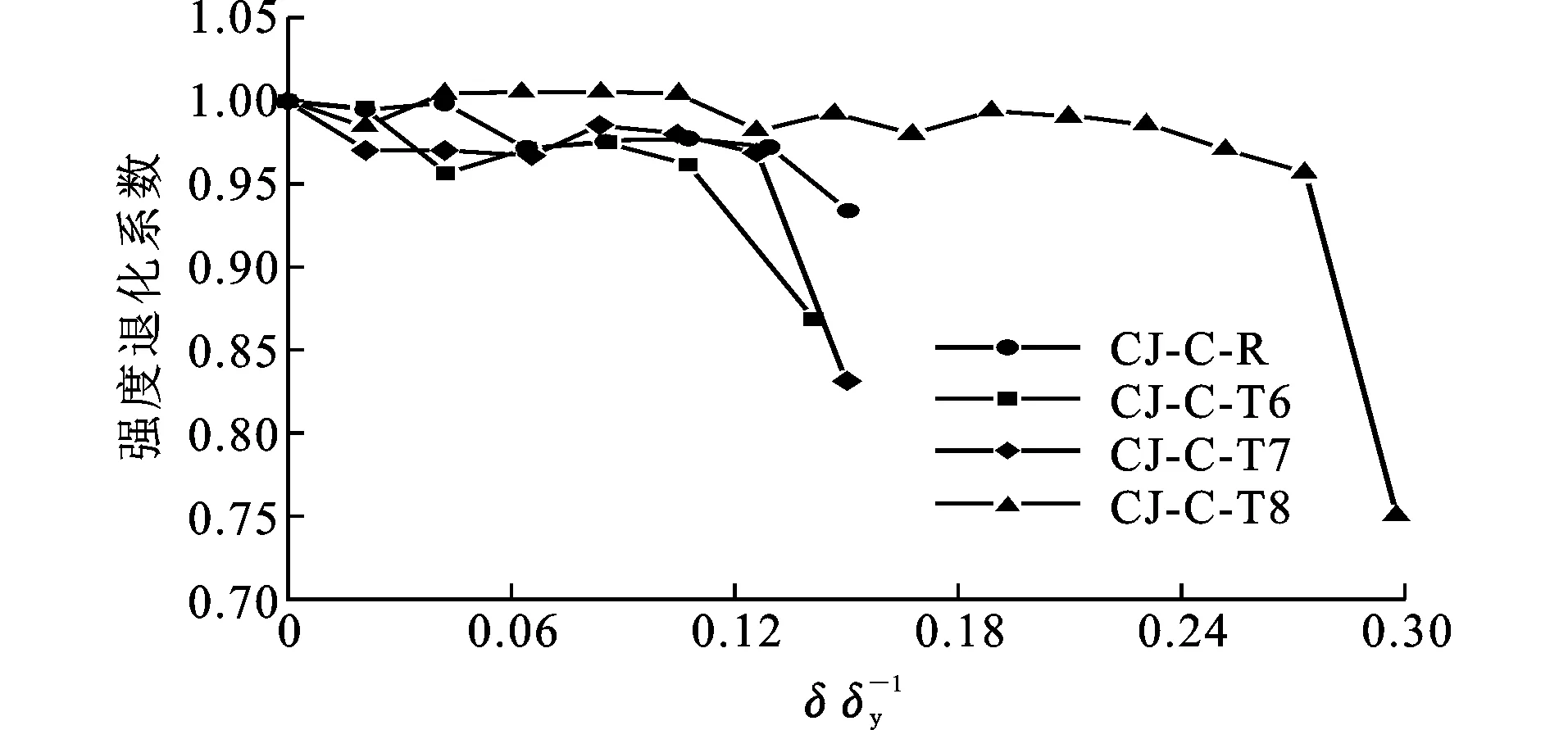
焊接接头的强度退化特性可用强度退化系数η来描述,该系数指同级加载级别下,末次循环的峰值位移对应的荷载与首次循环峰值位移对应的荷载的比值。焊接接头在常温和高温后的强度退化曲线如图18所示。可见在加载的前期,同一加载级别下2周循环的峰值位移对应的荷载基本相同,随着加载的进行,焊接接头出现损伤,强度退化系数开始下降,当裂纹扩展比较明显时,强度退化系数下降非常迅速。
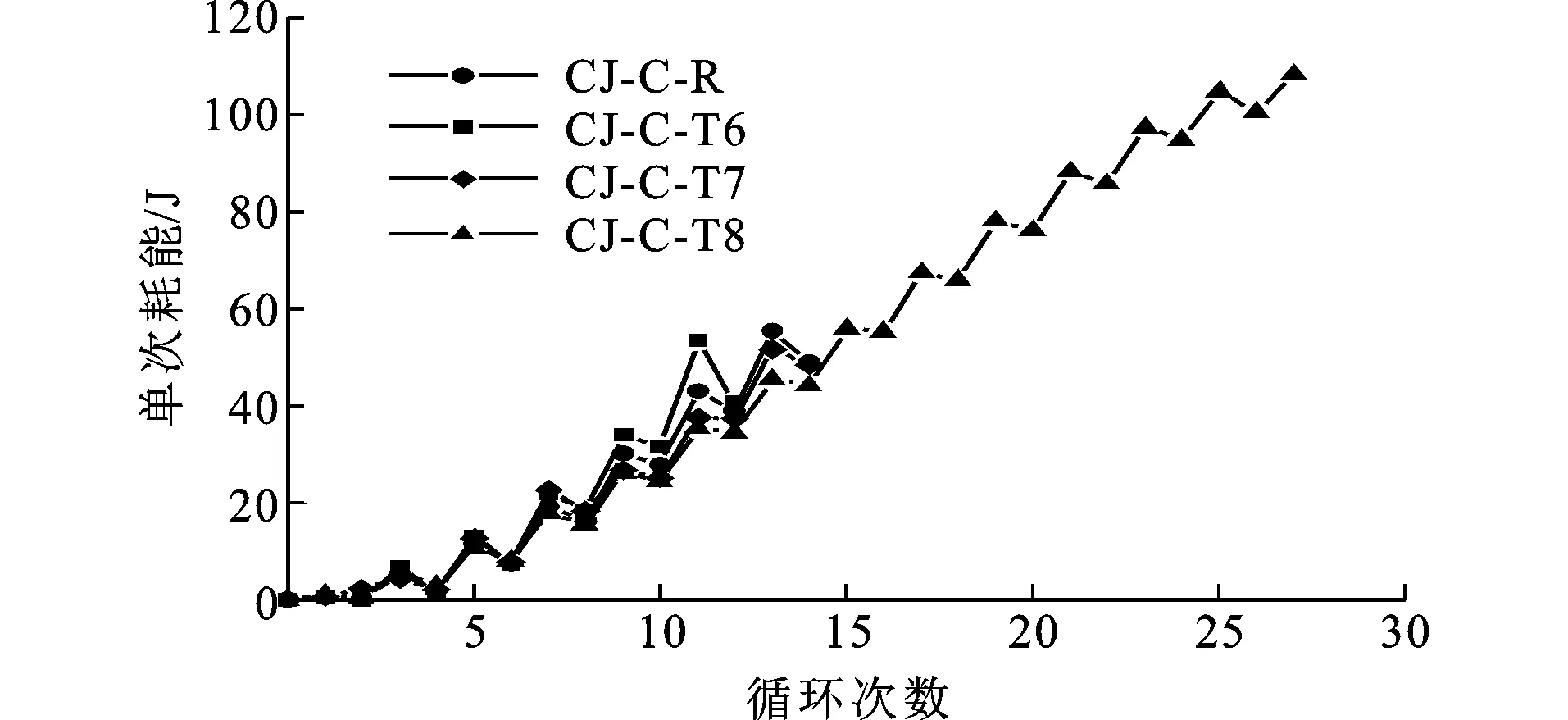
在循环荷载作用下,试件的耗能能力与荷载-位移曲线滞回环的面积成正比,基于循环荷载下焊接接头的荷载-位移曲线,定量计算出焊接接头的耗能能量。图19给出了焊接接头在循环荷载下每周的耗能能量,图20给出了焊接接头的累积耗能。由图19,20可见,焊接接头在常温下和高温后的耗能随循环周次的变化规律基本相同,每级第2周的耗能低于第1周的耗能,另外,800 ℃高温后焊接接头的累积耗能能力明显增强。

6 结 语
(1)当Q690D钢材经历的高温低于600 ℃时,钢材高温后的力学性能与常温下相当,当温度高于600 ℃时,钢材的强度降低而延伸率增大。对于ER80-G焊缝金属,800 ℃高温后焊缝金属的力学性能与常温相比变化不明显。
(2)在单调加载工况下,十字形焊接接头试样在常温和800 ℃高温后的断裂模式不同,常温下焊接接头的断裂发生在角焊缝未熔透的裂缝处,而800 ℃高温下焊接接头的断裂是由于母材的颈缩引起。800 ℃高温后十字形试样的强度降低,而变形能力增大。
(3)在循环荷载作用下,十字形焊接接头试样在常温和高温后的断裂模式基本相同,裂纹的起始和扩展均发生在角焊缝未熔透的裂缝处。当焊接接头经历的高温温度大于600 ℃时,焊接接头的强度明显降低。另外,常温和800 ℃高温后焊接接头在循环荷载作用下的极限荷载和极限位移都低于单调加载的情况。
(4)十字形焊接接头试样经历不同的高温后,其刚度退化、强度退化和耗能规律类似,800 ℃高温后,由于焊接接头的变形能力增加,其耗能能力明显增强。