南宁陶瓷制作实验研究*
2021-09-26曹现果陈亦静周腾飞
曹现果 陈亦静 周腾飞
(南宁职业技术学院 南宁 530007)
前言
“一带一路”倡议为中国陶瓷等特色产业融入全球市场提供很好的契机,技术创新能明显提高产业的竞争力,也能较大程度上促进地方特色产业进行转型升级。广西是陶瓷的发源地之一,文化底蕴深厚、传承有序,尤其以钦州坭兴陶与北流陶瓷最为典形。随着旅游业的发展,广西陶瓷旅游工艺品也面临着瓶颈,2018年广西陶瓷产业利润只占到全国的1.83%,南宁陶瓷有着一定的历史,发展比较缓慢,没有鲜明的特色。最为突出的问题是陶瓷泥料和装饰技法单一、创新开发能力较为薄弱,不利于产品多样化发展,导致陶瓷旅游工艺品普遍处于比较廉价的位置,严重制约了南宁陶瓷产业经济效益的提升。笔者主要从泥料、成形、装饰、烧成等方面进行相关实验,力图开发具有本土特色的陶瓷旅游产品。
1 实验分析
1.1 原料分析
陶瓷制作坯体的泥料一般是由几种不同的原料配制而成,原料的种类和调配比例不同,可以制作不同性能的陶瓷产品。普通的陶瓷坯体一般是由粘土、石英及熔剂类矿物原料组成。粘土类原料是陶瓷的主要原料之一,粘土之所以作为陶瓷的主要原料,是由于其具有可塑性和烧结性。项目小组成员从南宁市昆仑关提取泥样,通过采样、提炼、陈腐后,发现南宁泥料颜色偏黄,土质细腻,含少量泥沙,SiO2和Al2O3含量偏高,可塑性相对较弱(见图1)。

图1 南宁昆仑关附近提取泥样Fig.1 Extract mud samples near Kunlunguan of Nanning
1.2 成形分析
目前陶瓷制品的种类繁多,用途各异,制品的形状、大小、材质、厚薄、烧成温度不一,因此采用的成形方法也多种多样。南宁泥料根据特性,主要为滚压成形、拉坯成形、注浆成形的方法进行试验。
1.2.1 滚压成形
滚压成形的操作原理主要为利用滚头绕自己的轴线以一定的速度旋转,滚压头由中心逐渐接近盛放泥料的磨具,对泥料进行“滚”和“压”的作用而成形。滚压时坯泥均匀展开,受力由小到大比较缓和、均匀。滚压成形可分为阳模滚压和阴模滚压,本次主要采用阴模进行试验,南宁泥料在进行操作的时候由于泥料的可塑性稍差,出现干裂、变形等问题。
1.2.2 拉坯成形
拉坯成形,又叫做坯成形,主要为利用陶轮或辘轳上进行操作,操作过程中主要依靠手掌力和手指力对可塑性泥料进行拉、压、扩、收等作用,泥料在力的作用下发生拉长、缩短、扩展、收紧,变成所需要的器形。在实验中,南宁泥料由于自身的特性,制作小件宽口的茶杯、茶盏比较顺利,但是制作尺寸相对较大的笔洗、尺寸较高的笔筒出现坍塌、变形、干裂等现象。
1.2.3 注浆成形
注浆成形是基于石膏磨具能吸收水分的特性,注浆成形可以分为三个阶段:从泥浆注入石膏模具吸收水分到磨具内形成薄泥层为第一阶段;形成薄泥层后,泥层逐渐增厚为第二阶段;坯体形成后到从磨具中脱离出来为第三阶段。南宁泥料在进行注浆成形时流动性相对较好,但是注浆的速率较慢,泥浆的触变性太小,生坯容易软塌,并且泥浆中出现少量的气泡。
1.3 装饰实验
陶瓷的装饰方法很多,装饰手法各有其特点,主要有色釉、釉上彩绘、釉下彩绘、刻花镂空等,南宁泥料主要采用影青、红釉、花釉等釉料试验及青花、釉下五彩绘画试验,南宁泥料有着自己的颜色,在釉料试验过程中出现釉料把泥坯拉裂、缩釉、花釉流动性大容易粘连硼板等现象,在绘画试验中,青花在坯体上发色比较沉稳,釉下五彩发色相对较淡,绘画时勾勒线条不流畅等。
1.4 烧成实验
陶瓷烧成是陶瓷生产的主要工序之一。经过前期制坯成形、上釉后的半成品,需要经过火的洗礼,在高温的作用下发生一系列物理化学反应,最后显气孔率接近于零,才能达到完全致密程度的瓷化现象。第一次采用1 100 ℃对南宁泥料试烧,发现其玻化程度不高,无变形,部分中温釉料无融化等现象;第二次采用1 250 ℃对南宁泥料进行试烧,发现其坯体收缩比不高,无变形现象,敲起来声音清脆;第三次采用1 330 ℃试验,发现其玻化程度高,声音清脆,瓷器出现开裂,花釉出现粘板现象。
2 解决技术问题
通过对南宁泥料进行成形、装饰、烧成等方面实验,得出南宁泥料自身的特点,但是也出现一系列的问题:泥料可塑性相对较差、含铁量较高;成形出现坍塌、变形、干裂等现象;装饰方面出现坯釉分离,釉下五彩发色相对较淡,绘画时勾勒线条不流畅等问题;烧成方面,泥料承受温度区间相对较小。为了解决以上问题,研究团队进行了一系列实验。
首先,泥料方面。在国家陶瓷产品质量监督检验中心进行南宁坯料相关成分分析(见图2),石英的主要成分为二氧化硅,在陶瓷生产中,作为瘠性原料加入到陶瓷坯料中时,在烧成前可调节坯料的可塑性,在烧成时石英的加热膨胀可部分抵消部分坯体的收缩。昆仑关取样泥料经检测发现SiO2含量为65.92%,泥料灼烧减量为6.72%,与湖南界牌高火泥、江苏无锡白泥中SiO2含量相当,泥料的可塑性稍差,但收缩较小。泥料中Al2O3含量为22.36%,Fe2O3含量为1.13%,TiO2含量为8%。其中,Fe2O3和TiO2是能引起坯体显色的杂质,如在还原气氛下进行煅烧,由于部分Fe2O3被还原成FeO,则呈现出青、蓝灰色,同时降低黏土的耐火度。首先研究小组针对泥料中的铁元素,可以采用淘洗等方法清除,分散度大容易被磁吸引的铁杂质可以用电磁选矿来除去,其次,由于南宁泥料为可塑性相对较弱的泥料,可以将湿润的泥土或者坯料长期陈腐,将泥料进行真空处理,并且多次练泥,掺入少量的高岭粉等措施,提高泥料的可塑性。最后,控制泥料中的含水量,把可塑水量控制在15%~25%,使泥料具有适当的可触变性。
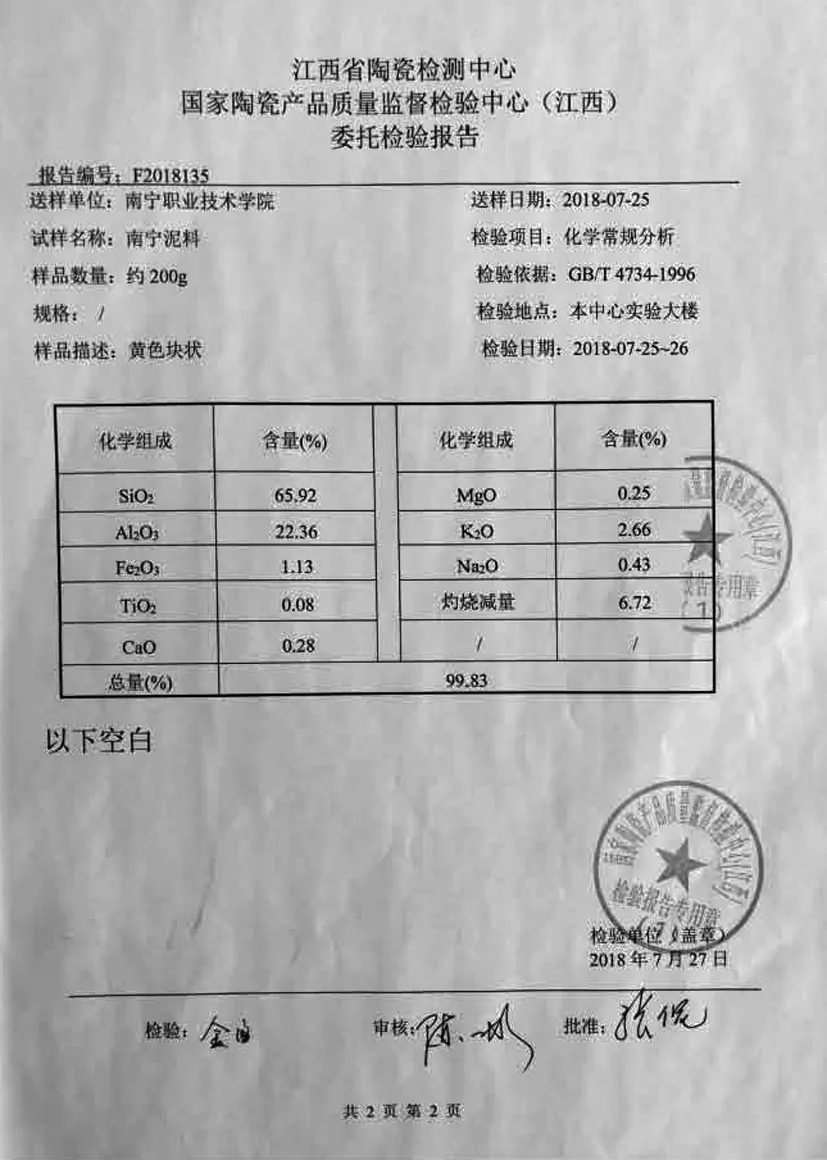
图2 南宁泥料检验报告Fig.2 Inspection report of clay material of Nanning
其次,成形方面。在进行滚压成形时,成形压力大,成形速度快,要求泥料可塑性好屈服值高,延展变形量相对大些,含水量相对小些。经过反复测验,南宁泥料在进行滚压成形时水分控制在15%~19%,采用阳模滚压时,由于泥料漏在外面,泥料水分少一些才不至于操作时甩离模具,泥料的可塑性相对好些,而采用阴模滚压时,水分可以相对多一些,泥料的可塑性可以相对差些。在滚压的时候,要控制滚头的转速,如果滚头的转速过快,容易粘贴滚头,甚至出现飞泥现象。在进行注浆成形时,要注意泥浆的密度、粘度、稠化度、含水量、悬浮性等指标,针对出现开裂、坯体变形、坍塌、气泡针孔等问题,研究小组进行一系列实验,分析问题原因,找出解决方法。首先,泥浆的质量不好,陈放时间不够,坯体在模具中存放时间过长导致出现坯体开裂的现象;其次,由于电解质不足,并且泥浆中含水量过高,导致坯体生成不良,出现变形、坍塌等现象;最后,因泥浆中气泡未排除,注浆时加浆较急,把空气密闭在泥浆中,出现气泡针孔现象。因此注浆成形时,要注意泥浆的质量,合理控制电解质的占比。在进行拉坯成形时,出现开裂、变形等问题,研究小组进行分析,拉坯所用泥料屈服值不宜太高,延展变形量相对较宽。其中含水量不能太高,含水量在20%~25%之间比较合适,尤其是制作相对较大的盘子、钵等器形时,要注意泥料中的含水量低少,辘轳的转速慢些。再次,装饰方面。装饰方面出现坯釉分离,釉下彩乳浊、装饰纹样不清晰等问题。出现坯釉分离的龟裂现象的主要原因一般是在坯体上施釉之前没有补水或局部漏补水,干透的坯体上粘染粉尘,致使坯体和釉料之间的黏结性降低。出现釉下彩乳浊的原因主要为釉料失透,可以选用铅熔块含量多而硼砂熔块含量较少的釉料;釉下彩发色较淡的原因主要为泥坯颜色为黄色,含有少量的铁,我们可以采用化妆土的手法进行装饰,然后再进行釉下彩绘,同时可以把釉下彩的料调制相对较浓,用浓度较高的红茶进行调制,使颜色发色稳定。
最后,烧成方面。坯体的烧成过程分为四个阶段,即:1、蒸发期;2、氧化分解和晶形转化期;3、玻化成瓷期;4、冷却期。经过大量实验发现,第一,南宁泥料制作坯体的吸水快,需要严格把握釉浆浓度、浸渍时间,不要施釉过厚;第二,坯体与调制的釉料适宜在1 200 ℃~1 290 ℃,具体要根据釉料特性制定升温曲线,青釉、透明釉对温度和气氛要求相对较低,花釉要求相对较高,在降温的时候根据釉料特性注意保温,开窑温度不得高于180 ℃;第三,烧制出现针孔等现象,主要原因为坯料中的结晶水不能从坯体的表面排出,釉料颗粒会堵住坯体的孔洞,水分渗入釉层。当温度达到600 ℃之后,需要降低烧成速度,保持窑内良好的通风性进行控制。广西旅游产业发展越来越迅猛,而市场上旅游工艺品结构单一,缺乏吸引力和竞争力,特色不突出、缺乏差异性和地方性,只有解决南宁陶瓷泥料、造形、装饰等方面的技术问题,提取少数民族文化、民族精神,应用于陶瓷工艺品,才能丰富广西旅游工艺品种类,深入跨界融合,打造城市旅游特色品牌,突出新颖性和地方性,推进文化与旅游工艺品的深度融合具有重要意义。