一种粉剂物料自动包装机的创新设计
2021-09-24张万明孟显锋张玉生
张万明,宫 翔,于 雪,孟显锋,张玉生
(1.河北省工业机械手控制与可靠性技术创新中心,河北省沧州市重庆路1号 061001;2.沧州市工业机械手控制与可靠性技术创新中心,河北省沧州市重庆路1号 061001;3.河北水利电力学院机械工程系,河北省沧州市重庆路1号 061001;4.河北水利电力学院电力工程系,河北省沧州市重庆路1号 061001)
随着加工行业的飞速发展,粉剂物料包装机生产行业也迎来了迅速崛起。就目前而言,大多数的粉剂包装仍在使用人力手工包装,效率非常低[1]。在包装的过程中很容易造成粉尘扩散,不仅对包装人员的身体会造成一定的损害,而且还会浪费原材料,甚至会造成粉尘爆炸事故。因此需要一种机械设备来代替人力进行物料包装。
包装机械是包装行业为实现整个包装过程而提供的机械装备。目前,包装机械行业的发展越来越快,同时也朝着智能化、模块化的方向不断地进行着改进[2][7]。自动化技术的发展也促进了机器人等自动化设备的广泛应用,使得人们从简单、重复、繁琐的包装过程中解放出来。颗粒定量自动包装机是用于颗粒状物料的包装机械,可实现输袋、制袋成型、封装、填料等包装过程的自动化。为了能够有效地提高物料包装的生产效率,改善工人工作环境,节约材料成本,减少环境污染,急需设计一种包装机来解放劳动力,降低劳动强度[3]。
通过走访沧州市部分包装企业,针对反馈的问题,对传统的立式包装机进行了创新设计,改造后的新型包装机械,采用了先进的双螺杆粗细充填的方法,大大缩小了充填的精度范围,再辅助以称重传感器,在满足设定值时自动停止送料;送料机构为正反转控制机构,结构紧凑,该设计提高了劳动生产率,降低生产成本,改善生产环境,提高产品的档次,还增加其附加值,提高市场竞争力,从而带来更大的经济和社会效益。
1 设计目标
设计一款新型的粉剂物料自动包装机,该机械采用模块化拼接设计,主要由制袋模块、称量模块以及封装模块组成。其中制袋模块使用象鼻型结构进行制袋;称量模块采用了先进的双螺杆粗细充填的方法,提高充填精度,并且利用称重传感器来控制电机运转速度,进而控制送料速度,送料机构采用正反转控制机构,结构紧凑,符合轻量化设计原则;封装模块采用辊式横封。整机工作方式为连续性工作,其中加装静电落料装置,以保证袋口洁净。
2 粉剂物料自动包装机的创新设计
2.1 粉剂物料自动包装机需求分析
包装机械是使产品包装成就机械化、自动化的最基本保证,在增加生产率、减小劳动强度、优化劳动条件、保护周边环境、节约生产用材、降低成本、保证产品干净卫生、提高包装外观欣赏力、增强市场销售竞争力和提高经济效益等方面发挥着重要的作用[4]。目前,中国粉剂物料制造企业急需采用具有自主知识产权的自动化粉体包装生产流水工位来实现包装的无人化和更优化[5]等先进包装方法。需求影响如图1所示。
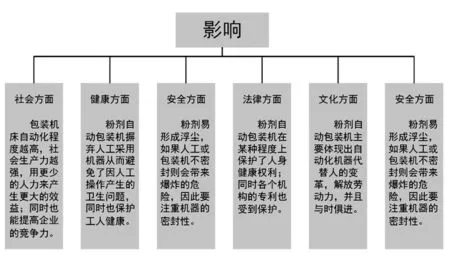
图1 需求影响Fig.1 Demand impact
2.2 制袋机构的设计
制袋过程主要考虑袋型和包装工艺,要求为三遍封合的扁平带,所以制袋时首先完成纵向的封合,这时就需要使展平的塑料通过制袋成型器,形成两纵边叠合的样子,在送料装置的驱动下,通过封口装置完成纵封[6]。制袋机构主要是由象鼻成型器组成,如图2所示。象鼻成型器外表更加顺滑,对薄膜的阻力较小,损伤更小,常用于单层薄膜包装袋的成型[8,9],并且象鼻成型器制造简单。

图2 象鼻成型器Fig.2 Trunk shaper
2.3 称量机构的设计
称量机构主要由送料装置和称重装置组成。送料装置采用双螺杆送料方式。首先粗螺杆和细螺杆同时送料,当到达设定值的95%时,粗螺杆送料器停止送料,细螺杆送料器完成设定的充填,此时精度可达0.2%~0.5%,如图3所示。称重装置采用弹簧传感器称重,秤斗设置为活底漏斗型,活底由气缸控制储放料,如图4所示。

图3 送料装置结构图Fig.3 Structure diagram of feeding device

图4 称重装置结构图Fig.4 Structure diagram of weighing device
整个称量机构的运行方式为:首先由粗螺杆送料到90%,剩下10%,由细螺杆送料器完成,当到达设定值之后,弹簧传感器计量秤将信息反馈给控制系统,控制系统向细螺杆控制电机发送停止送料信号,一次称量完成。物料质量的多少会反映各螺杆的转数,从而选择合理的电机分度角以及合理分配脉冲数,提高计量精度。设物料的密度ρ=1g/cm3。

(2)小料仓:粗螺杆的参数为d=24mm,D1=32mm,D2=40mm,P=20mm,则可得。细螺杆的参数为d=24mm,D1=28mm,D2=26mm,P=16mm,则可得α=11°,V小细=3104mm3。每袋包装量为50000mm3,分配到每个螺杆的旋转量分别为粗螺杆转3.4转,细螺杆转1.6转,此时为了提高精度,需要将每转的转数脉冲合理分配。
2.4 封装机构的设计
封装机构首先将袋子进行纵向粘合,然后将纵向已经粘合好的袋子,在设定的位置横封,完成工业要求,缝合完成后进行切断,此时一个成品就完成了。横封器与切刀单独设计比较复杂,为优化机械设计,通常将横封辊和切断刀装置结合一起。封装机构主要由纵封装置和横封装置组成[10],本设计中使纵封和横封装置应用同一套传动系统,将牵引器和辊式横封器(如图5所示)连接,牵引辊和横封刀直径一致使得横封切刀的纵向分速度与牵引辊一致,该方案采用机械式来控制封装速度,省去电控的编程控制,降低包装机的生产成本,如图6所示。
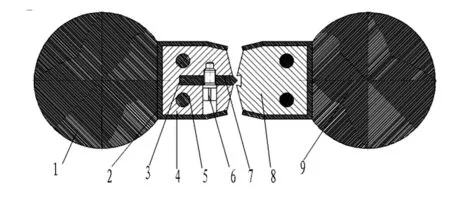
1-左转轴 2-丁腈橡胶 3-耐热弹性材料4-左刀体 5-电加热器 6-紧固螺钉 7-刀片8-右刀体 9-右转轴图5 辊式横封器Fig.5 Roll type cross sealing device

图6 封装机构结构图Fig.6 Structure diagram of packaging mechanism
设计包装袋的长为80mm、宽为120mm,则辊式横封器的切刀旋转一周的周长为314mm,切刀的宽为200mm,留有80mm的余量;包装速度要求40~60袋/min,则设置该横封辊的转速为n=10r/min,辊式横封器与电机之间要连接减速器,因为电机要同时驱动辊式横封器和牵引辊轮,故需要大的扭矩。另外,辊式横封器与牵引辊轮之间通过传动系统传动,所以会用到齿轮、同步带及同步带轮、轴承等,因此轴和轴承均需校核。
2.5 包装机整体设计
将各部件进行加工、组合以及装配后,整体结构如图7所示。经实际测试与试验,该包装机安全可靠,操作便捷,各项指标均满足实际设计要求。

图7 粉剂物料自动包装机结构图Fig.7 Structure diagram of powder material automatic packaging machine
3 封装装置的仿真分析
针对所设计的封装装置,在考虑其实际受力的情况下,分别进行载荷施加,分析轴(图8)和轴承(图9)的变形情况,其中轴位移仿真分析图和应力仿真分析图如图10、图11所示,轴承位移仿真分析图和应力仿真分析图如图12、图13所示。

图8 轴Fig.8 Axis

图9 轴承Fig.9 Bearing

图10 轴位移仿真分析图Fig.10 Simulation analysis chart of shaft displacement

图11 轴应力仿真分析图Fig.11 Simulation analysis chart of axial stress

图12 轴承位移仿真分析图Fig.12 Simulation analysis chart of bearing displacement

图13 轴承应力仿真分析图Fig.13 Simulation analysis chart of bearing stress
通过对位移仿真分析图和应力仿真分析图的分析,发现危险截面位于直径最大处附近,其位移数值较小,变形程度符合要求,由应力仿真图可知,应力大小满足设计要求。
4 横封装置校核计算
横封装置主要校核轴承和轴,轴的受力如图14所示。

图14 轴上力的分布图Fig.14 Distribution of force on axis

校核轴的强度。水平面受力较小,不计入,在垂直面上,由轴承计算过程可知Fr1=-80.43N,Fr2=-19.56N,FT=50N,FC=50N,画出弯矩图和扭矩图如图15、图16所示。
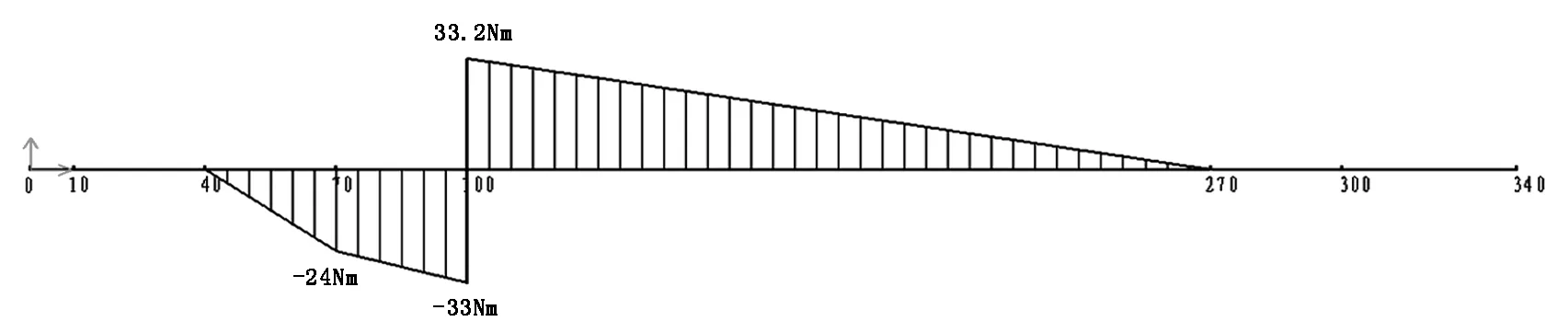
图15 弯矩图Fig.15 Bending moment diagram

图16 扭矩图Fig.16 Torque diagram
5 结论
设计了一种新型的粉剂物料自动包装机械,代替原有的传统立式的包装机,运用模块化结构设计,采用先进的双螺杆粗细充填的方法,利用传感器进行称重,正反转控制机构进行送料,结构紧凑,符合产品轻量化设计要求,封口部分加装静电落料装置保证袋口洁净。由于采用辊式横封,因此整机工作为连续性工作,不仅实现基本功能,提高了劳动生产率,降低生产成本,改善生产环境,还增加其附加值,提高市场竞争力,从而带来更大的经济和社会效益。
