浅谈冷轧板带钢发展与未来展望
2021-09-22周慎史永振冯哲
周慎 史永振 冯哲

摘 要:目前世界各国钢铁产量飞速发展,冷轧产品属于高端产品。本文根据冷轧生产现状以及前人对冷轧事业做出的重大改进进行分析总结,介绍了国内外冷轧工艺设备的发展历程与生产现状;分别从汽车用钢、家电用钢、包装用钢、建筑用钢以及不锈钢等方面介绍了冷轧产品的用途与分类;最后从增加自主研发能力、淘汰落后产品、冷轧清洁化生产等方面阐述了冷轧工艺未来的发展趋势。
关键词:冷轧 发展历程 产品分类 未来展望
中圖分类号:TG335.12 文献标识码:A 文章编号:1674-098X(2021)06(a)-0192-04
Talking about the Development and Future Prospect of Cold-rolled Strip Steel
ZHOU Shen SHI Yongzhen* FENG Zhe
(HBIS Group Hengshui Strip Rolling Co., Ltd., Hengshui, Hebei Province, 053000 China)
Abstract: At present, steel production in various countries in the world is developing rapidly, and cold-rolled products are high-end products. This article analyzes and summarizes the current situation of cold-rolling production and the major improvements made by predecessors in the cold-rolling business. Introduced the development history and production status of domestic and foreign cold-rolled process equipment. Introduced the use and classification of cold-rolled products from automotive steel, household appliance steel, packaging steel, construction steel, and stainless steel respectively. Increasing independent research and development capabilities, eliminating outdated products, and cold-rolling clean production have elaborated on the future development trend of cold-rolling technology.
Key Words: Cold rolling; Development history; Product classification; Future prospects
随着科技的不断发展,钢铁行业也飞速发展,世界各国钢铁产量大大提高[1],近两年世界各国钢铁产量如表1所示。我国2020年钢材总产量超过10亿吨,占世界产量的55%,其中消费用钢也达到了9.81亿吨[2]。目前钢材的产能总体上已经出现过剩,钢材生产重点将转向结构调整和品种规格、质量升级换代等。
我国虽然在钢铁产量排名靠前,但是对于冷轧板带钢来说,在我国钢材品种中占有的比重较低[3,4],也这是目前国家钢铁行业给予关注的重点领域。冷轧是在再结晶温度之下进行压力加工的一种加工过程,并且伴随着产生了加工硬化[5]。冷轧一般采用大压力轧制,钢中的晶粒被破坏掉,超过了屈服极限,从而导致加工硬化的产生。由于冷轧产品的性能稳定,冷轧产品应用广泛,相对于热轧具有光滑的表面,受到较高的关注。本文从国内外冷轧工艺发展历程结合冷轧板带产品品种分析我国和当今世界冷轧技术的发展方向与趋势。
1 国内外冷轧工艺发展历程
1.1 国外冷轧发展历程
冷轧工艺最早起源于19世纪中期的德国[6],当时的条件下只能生产20~25mm的带钢。进入19世纪80年代,冷轧工艺飞速发展,配套设备也逐步完善。20世纪20年代,美国最先研发出可逆轧制。在随后的发展中苏联于1951年建成年产2.5万吨的2030mm的五机架冷连轧机[7]。21世纪,世界发达国家产能不断提高,冷轧产品品种不断增多。
1.2 我国冷轧发展历程
我国冷轧工业较世界其他发达国家来说起步较晚。20世纪50年代初,在苏联的帮助下建设成1250单机架可逆式冷轧机。武钢[8]在70年代引进了1700冷连轧机,开始了由单一可逆式轧机向连轧机的过度。随着改革开放的到来,首钢[9]、宝钢、鞍钢[10]等大型企业从国外引进更大尺寸的以板形控制为主要方式的连轧机,例如HC轧机、VC轧机、UC轧机、UCM轧机、UCMW轧机、CVC轧机等。轧制方式由酸洗,轧制开始向无头轧机、酸轧联机过度。由我国独立自主研发设计的首条1780酸洗-冷连轧机组生产线在鞍钢实现投产,不断地提高我国板带产量。21世纪,我国冷板带技术飞速发展,国内特大型钢厂新上了国际顶尖水平的冷轧机。例如,鞍钢的1680mm、1700mm冷轧机;本钢的1676mm、1970mm冷轧机;武钢的1700mm,2150mm冷轧机。宝钢的1250mm、1550mm、1800mm、2030mm冷连轧机等。
2 冷轧产品的用途与分类
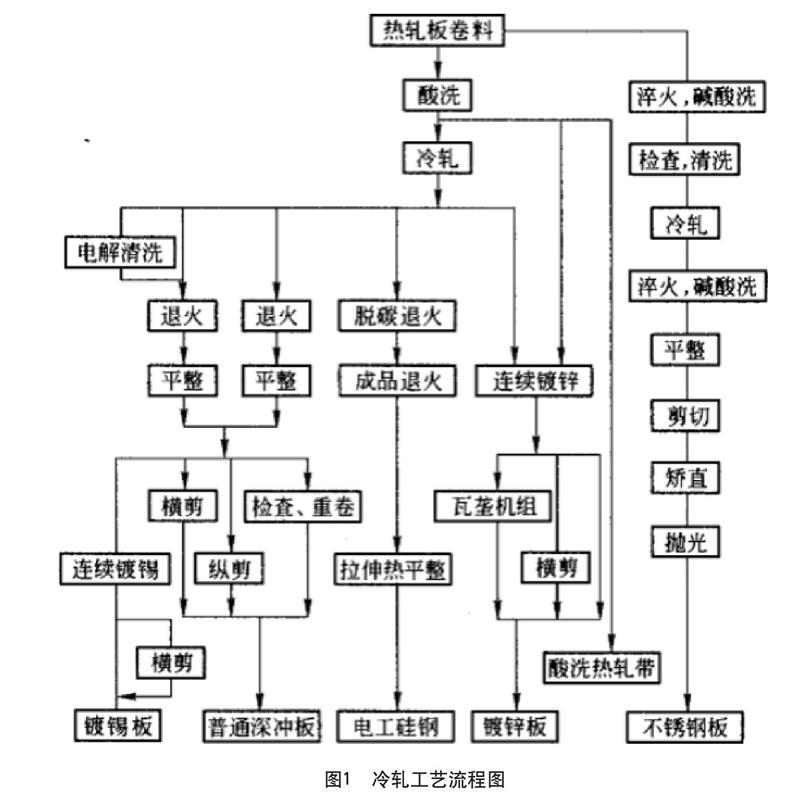
冷轧带钢产品与人类的生活息息相关,深入到各个行业、产业当中[11]。根据其用途主要分为汽车用钢、家电用钢、包装用钢、建筑用钢及电工钢几大方面。根据不同的生产工艺、生产流程获得不同的产品,工艺流程如图1所示。
(1)高强度汽车用钢[12,13],如具有超深冲性能并无时效问题的IF钢(无间隙原子钢)、具有良好抗凹性能和成型性能的BH钢(烘烤硬化钢)、具有良好抗冲击和疲劳性能的含磷钢以及IS钢(各向同性钢)。
(2)汽车零部件的先進高强钢(AHSS),如DP钢(双相钢)、CP钢(复相钢)、TRIP钢(相变诱导塑性钢)、贝氏体钢以及马氏体钢等。DP钢将冷轧后的带钢重新加热到两相区,以一定速度冷却,获得铁素体和马氏体(或贝氏体)组织,一般不经过平整轧制也不会出现屈服平台。TRIP钢在室温下一般为铁素体、贝氏体和少量残余奥氏体的多相组织,变形过程中,残余奥氏体转变为马氏体组织,提高材料强度,一般情况下TRIP钢强塑积可达20 000。
(3)家电彩钢板[14],用于冰箱、洗衣机、空调、微波炉等其他家电产品的外壳。
(4)包装用钢,如饮料罐、食品罐等。一般采用含碳量较低的铝镇静钢作为原料的电镀锡带钢。
(5)建筑用钢,如热镀锌板、电镀锌板、彩涂板等。随着我国工业化和城镇化建设的快速突进,工业建筑、民用建筑对冷轧建筑板材的需求前景是十分广阔的。
(6)电工用钢,如取向硅钢、无取向硅钢及各种牌号的硅钢片,冷轧取向电工钢主要应用于变压器。由于近些年来机电行业的发展,电工钢的需求量也大大增加,出现供不应求的现象,因此电工钢具备很大的发展潜力。
3 冷轧带钢的发展展望
3.1 自主研发能力
我国目前是钢铁产量和消费大国,对于冷轧板带的需求量极大。目前一些尖端的工艺技术、先进的生产设备仍被少数发达国家所掌握,形成技术垄断,我国对于高端产品的需求仅仅依靠进口。所以为了国家的进步与发展,不再受一些发达国家的技术垄断,我国势必应加强自主研发与创造能力,研究并掌握属于自己的核心技术,这是我国冷轧发展的必然趋势。
3.2 高端产品方向发展
随着信息自动化行业的发展,人们生活水平、消费能力的提高,对汽车、家电等产品的需求量增加,随之而来的是汽车行业、家电行业的发展。世界各国都会向着高质量、高产值的高端产品目标前进,这也为未来钢铁企业的发展指明了方向。一些小型企业应加快发展的脚步,逐步淘汰落后的生产设备,引进高端的技术设备,这样才能更快、更好地发展;反之,就会被淘汰。
3.3 清洁化生产
环保是当今社会发展不变的主题,随着国内乃至全球对于环保的要求日益严格,冷轧过程中工艺润滑产生的油污不仅对环境造成污染,危害工人健康,还会对带钢表面造成污染,后续应增设脱脂工序清洗带钢表面。如果清洗不彻底还会带来粘钢、黄褐斑等缺陷,严重影响带钢表面质量。目前,德国已经研制出新的液氮工艺冷却技术[15],从理论上解决了环境污染这一问题。液氮不具备润滑效果,不会产生摩擦热量;而且液氮易挥发,汽化过程中带走大量的热量,达到降温的效果。液氮工艺技术不仅解决了污染等问题,还消除了高温火灾等安全隐患,减少了后续的工艺处理工作,为钢铁企业节约了成本,提高了产品的质量。因此,在来来的冷轧发展潮流中,液氮冷却工艺势必成为世界各国争先发展的领头军。
4 结语
现阶段我国钢铁产量处于世界领先地位,目前正处于供大于求的阶段,但是我国钢铁企业也存在着一定的矛盾。第一,低端产品产能过剩而高端产品产能不足;第二,一些大型钢铁企业占据着先进产能而小型民营企业占据部分落后产能。冷轧产品日益增长的需求给冷轧工艺与冷轧设备的发展带来新的机遇,在今后的发展中应遵循“高起点、低能耗”的原则,淘汰落后产能,整合先进产能,以低投资获取高效益。
参考文献
[1] 魏玉鹏.浅谈现代冷轧带钢技术的发展现状及趋势[J].中国新技术新产品,2012(13):124.
[2] 沈会.关于钢铁行业发展的研究[J].中国管理信息化,2020,23(19):147-148.
[3] 刘军.现代冷轧带钢生产技术进展概述[J].鞍钢技术,2000(5):13-18.
[4] 居发亮.我国冷轧板带材生产技术现状及发展方向[J].内燃机与配件,2018(16):121-122.
[5] 史永振.40Cr轧制过程组织的转变规律与细化研究[D].唐山:华北理工大学,2020.
[6] H. Song,W. X. Hao,X. W. Mu,et al.Effect of Pulse Current on the Wear Behavior of a Cold-Rolled Commercially Pure Aluminum Sheet[J].Strength of Materials,2021(prepublish):1-11.
[7] 陈刚,陈小艳.武钢一冷轧HC可逆式轧机厚度控制系统分析[J].武钢技术,2011,49(6):50-52.
[8] 赵晓东,乔建军,刘大滔,等.浅析首钢京唐公司冷轧家电类产品带出品管理[J].河北冶金,2016(8):78-80.
[9] 王旭,刘仁东,王科强,等.鞍钢高强度超细晶IF冷轧汽车板的研制[J].鞍钢技术,2013(4):24-28.
[10] Cai Wen Hao,Li Zhuang,Lv Kun Qi,et al. Effect of Different Cold Rolling Reduction on the Microstructure and Mechanical Properties of Ti-3573 Titanium Alloy[J].Materials Science Forum,2021,1026:14-18.
[11] 安春文,吴峰权,李朝辉,等.汽车用500MPa级冷轧双相钢的生产实践[J].河北冶金,2019(11):48-50.
[12] 史永振,甄哲惟,宋卓斐.40Cr钢热轧后的组织及力学性能研究[J].热加工工艺,2021(15):37-39,44.
[13] 李建文,张旭锋,吴增强.冷轧家电板的开发实践[J].河北冶金,2011(9):32-35.
[14] 王永青,郭东明,郭立杰,等.超低温加工技术的研究现状及发展趋势[J].上海航天(中英文),2020,37(3):11-21.
