成组夹具在液压阀体加工过程中的设计与应用
2021-09-26师超红杨明霞李森源
师超红,杨明霞,李森源
(运城职业技术大学,山西运城 044000)
0 引言
山西运城有着多家企业专门生产用于智慧矿山综采工作面液压支架的控制操纵阀等相关产品。由于这些企业生产的产品以多品种、中小批量生产为主,生产过程中涉及到的产品品种较多,且不断更新换代。因此,产品的加工精度和生产效率得不到保障。在液压阀体加工时,液压操纵阀、液控单向阀、平面截止阀等较多品种的阀体结构和形状基本相同;通过加工工艺分析,各种阀的阀体在车削主阀孔、钻削大面上的孔两道主要工序时,工艺相似。北京理工大学也对成组夹具结构设计技术做出了相关研究,基于产品零件族设计可重构、重用的通用成组夹具(多功能通用基础件、可调/可换定位、夹紧元件等),其柔性可以服务于零件族中的全部零件,提高了夹具的利用率,降低成本、缩短夹具准备周期[1];王国栋等[2]对实际生产中产品对定位元件存在的磨损对夹具使用寿命的影响,并以拨叉钻孔成组夹具为例,对成组夹具的定位夹紧系统进行分析;李森源等[3]介绍了在加工液压阀体主阀孔时,为了缩短生产技术准备周期,提高加工效率,设计制造了成组车床夹具。
综上所述,为了保证产品加工质量,缩短生产准备周期,提高加工效率,本文为某企业专门设计应用了2 套成组夹具,极大地提高了加工精度和生产效率,且验证了所提出的方法具有较高的实用性,在实际生产加工过程中取得了较为满意的效果。
1 成组夹具功能
成组夹具是按照成组技术原理,通过对形状和结构基本相同的一组零件的切削加工工艺分析后,针对一组相似零件的一道或几道工序而设计的专用夹具[4]。该夹具的功能及特性:(1)夹具体、夹紧机构不变,要满足一组零件的某工序加工时,只需更换个别定位或导向元件即可适应[5];(2)与普通专用夹具比较,大大缩短了夹具设计制造的生产技术准备时间;(3)对于多品种、中小批量生产,保证产品加工质量及生产进度适应性强;(4)节约成本,提高生产加工效率。成组夹具能使产品多品种、中小批量的生产达到较大批量生产的效果。因此,在产品不断更新换代、持续中小批量轮番生产的今天,有着较好的适应性和可行性。
2 零件的加工工艺分析
成组夹具加工的零件组都应符合成组工艺的三相似原则,即工艺相似(加工工序与定位基准相似);工艺特征相似(加工表面与定位基准的位置关系相似);尺寸相似(组内零件均在同一尺寸范围内)[6]。
该企业被加工零件是一组液压操纵阀、液控单向阀、平面截止阀等液压阀阀体。液压阀阀体的结构简图,如图1 所示。阀体大都采用45 钢锻造而成。几种阀体外形尺寸差异不大,长L=110~140 mm;宽B=90~120 mm;高H=50~60 mm,都属于长方体结构。几种阀体的外形结构基本相似,外形是长方体。中间都有一个或两个主阀孔D,这一组阀体的主阀孔直径一般是25~30 mm,尺寸精度、形状位置精度、表面粗糙度要求较高。在大面上都有4 个螺栓过孔4-d1、2 个通液孔2-d2,位置精度要求较高,尺寸精度、表面粗糙度要求经济精度。
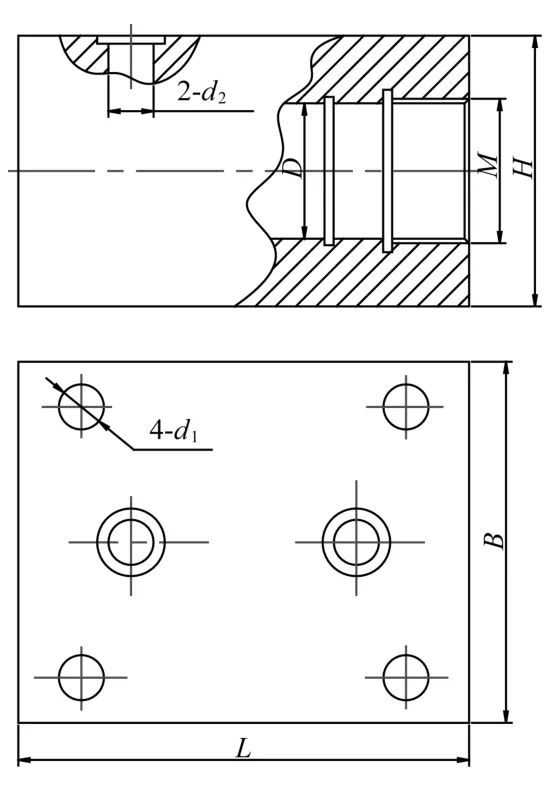
图1 液压阀阀体结构
依据工艺要求,首先加工底平面,底平面为密封面,其平面度、表面粗糙度要求较高。加工底平面首先采用铣削或车削加工;然后以底平面及侧面为定位基准平面;其次在普通车床上进行钻、扩、镗、铰主阀孔的加工,根据几种阀体的工艺要求这一工序,设计制作一套成组车床夹具进行这组液压阀体主阀孔的车削加工;最后在立式钻床上进行钻、扩、鍃孔加工。针对这一组液压阀体4 个螺栓过孔4-d1、2 个通液孔2-d2,设计制作的一套成组钻床夹具可以展开钻削加工。
3 成组夹具的设计与应用
一个优良的成组夹具应满足以下基本要求:
(1)必须稳定地保证所加工的同组零件的质量;
(2)迅速、准确、稳定地安装成组工艺文件规定的每一种零件;
(3)精确、牢固地安装在所用机床上,要确保装卸方便和准确;
(4)有足够的刚度、精度和较长的使用寿命(基础部分的寿命常为5~10年)[7];
(5)操作方便、安全可靠;
(6)结构紧凑、合理,且有良好的工艺继承性[8]。
3.1 成组车床夹具的设计及调试使用
成组车床夹具结构如图2 所示。工件在夹具中正确定位的实现应具备两个基本条件:工件上正确定位基准的选择与选择合适的定位元件。[9]

图2 车削主阀孔成组夹具总装图
(1)定位元件设计
依据零件加工工艺要求,依据基准统一的原则,采用三面六点完全定位。设计主定位板6(不同厚度的一组)、侧定位钉16(2 个可调整侧定位钉)、定位销8,实现工艺定位的要求。
(2)夹紧装置设计
设计2 个侧压紧螺钉7(手动可调);设计浮动压块及螺钉主夹紧装置13、14;主夹紧装置用手动、气压、液压、电动均可满足要求。
(3)夹具体设计
设计法兰盘1(与车床主轴的过度盘用螺钉连接);设计弯板2、侧板9、上板10(与法兰盘用螺钉连接后形成了主要支撑体);设计平衡块12(与法兰盘连接),能很好地进行平衡。
(4)夹具组装及调试使用
夹具组装:主定位板设计成一组,厚度是有变化的,根据各种阀的厚度要求不同,在装配前进行选择并进行平面铣削及磨削而成,以保证各种阀体到主阀孔的中心距H的要求;将法兰盘1 与车床主轴的过度盘用螺钉连接;依据夹具结构图将各零部件按照技术要求装至法兰盘。
夹具调试使用:依据夹具总图及技术要求进行调试,将弯板的2 个紧固螺钉松开,利用螺钉与过孔间的间隙装上一个标准块,采用打表法或划线找正法来进行调整,保证阀体到主阀孔的中心距H± ΔH的要求;调整平衡块,然后将阀体装上进行试切,试切合格后将夹具从车床上拆下配作2 个圆柱销(如图2 件4),将法兰盘与弯板等其它各零件于一体后,方可使用。
(5)夹具的特点
夹具结构紧凑,具有定位可靠、制造简单、减少夹具的设计制造成本、缩短生产准备周期等优点,能保证产品质量,有较好的经济效益;夹具具有较好的通用性、适应性、继承性,基本上能满足同组零件中的任何一种阀体主阀孔的加工;安全可靠;夹具体运用了框式结构,在使用过程中万一出现夹紧装置松动等情况,工件也会因为使用框式结构的原因而不会轻易地摔出去,从而保证操作者的安全。
3.2 成组钻床夹具的设计及调试使用
成组钻床夹具结构如图3 所示。
(1)定位元件设计
依据零件加工工艺要求,依据基准统一原则,采用了三面六点完全定位。设计主定位板2、侧定位条5、圆柱定位销3,严格做到与车床夹具统一基准,实现工艺定位的要求。
(2)夹紧装置设计
设计压板、螺杆、支撑钉等零件组成的夹紧装置。装置的压紧螺栓、支撑钉螺钉的长短可依据不同的阀体厚度来调整,加紧装置可以采用手动、气压、液压、电动等方法[10]。
(3)钻模板及夹具体设计
钻模板:钻模板用来安装钻套,如图3 中件7所示。与夹具体接触面的厚度E设计制作成一组,以适应不同阀体厚度的要求[11]。组装钻套的大面厚度设计成15 mm。钻模板毛坯一般选用球墨铸铁。
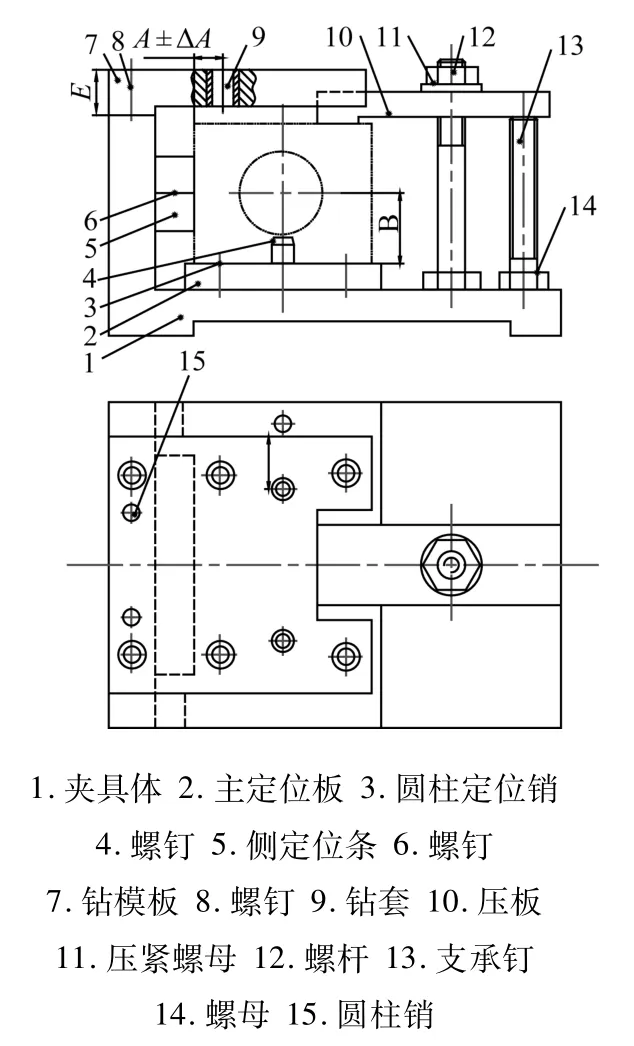
图3 钻阀体大面孔成组夹具总装图
夹具体:夹具体是用来支撑安装所有零部件的本体,一般采用灰铸铁。由于阀体所钻的孔都不大,一般可在立式钻床加工,更换不同的孔钻削时,夹具需要移动,无需考虑夹具的固定,只需在设计时考虑有较大的质量即可。
(4)夹具组装及调试使用
夹具组装:根据各种阀体的厚度要求不同,选择钻模板在装配前平面铣削及磨削而成,以保证各种阀体到主阀孔的中心距B的要求[12];依据夹具结构图,将各零部件按照技术要求装至夹具体[13]。
夹具调试使用:依据夹具总图及技术要求进行调试,将装配好的夹具在坐标镗床,以侧定位条及定位销找正,钻镗钻模板上的各钻套底孔,保证尺寸A± ΔA、C± ΔC及图纸相关尺寸要求[14];然后将阀体装上进行试切,试切合格后,配作2 个圆柱销(图3 中件15)后,便可使用。
(5)夹具的特点
夹具调整方便,更换迅速,结构紧凑合理易于操作,减少夹具的设计制造成本,缩短生产准备周期,能保证产品质量,提高工作效率,有较好的经济效益[15];夹具具有较好的实用性、经济性、可靠性,基本上能满足同组零件中液压阀体4 个螺栓过孔4-d1、2 个通液孔2-d2的钻削加工;安装方便,定位迅速,装夹稳定,更换快速。
4 结束语
成组夹具是实施成组加工的一种重要手段和物质基础。由于其具有投资少、见效快、技术成熟、易于推广、维稳性高等优越性,所以在国内外得到日益广泛的应用,而且取得了明显的技术提升和促进经济发展的效果。
采用成组夹具促进了多品种、中小批量等生产过程中的夹具设计技术的不断提升,使得该技术更加成熟,技术领域也取得了更多具有标志性的突破。夹具的机械化程度以及夹具零部件制造的专业化程度也随之提高。工序效率、零件的加工质量和夹具的利用率也有显著提高,而且增加了机床使用范围以及企业在该领域的核心竞争力。也使生产计划安排能够有序且更加合理地展开,使夹具的设计制造更加具有科学性。同时,采用成组夹具后,可以节省大量的金属材料,并减少夹具设计制造的工作量和对新产品的投资,减少大量的人力及财力成本。
近几年来,企业在新产品的试制、中小批量生产以及配套维修市场的生产实践过程中,在液压阀体主阀孔的车削加工和大面上孔的钻削加工时,两道主要工序都采用了成组夹具。经过多次的实践应用,缩短了生产技术的准备周期,减少了成组夹具的制造成本,保证产品质量的同时,又很好地保证了产品的信誉度,给企业带来了较好的效益。因此,成组夹具技术具有一定的先进性和实用性,提高作业效率,建议企业在多品种、中小批量生产过程中参考使用。
