一种金属网编织机的设计
2021-09-26黄灿军
黄灿军
(广东水利电力职业技术学院, 广州 510635)
0 引言
目前市场上的平面金属网有多种形状及加工方法[1],而其中的平面六角金属网较常见,该网具有多绞六边形网目。根据建筑物或水利工程的尺寸,将平面六角金属网裁剪成相应的网片或加筋网片,组装成绿滨垫、固滨笼等结构单元的新型护挡结构[2]。宾格网体内填卵石或碎石材料,应用到河道或湖泊的护岸工程中[3]。
传统的平面六角网编网机有正捻和正反捻2 种方法[4-5],用于编织三花、五花等规格的六方孔金属网,七花及以上网孔的自动编网机结构复杂,市场上少见。其中正捻自动编网机的核心部分是其拧花装置,通过凸轮摆杆机构和曲柄摇杆机构相互配合运动实现金属丝的错动和拧丝。另外还包括张紧、成卷、送丝及打簧等装置[6]。打簧装置是将部分金属丝提前制成弹簧状,并按照弹簧丝、直丝、弹簧丝、直丝……交替排列。拧丝过程中,弹簧丝先与某边相邻的直丝在节点处进行拧丝运动,未成网的两根金属丝旋转相应圈数,之后拧丝机构错动,弹簧丝再与另一边相邻的直丝重复该动作。该编网机的打簧装置增加了设备的成本和制丝的工时,增加了生产工艺的复杂性。同时拧丝装置在工作过程中和金属丝接触摩擦,受力较大。正捻丝装置在工作中容易磨损、变形,工作寿命较短[7]。因此开展平面金属网编织机的设计研究,对进一步简化工艺、提高生产效率具有重要意义。
1 设计方法
1.1 整体方案
如图1~3 所示,假设金属网的金属丝头数为n,则对应设置有n根拧丝半轴1,该拧丝半轴是由一根完整的轴经由通过其轴心的平面剖分后形成两根各占1/2半轴。两根拧丝半轴1 组成一对,合在一起形成1 根形式上完整的轴,并安装在剖分轴承2 中。每根金属丝3均缠绕在丝轴4 上,装在丝盒5 中,从丝盒5 盖子上的小孔中穿出,然后穿过拧丝半轴1 的通孔,再穿过弹簧夹头6上的小孔,弹簧夹头6用来保持金属丝的张紧力。金属丝3的穿丝规律:如图1所示,a、b两个丝盒5组成一对,与2个拧丝半轴1组对形成的拧丝轴c相对应,从a线盒中穿出的金属丝3穿入拧丝轴c的上半轴d,从b线盒中穿出的金属丝3穿入拧丝轴c 的下半轴e。从依次相邻的丝盒5 中穿出的金属丝3均按照上述规律进行穿丝。走网圆柱8通过销钉7带动编织好的金属网向前移动,同时将金属丝从拧丝半轴1 的孔中拉出。

图1 金属网编织机整体示意图

图2 剖分轴承的结构
1.2 拧丝机构
如图4所示,上横梁9的两端分别装有液压缸11,下横梁10 的两端分别装有液压缸12,液压缸11、12 安装在支架13上。当两个接触的拧丝半轴1的接触面转动到水平时,即与剖分轴承2上、下两部分的接触面在同一平面时,上横梁9两端的液压缸11一端伸出,一端缩回,推动上横梁9在如图3左视图所示的水平方向沿支架14上的导向孔做往复运动,其运动范围刚好为相邻两个剖分轴承2 中心孔之间距离的1/2,由支架14与固定安装在上横梁9上的电磁铁安装块15来限位,当电磁铁安装块15与支架14接触即停止运动。上横梁9进一步带动剖分轴承2的上半部分以及处于上层的拧丝半轴1一起运动。下横梁10 与上横梁9 的运动类似,但方向相反,当上横梁9 处于最右端极限位置时,则下横梁10 处于最左端的极限位置;当上横梁9 处于最右端极限位置时,则下横梁10 处于最左端的极限位置。电磁铁17的磁体和铁板分别安装在电磁铁安装块15、16 中,用来加强剖分轴承2 上、下两部分的合紧力。当剖分轴承2 上、下两部分需要水平运动时,电磁铁17断电,当运动到所需位置时,电磁铁17通电。

图3 单个拧丝机构的结构

图4 拧丝机构的整体结构
伺服电机20、导轨21、滚珠丝杆22 分别安装在支撑板18、19 上,滚珠丝杆22 的螺母23 与滑块24 固定连接,滑块24在伺服电机20的驱动下可沿着导轨21做往复运动。滑块24与上齿条25 固定连接,从而带动上齿条25 一起做往复运动。在上横梁9的另一端,支撑板26、27与上横梁9固定连接,导轨28 安装在支撑板26、27 上,滑块29 与上齿条25 固定连接,使上齿条25的另一端可沿着导轨28做往复运动。下齿条30的驱动方式与上齿条25的驱动方式一样,但二者的运动方向相反。上齿条25、下齿条30 与拧丝半轴1 上的齿轮配合,由于上齿条25与下齿条30的运动方向刚好相反,从而带动拧丝半轴1绕着剖分轴承2的轴心做旋转运动,实现拧丝效果。
1.3 丝盒驱动机构
如图5所示,丝盒5及其驱动机构均倾斜安装。丝盒5安放在两根支撑板31上,电磁铁32的磁体和铁板分别固定在支撑板31 及丝盒5 的底板中,当丝盒5 需要与支撑板31 一起移动时,电磁铁32 通电,使丝盒5 与支撑板31 的相对位置固定,当丝盒5需要与支撑板31分开时,电磁铁32断电。支撑板31 的两端分别装有液压缸33,液压缸33 安装在支架34上。在液压缸33的作用下可以沿着支架34上的导向槽沿如图4左视图所示的水平方向做往复运动,其运动范围由限位块35确定。滚珠花键轴36可随轴套37一起做旋转运动,同时可相对轴套37做伸缩运动。轴套37与连接轴38固定连接,连接轴38通过联轴器39与伺服电机40的输出轴联结,从而实现由伺服电机40驱动滚珠花键轴36做旋转运动。轴承座41安装在支架42上,实现对连接轴38一端的支撑。轴承座43通过连接板44 固定安装在支撑板45 上,实现对滚珠花键轴36 一端的支撑。支撑板45在液压缸47的作用下可沿导轨46做上下往复运动。轴承48的两侧装有两个卡簧49,用于限制轴承48在滚珠花键轴36的轴向位置,从而实现在液压缸47驱动下滚珠花键轴36相对轴套37做伸缩运动。每根滚珠花键轴36上通过连接板50装有两根方轴51,方轴51与丝盒5的方孔对应,当滚珠花键轴36在液压缸47驱动下向上运动时,方轴51进入丝盒5的方孔中,电磁铁32 断电,连接板50 托起丝盒5,一直到连接板50的下表面高于支撑板31的上表面。此处采用方轴51的目的是当连接板50 下降,将丝盒5 重新放在支撑板31 上时,支撑板31能够卡进丝盒5底部的槽中。连接轴38上装有两个同步带轮52,相邻两根连接轴38之间通过同步带53传动,实现伺服电机40 对所有连接轴38 的驱动。随着连接轴38 的转动,每根连接轴38上所装的2个丝盒5也一起转动。
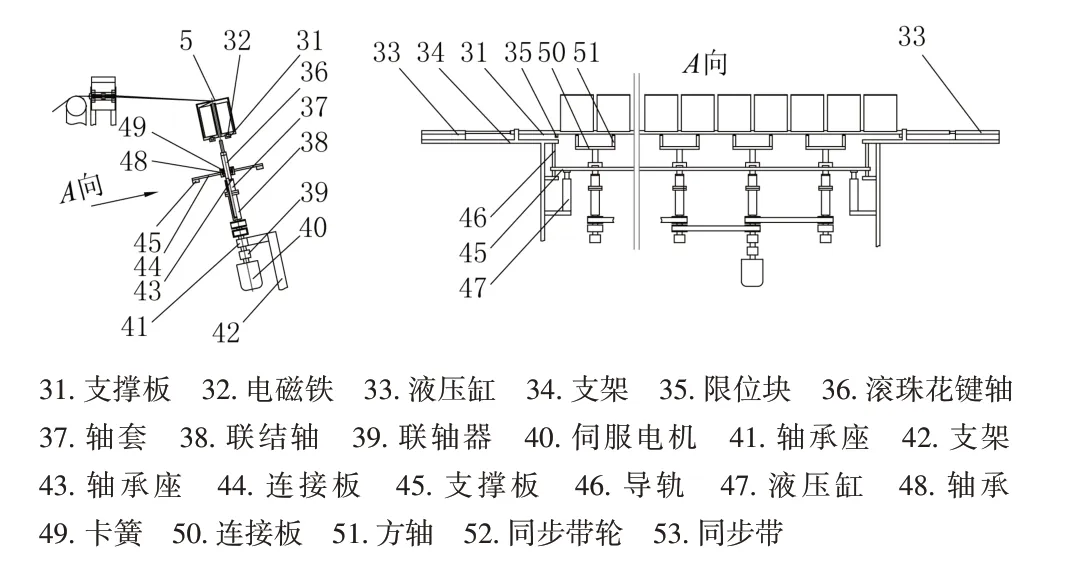
图5 丝盒及其驱动机构的结构
2 运行方案与结果
开始编网之前,上横梁9 处于最右端,上齿条25 处于最左端,下横梁10处于最左端,下齿条30处于最右端,电磁铁17 通电,支撑板31 处于最右端,电磁铁32 断电,电动推杆(或是液压缸、气动缸)47伸出,支撑板45处于最上端。
启动走网圆柱8,将金属丝从弹簧夹头6的孔中拉出,同时启动两个伺服电机20,带动上齿条25 如图4 左视图所示向右运动,带动下齿条30向左运动,进而带动两个接触在一起的拧丝半轴1做旋转运动,从而使金属丝在弹簧夹头6的出口处形成节点,通过精确控制走网圆柱8的转速,控制出丝的速度,并与拧丝半轴1的旋转速度配合,使生产出的金属网符合尺寸要求。同时启动伺服电机40,带动处于同一根滚珠花键轴36上的2个丝盒5做旋转运动,其转动速度与拧丝半轴1的旋转速度相同。由于滚珠花键轴36 倾斜安装,在2 个一组的拧丝半轴1与2个一组的丝盒5做同步旋转运动时,既能保证在弹簧夹头6的出口处形成节点,又使从丝盒5引出的金属丝不发生纠缠和打结。
经过精确地控制,当完成金属网节点所需的整数圈后,拧丝半轴1的接触面转动到水平时,即与剖分轴承2上、下两部分的接触面在同一平面时,伺服电机20停止,上齿条25处于最右端,下齿条30处于最左端,电磁铁17断电。同时,所有的丝盒5 也刚好成一条直线,此时伺服电机40 停止。然后上横梁9右端的液压缸11伸出,左端的液压缸11缩回,使上横梁9 处于最左端,下横梁10 处于最右端,电磁铁17 通电。同时,液压缸47缩回,支撑板45处于最下端,丝盒5落到支撑板31 上,电磁铁32 通电,支撑板31 右端的液压缸33 伸出,左端的液压缸33缩回,支撑板31处于最左端,之后电磁铁32断电,液压缸47伸出,支撑板45处于最上端。从而完成了相邻的拧丝半轴1的两两重新组合,以及对应的丝盒5的两两重新组合。重复上述的反向过程,则可以生成相邻的下一个节点。不断往复进而完成整个金属网的编织,实现了一次穿丝连续生产的目的。
3 结束语
本文提出一种平面金属网编织机设计,通过丝盒驱动机构的优化,将相邻两个丝盒的驱动轴倾斜安装,使两根金属丝在拧丝过程中不发生交叉、纠缠。进一步通过拧丝机构与丝盒驱动机构的联动,二者同步旋转、同步错位,实现了一次装丝连续生产。同时采用了剖分式轴承的设计,变滑动摩擦为滚动摩擦,降低了拧丝机构旋转中的磨损。整机结构紧凑、生产效率高,且生产工艺简单,易于使用、维护和修理,可提高自动化生产程度,降低生产成本,为金属网的自动化生产提供了一种高效的解决方案。
