建设智慧电厂的典型技术路线与应用效果分析
2021-09-23张冠洲
张冠洲,马 成
(1.广东电网有限责任公司东莞供电局,广东 东莞 523000;2.国家能源集团国电电力邯郸东郊热电有限责任公司,河北 邯郸 056000)
0 引 言
当前,智慧化和人工智能成为火电企业发展的方向,而数字化是智慧化的基础。在数字化阶段主要完成基础数据的积累,是电厂的数据储备阶段。对电厂设备的智能控制属于电厂的数据控制阶段,当有了足够的数据并且将数据与电厂实体对象进行了关联之后,便可以分析判断收集到的数据,并进入到智能化阶段。这个阶段里人工智能技术的自我学习能力起到了关键作用,通过人工智能技术将大幅度提高计算机分析效率,可以更快、更准地做出判断并响应[1-3]。
某火电公司刚刚新建投运不到两年时间,在前期设计、基本建设和生产运营各阶段都高度重视电厂的信息化、数字化以及智慧化建设,并在智慧燃料系统、全厂现场总线系统、三维模拟电缆敷设、辅助车间一体化管控与永磁电机变频调速等方面的建设取得了良好的使用效果,以下对其中几部分内容进行详细分析。
1 智慧燃料系统
传统的燃料管理存在多方面弊端,一是入厂煤数量、原煤采样以及化学分析等各个环节均由人工操作,工作效率低且人为干扰环节多。二是各化验设备独立运行,化验数据无法实时传输,不能实现在线监控及自动生成化验报告,网络化技术应用滞后,化验室建设未实现标准化和规范化。三是燃料入厂计量、质量化验、结算及统计报表系统始终处于孤岛运行状态,在具体的数据录入及核对环节离不开人工操作,不支持自动传输,无法实现系统数据的精准高效统计和分析利用,管理层面信息化水平较低。
为解决燃料管理存在的弊端,提高火电企业的核心竞争力,邯郸东郊热电建设了智慧燃料系统,优化了燃料智能化整体流程。在入厂车辆识别系统、全自动制样系统、气动传输存样系统、燃料DCS管理系统、煤质无人化验系统、智慧煤场以及煤质在线快速测定系统这7大系统中均实现了自动化、数字化与无人值守,节约了人力资源,简化了生产流程,提高了工作效率,加快了智慧电厂建设的步伐[4-6]。
1.1 系统介绍
从组织部分计划、采购、调运、厂前候场、厂内入厂、重车过衡直至厂外的这条线称为运输自动化处理线。其中厂内部分的入厂、重车过衡、采样、卸车、轻车过衡与离厂等主要利用车辆的自动识别、精确定位及一些新技术来实现车辆出入厂验收的无人值守。从组织部分的调运、厂前的调场、厂内入厂、重车过衡、采样、卸车、倒吨、扣吨直至煤场、入炉整个环节称为煤流处理线。其中入厂、重车过衡、采样、卸车、扣吨等需实现数字化煤场接卸管理和实时监控。管理样品的这条线称为样品流处理线,其中包括集样、送样、制样、存样、取样以及化验等部分,利用制样系统、封样、气动传输等实现样品分离,建设标准化实验室。
整个项目建设过程中,运输线、燃煤线、样品线以及成本核算环节需要随时监控一些关键点的运行状态。所有监控点的信息通过运行监控系统传输到业务管理系统,各环节中发挥技术优势,以带来燃料管理流程的简化和优化梳理,减少管理中的漏洞风险,也提高进煤率,使得锅炉燃烧更充分,确保电厂燃烧管理处于高水平阶段。基于燃料智慧化整体流程,构建智慧化燃料管控系统,并下设车辆识别系统、自动制样系统、自动传输系统、燃料DCS管理系统、煤质无人化验系统、智慧煤场以及煤质在线快速测定系统这7大子系统。
值得肯定的是,作为国内首创煤制无人化验系统,其实现了整个燃料智能化链条的一体化操控,从采样、制样到存样、取样以及化验,实现了一站式运行。系统主要有样品输送装置、样品识别装置、样品破封装置、煤样微量添加称量装置、工业机器人、工业分析仪器、计算机控制系统以及通信传输装置等组成。其中煤样微量添加与称量是该系统中至关重要的一环,也是国内首创荣获国家专利的一项核心技术。整个无人化验系统工作流程包括4步:一是自动化验室控制单元根据“日化验计划表”发送命令至智能存样柜,将样品传输至无人化验室;二是由煤样微量添加与称量装置将样品自动开封,并按煤质工业分析的要求将煤样添加到高精度电子天平称量若干份;三是机器人将样品依次放置到托盘中,托盘经链板转运至指定位置后,再根据煤样类型依次抓取到对应的工业分析仪中,待最后一个煤样放置完成后控制单发送指令开始化验;四是同时称取的煤样重量值会自动传输到相应的分析仪系统中参与分析运算,得出煤样的质量数据。在各项试验完成后,机器人将燃烧后的坩埚依次从化验设备取出放置在托盘,托盘经链板转运至弃样皮带旁,再由机器人将坩埚放置到弃样皮带中运出。
1.2 成果评价
1.2.1 提高了工作效率
提升了工作效率,有效缩短了运煤车辆进厂和出厂的作业时间,对比之前的运输时间,每车节约5 min,而且采样机出车一次可以完成三点全断面采样。此外,单车采样时间也比之前缩短了1~1.5 min,整个采样效率提升25%左右,日最大接卸能力比之前增加了约4 500 t,且采样流程中省去了中间采样和制备化验环节,支持条码扫取识别,无需手工录入,操作更快速准确。
1.2.2 提升了采样代表性
通过智能化管理,进一步提高了批次采样代表性,其中热值波动降低了165 kcal/kg、硫份波动值降低了0.05%、水分波动值降低了0.4%、灰分波动值降低了1.6%。
1.2.3 降低了管理风险
引入燃料智能化管控系统后减少冗员问题,燃料入厂管理中出场管理、采样管理、计量管理以及质量管理等完成人工到自动化操作的转变,不仅可以提高处理效率,还可以规避人为操作的风险。此外,让采制、化验以及计量等各环节得到了动态实时监控,合理规避管理风险。
智慧燃料系统建设是火电企业规范燃料管理和提高经济效益的有效手段,其机械化作业、自动化控制以及信息化管理可促进火电企业燃料管理的实质性转变,充分发挥数字优势,解放了人力资源,提高了工作效率,并有效规避了风险,极大促进了公司的燃料管理模式,同时为燃料管理平台的大数据收集奠定了坚实基础。
2 全厂现场总线系统
目前,火电公司执行的是DCS管理系统,这是由北京国电智深控制技术有限公司推出的新型生产系统,现场总线系统为FCS,其研发单位为北京华电天仁电力控制技术有限公司。DCS系统和FCS系统作为火电厂控制系统的核心部件,在火电公司设计初就应该明确必须使用我国国产化系统设备,为企业网络安全打下基础[7-10]。总线技术对应的是通信协议,其核心构成是控制器、光电转换器、DP/PA转换器、PA分线盒以及终端电阻等,FCS系统可以与DCS系统有效对接,进行数据的即时高效交换,支持信息互联,真正将计算机控制的触角延伸到电厂设备的每一个角落。
2.1 系统介绍
全厂现场总线部署实现了火电生产系统内主机与辅助车间系统的对接以及工序的链接,使得化水、脱硫、脱硝与除尘等操作有效衔接、连贯推进。可以说,除部分炉膛控制系统及部分高压电气系统外都支持现场总线控制。在执行机构分析仪表和热电偶组综合测控装置的支持下,现场总线控制效果理想,以总线仪表及监控总线覆盖率来说,高达95%以上,全场总线设备对应的分布情况见表1。
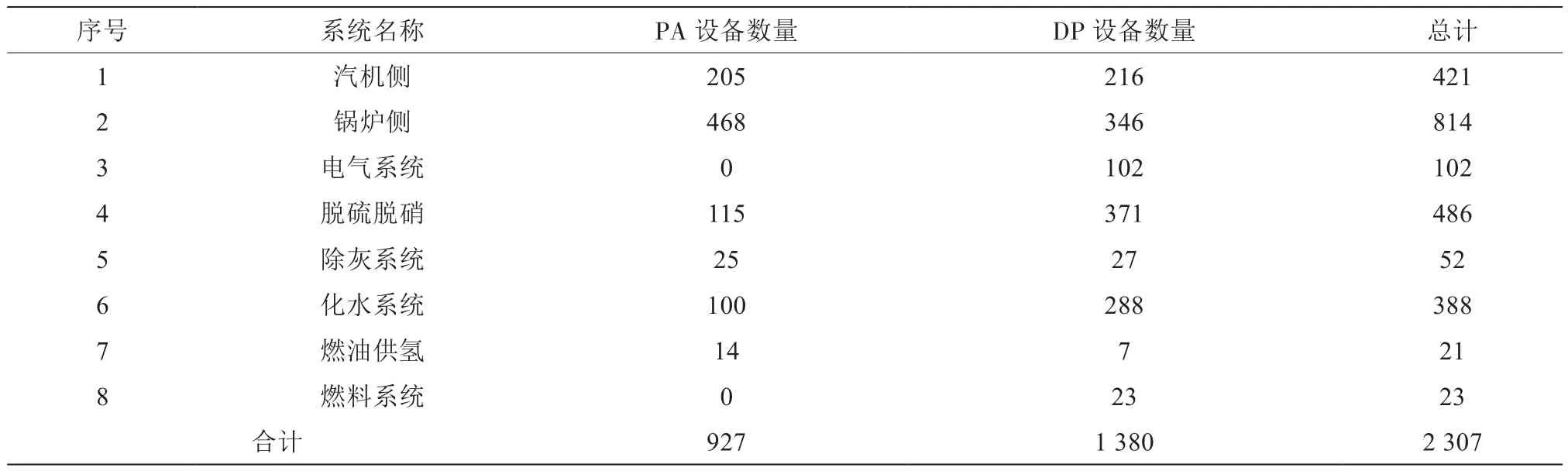
表1 全厂总线设备分布表
目前,全场共计配备总线技术智能终端2 307台,其中PA设备927台,DP设备1 380台,前者主要包括多个品牌的流量计、压力表以及液位计,而后者主要对应多型号的马达保护器、变频器以及电动阀门等。从总线部署范围来看,该火电公司项目智能化程度较高。
总线系统的组织架构主要包括管理层、设备监控层以及现场层3个不同层级。其中管理层扮演的是总控角色,相当于人的“大脑”,主要进行现场总线控制系统的统筹控制,是该系统的人机交互口,支持系统组态分析、运行状态监控、参数设置及预警提示,也包括部分故障的识别与诊断。设备监控层的核心构成是DPU控制柜以及分布于现场的就地控制柜,其中就地控制柜又包括光电转换器、冗余/单路转换器(Y-Link)、Profibus DP/PA转换器(耦合器)、终端电阻、电源模块以及DP/PA电缆等。现场层主要对应系列智能终端设备,组成部分为变频器、智能电动阀门以及就地仪表等。目前,该火电公司总线设备采取的是双网运行模式,上位机可进行网络的自主切换,辅助系统可以与设备层进行单网运行,大大节约施工成本,且保障系统运行的安全有效,具体的网络架构如图1所示。

图1 现场总线网络架构图
大范围使用现场总线后,不仅提高了火电厂的智慧化水平,实现了现场设备运行数据的便捷收集和实时信息的互联互通,而且还具备了设备的远程自诊断、自分析功能、自修复功能。
2.2 成果评价
2.2.1 建立辅助车间一体化管控中心
在DCS一体化设计和全面使用FCS总线技术的基础上,化水、脱硫、脱硝、除尘、除灰以及压缩空气的控制系统实现辅网DCS一体化控制的效果,所有辅助车间的控制能够均在辅控中心实现。就地不设值守人员,大大实现了集约化控制,降低了人员成本。辅控运行人员实现一专多能和全能值班,同时辅控中心与主控中心背靠背布置,便于便捷的沟通联络,全厂主、辅控两大生产运行控制中心实现地理位置和系统运行的紧耦合、全能化以及集中式管理模式。
2.2.2 总线系统后期扩容更方便
设备接线简单灵活,一对DP或PA电缆可支持多个就地设备的“挂接”,减少电缆使用量,也规避电缆接线安装的风险。若后期需要增添新设备,无需考虑敷设新的控制电缆,截取一段总线信号线就可准确接入总线网段中。
2.2.3 总线系统可实现自诊断
现场总线系统采用全数字化技术,终端智能现场装置可与DCS系统进行良好的信息交互,并发送多变量信息,还具备检测信息差错的功能。因此,工作人员坐在工程师站即可对全厂的总线设备装置进行远程诊断、维护以及组态,实现了对DCS系统控制组态功能的有效补充。
2.2.4 配置可靠性高的控制网络
该火电厂总线系统对应的是双网冗余配置,这意味着某个设备或单条网段出现故障,其可及时切换到无故障的另一网段中,不会对其他设备或网站运行造成干扰,减少损失,设备运行更稳定。
2.2.5 具备全数字化高性能的传输功能
总线系统对应的是全数字化系统,不需要进行D/A与A/D的变换。在通信协议之下,基于DCS系统准确对接、高度集成以及性能传输优势明显,且精确度更有保障。据粗略统计,精确度可提升0.1%~0.5%[11,12]。
3 三维模拟电缆敷设
3.1 系统介绍
工程建设过程中电缆采购是物资采购的重点内容,要想确保电缆采购的合理规范,可先于现有的场内设备三维立体模型模拟电缆线路敷设路径,估算电缆长度和通道断面,明确电缆铺设的最佳路径。在三模型中对电缆通道进行最优化布置、对电缆敷设路径进行最优化计算、对各电缆统筹规划定尺定盘,此外对每根电缆敷设顺序及敷设工艺在三维模型中模拟布置,全程监督指导敷设过程。实现电缆及桥架从设计、优化、采购、到货、领用、敷设(安装)以及工艺制作全过程的精细化管理,提供给供应商优化后的电缆生产清册。图2为电脑三维模拟电缆敷设的立体图。
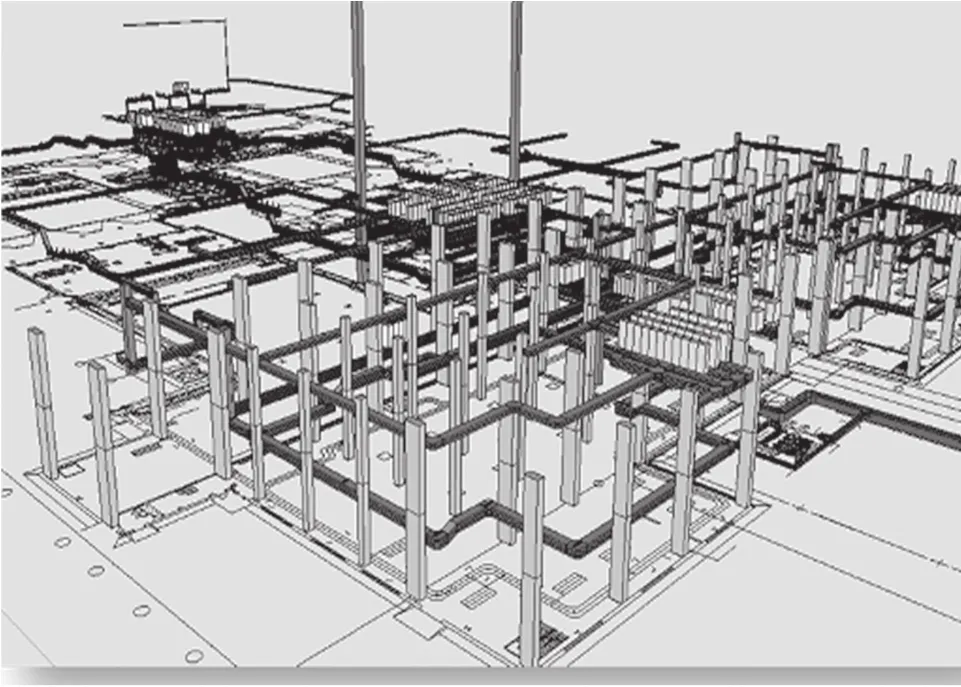
图2 三维模拟电缆敷设
进行电缆的阻盘处理,产生电缆订货单并及时传输给供货商进行电缆生产,根据“定尺定盘”要求,确保每一盘电缆有清晰的电缆根数和电缆长度的标记。在电缆敷设过程中若出现敷设情况的调整,系统也能及时捕捉变化,调整电缆长度和通道断面数据,做好电缆敷设清单的编写。
3.2 成果评价
通过“三维模拟,定尺定盘”这一手段,有效控制了电缆供应中的“跳码短码”现象,同时也实现了对施工过程中电缆浪费的有效控制,减少了施工的人力成本。
该火电公司项目建设中,总共对12个批次的电缆和28个批次的电缆桥架进行了优化设计施工。电缆的设计长度为1 365 736 m,经优化后为1 284 121 m,优化量达到81 615 m。电缆桥架优化后实际使用量为1 169.4 t,优化量达到278.6 t。该过程也完成了全厂设备位置电缆敷设长度等海量数据的采集与记录,并以此作为生产运营的分析依据。此外,在物资仓储方面也做到了工程结束基本无库存剩余,大大的压缩了工程的建设成本。表2为电缆敷设优化数据统计表。

表2 电缆敷设优化数据统计表
4 永磁电机变频调速系统
4.1 系统介绍
区别与使用常规异步电动机,以高效节能永磁同步的电动机为原始驱动,其最大的优势在于电动机的转子为永磁体,使得电动机定子和转子转速一致,大大减少了铜损耗与铁损耗,有效解决了能量损耗问题。
目前,系统对永磁电机的控制更精准,支持与变频器配合下的PID反馈全矢量控制以及精准调速。这也就说,一根弦变线可以将电机实时转速及时反馈到变频器上,变频器获得运行指令进行协调控制,完成转距和速度的合理调整,使得其保持精准转速。由于变频器的控制属于总线控制范畴,因此对应实现了DCS对永磁电机的精准调节。
4.2 成果评价
永磁电机构造如图3所示,其材料具有特殊性,应用优势包括以下几个部分。一是能合理满足输煤皮带承载启动需求;二是无需减速箱可带来皮带的直接驱动,低速电机运行可靠程度更高,且支持免维护;三是在变频驱动情况下支持低速、大转矩,启停更平稳,支持过载启动,这是异步电机所不具备的优势;四是减少转子电阻损耗,定子绕组的无功电流忽略不计,同体积和同重量的条件下,永磁电机功率能提升30%左右,而所需材料能同步减少30%左右,永磁同步电机功率因数趋近于1;五是永磁同步电机皮带驱动系统,对应的是软启动技术,其主要的优势是小电流、缓加速以及大转距输出,能减少皮带打滑的概率,张力较小,可有效保护设备。
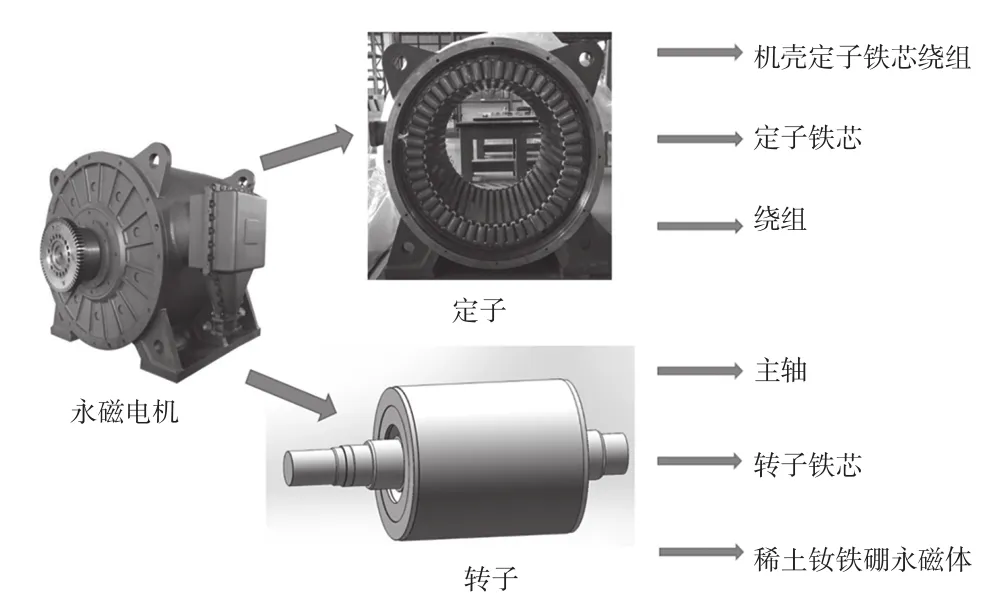
图3 永磁电机构造图
5 结 论
该火电公司的智慧企业建设中采用了包括智慧燃料系统、全厂现场总线系统、三维模拟电缆敷设以及永磁电机变频调速系统等在内的技术方案取得了良好的效果,不仅实现了经济效益,还让企业步入了智慧化的道路。在此基础上,公司将继续依托于国家能源集团有关的技术指导,在建立“两平台三网络”(智能发电平台、智慧管理平台、生产控制网、管理信息网、工业无线网)以及实现企业整体架构的改进上继续深入开展智慧企业的建设道路。最终目标在于通过智能计算、数据分析、大数据平台及机械算法等模块调整核算升级,实现建立一套具有“自分析、自诊断、自管理、自趋优、自恢复、自学习、自提升”特征的智慧火电企业生态系统。
