YF17型烟支储存输送装置对接并联包装机改型设计
2021-09-17冯毅
冯毅

摘 要: 随着高速卷烟机引进使用,现存的低速包装机速度无法与之匹配使用,而引进高速包装机,用户成本高,直接对接低速包装机,高速卷烟机需要降低速度,造成高速卷烟机产能浪费。传统YF17型烟支储存输送装置是单对单连接卷烟机和包装机,本研究改型设计YF17型烟支储存输送装置,新增加一个出口,实现一台高速卷烟机能对接两台低速包装机,使两台包装机并联运行,有效利用高速卷烟机产能。
关键词:YF17 改型设计 并联 包装机
中图分类号:TP27 文献标识码:A 文章编号:1674-098X(2021)05(c)-0070-05
The modified design of YF17 parallel packaging machine for cigarette storage and conveying device
FENG Yi
(Chengdu Cigarette Factory of China Tobacco Sichuan Industrial Co.,Ltd.,Chengdu, Sichuan Province,610066)
Abstract: With the introduction and use of high-speed cigarette machines, the speed of the existing low-speed packaging machines can not match it. However, the introduction of high-speed packaging machines has high user costs, and the high-speed cigarette machines need to reduce the speed, resulting in a waste of production capacity of high-speed cigarette machines. The traditional yf17 cigarette storage and conveying device is a one-to-one connection between cigarette machine and packaging machine. In this study, yf17 cigarette storage and conveying device is modified and designed to add an outlet to realize the connection of one high-speed cigarette function with two low-speed packaging machines, so that the two packaging machines can operate in parallel and make effective use of the production capacity of high-speed cigarette machine.
Key Words: YF17; Modification design; Parallel; Packaging machine
低速卷包生产线其速度一般在6000~9000支/min,高速卷包机组其正常生产速度达到了16000支/min,峰值速度达到了20000支/min[1-2],远高于低速包装机速度。
YF17烟支储存输送装置是安装在卷烟机与包装机中间的辅联设备,其主要功能为将卷烟机生产出来的烟支输送给包装机,并根据卷烟机和包装机的工作情况,对其所输送的烟支流量进行实时控制调节,使得卷接包机组协调一致,从而实现“自动化连续生产”,提高工作效率和降低劳动强度[3-6]。
1 设计背景
随着2011年世界第一组高速卷包机组M8-G.DH1000正式在广东中烟工业有限责任公司广州卷烟厂投入生产,标志着全国的烟草设备行业进入了一个新的阶段。目前高速卷烟机大量进入市场,例如:ZJ116、ZJ119、M5等高速卷烟机。但是各家烟厂目前存有大量的低速包装机,如ZB25、ZB45、FK350等低速包装机,低速包装机和高速卷烟机一对一配对,则高速卷烟机产能浪费严重[7-10]。
依据同种烟的不同外观包装,同时引进两条生产线,费用较高,根据产量,高速卷包线产能浪费严重;超高速包装机体积较大,部分小型烟厂限制于厂房空间,整条线的超高速卷包线无法合理布置。卷烟生产线的卷烟机老旧淘汰,部分烟厂长远考虑,引进高速卷烟机,而低速包装机需要继续使用。基于此类情况,通过对烟支储存输送装置的改造,实现兩条卷烟生产线包装机组的并联,有效节约成本,合理分配高速卷烟机的产能。
2 方案设计
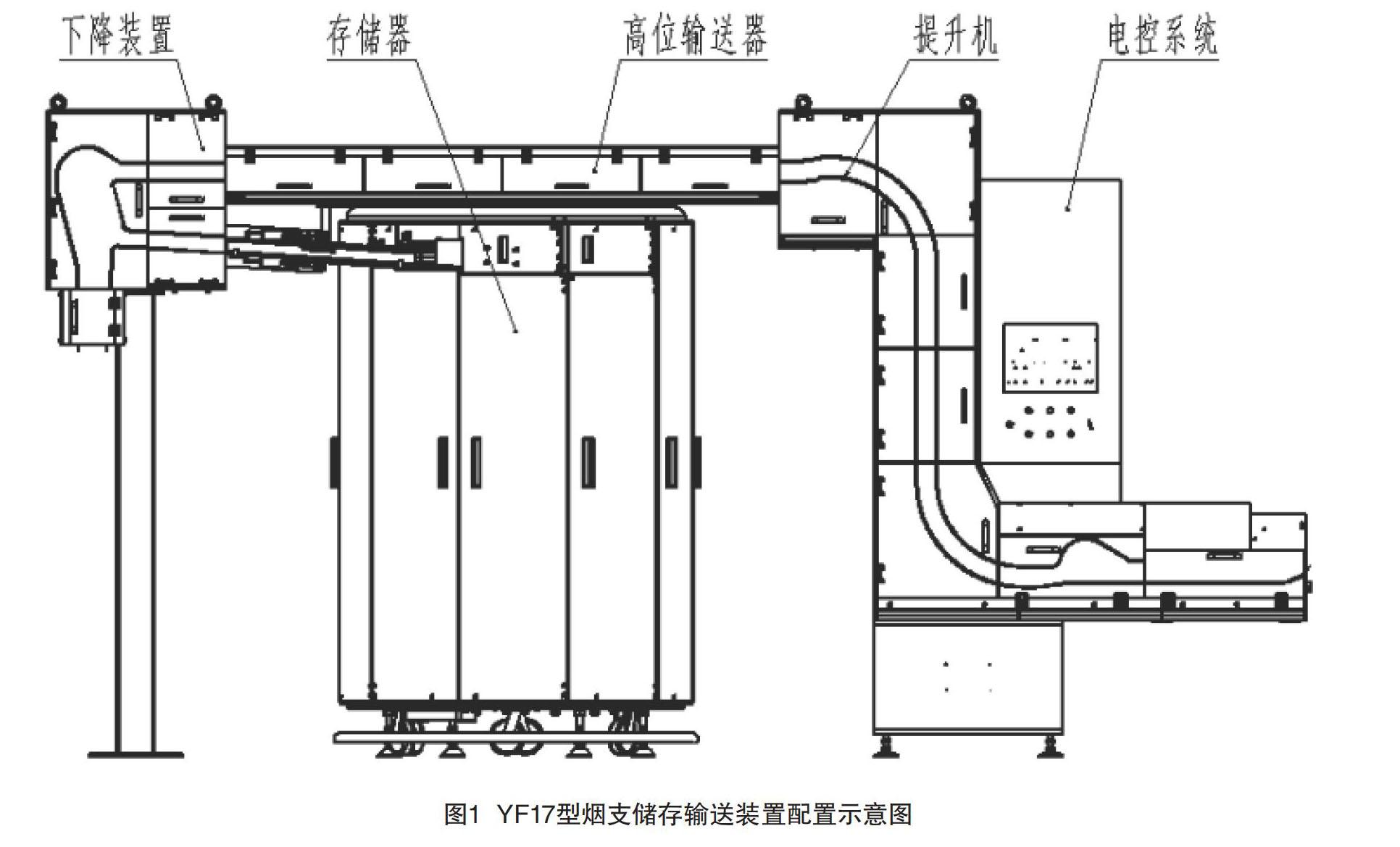
YF17型烟支储存输送装置是用于将卷接机组生产的卷烟整齐、平稳、完好无损地输送到包装机组上,并根据卷烟机与包装机的工作情况,对其所输送的烟支流量进行实时控制和调节,使卷包机组协调一致。YF17型烟支储存输送装置基础配置如图1主要包含提升机、高架输送器、下降装置、下落段、存储器。常规YF17型烟支储存输送装置只能实现一对一的连接卷烟机和包装机。
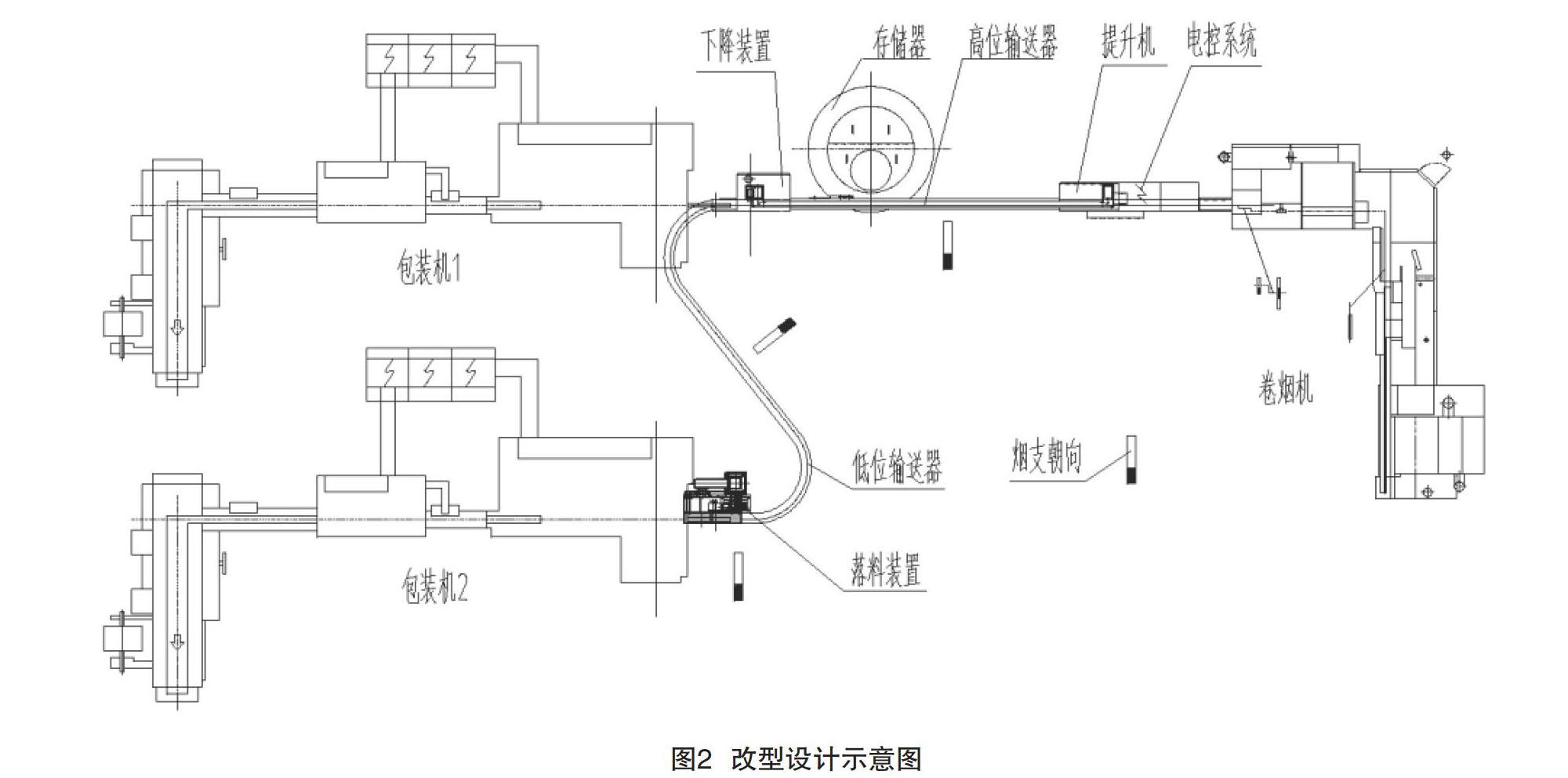
高速卷烟机配对低速包装机,为了避免卷烟机产能的浪费,可采用1台高速卷烟机配对2台低速包装机,要实现一台卷烟机对接二台包装机,则YF17型烟支储存输送装置需要增加一个输出口连接包装机,同时共用一个存储器。根据这一思路,需要对常规的YF17型烟支储存输送装置进行改造,在下降装置上新增一个输出口,同时增加一个输送通道和一个落料装置,将烟支输送至第二台包装机。根据改型设计思路,如图2为改型YF17烟支储存输送装置改造后,实现一台卷烟机对接二台包装机。包装机1和包装机2可同时生产,也可以单独生产,可进行不同外形包装的生产。
2.1 下降装置改型
如图3所示,在新的方案中,需在原有下降装置的基础上进行改造,在下降装置左侧增加一个出口与包装机2相连接。
新增出口后,为了方便观察烟支情况,需要新设计制作下降装置的左前门组件,将原下降装置的左前门组件更换。新设计制作安装箱体前门的左侧板零件;新设计制作下降装置新增出口的从动轮组件以及相应的过渡板、罩壳等零件;新设计料仓背板,料仓左侧板等零件。
2.2 新设计低位输送器
如图4所示,根据改型设计方案中,需全新设计一套低位输送器,新增加的低位输送器结构同高位输送器,采用不锈钢架体,铝型材作为导轨,采用链板输送。考虑到烟支朝向,需要将低位输送器设计为“S”形,根据输送链板的侧弯半径,低位输送通道半径采用750mm。新增加的低位输送器需要单独驱动,驱动电机安装于新增的落料装置内。采用“S”形低位输送器和“L”形低位输送器无法悬空,需要设计相关的支撑,支撑位置暂定于弯道位置。
输送装置设计要求:
烟支层高H=80mm,输送烟支数量N=7000支/min,又知烟支直径d=8mm,由上述条件计算单位层高H通过的烟支数量为:
+1=11.4(支)
取整数值为n=11支。
所以链板输送速度为:
=5.09m/min
电机线速度v电机=v链板=5.09m/min,dp为主动链轮的分度圆直径,dp=90.156mm;所以电机转速n电机的值[11-12]为:
=18r/mim
2.3 新设计落料装置
如图5所示,在新的方案中,需全新设计制作一套落料装置,安装于包装机2入口处,用于将低位输送器输送过来的烟支平稳地送入包装机料仓内。
新设计的落料装置带有料仓,料位检测。根据包装机工况,反馈至YF17烟支储存输送装置,以达到包装机2的平衡。烟支经低位输送器进入落料装置,落料装置需要将烟支在其料仓内推高,为了保证烟支质量,需要保证皮带与输送链板应保证同步运行,且在通道内需保证皮带运行方向一致。
由经验确定链板驱动链轮取齿数Z1=11,材料使用45钢,整体调质,齿面高频淬火处理便可满足实际运行要求。链板节距为P=25.4,则输送链板链轮的分度圆直径为:
=90.156mm
又由设计皮带轮直径取为d皮带=50mm。
所以皮带与输送链板处动力传动链轮的传动比应为:
取小链轮齿数为z2=15,张紧链轮齿数z4和过轮齿数z5.无匹配要求,取z4=z5=19,则大链轮齿数为z3=iz2=1.8×15=27。
由设计要求知输送烟支数量为N=7000支/min,由上计算知链板实际输送速度为v链板=5.09m/min,所以皮带轮转速为:
=32.4r/mim
由上计算知电机实际转速为:
n电机=18r/mim
由设计经验选取链条为06B,则节距P1=9.525mm,则电机输出链轮齿数选择27,入口上皮带轮系链轮齿数选择15;过渡和张紧的链轮齿数选择19。
2.4 控制系统改造
整套YF17烟支储存输送装置控制系统需增加一个低位输送器和一个落料装置,将烟支输送到包装机2内,在下降装置处实现供料口切换。控制上,包装机1和包装机2可同时运行,也可通过选择开关实现包装机的切换,一旦切换包装机,则相关的控制和速度跟踪也将自动切换,其主要改造内容如下。
(1)增加对接的包装机需要增加相应器件,对于新增加的包装机供料输送带,增加一套相应伺服控制器和伺服减速电机。同包装机2对接,需要增加落料装置料位检测,包装机信号对接等元器件,增加新的操作控制盒及其元件。
(2)采用伦茨8400TopLine系列伺服控制器,控制低位输送器驱动电机。伺服控制方式改为模拟量控制,同时增加PLC模拟量输出模块。
(3)控制逻辑。
包装机允许:包装机1的允许信号只要存储器处于有料且自动启动状态即给出,包装机2允许信号还需要包装机2选择开关处于允许状态。
存储器供料速度:存储器供料速度为两套包装机速度的叠加,这样就保证控制上满足只开其中1台或2台都开的情况。
手动控制:低位输送器手动速度值通过触摸屏设定,手动操作通过存储器操作盒按钮实现,地位诶输送器只要第二台包装机选择允许并且处于低位输送处于非高料位就可启动。
3 结语
本文详细叙述了YF17型烟支储存输送装置并联包装机改型设计思路,着重叙述了整体改型设计的主要思路。本文所设计的YF17型烟支储存输送装置并联包装装机已应用在成都卷烟厂的卷包生产车间,为类似改型或定制化设计提供参考。实际设计需要大量的实验和理论验证,例如S形的输送通道,输送链板的拉力测算,下降装置料仓流量计算等。
参考文献
[1] 刘斌.国产化超高速卷接机组电控系统研究[J].河南科技,2017(4):112-113.
[2] 万能龙.卷烟封箱机缺条视觉在线检测系统的设计[D].南昌:南昌大学,2018.
[3] 王亮,石跃朋,牛博,等.YF17卷烟储存输送系统提升机的分析与改进[J].烟草科技,2014(2):19-22.
[4] 黄卿霖,李强,付聪,等.Design of Automatic Cigarette Emptying Device for YF17 Cigarette Storing and Conveying System[J].Instrumentation and Equipments,2020,8(2).
[5] 胡锴,胡芳平,郭志琨.YF17卷烟储存输送系统连接机构的改进[J].机械工程师,2020(4):66-67,70.
[6] 朱子玉,李明伟,郭丽霞.YF17烟支存储系统的互联改造[J].电气传动,2017,47(11):60-62,73.
[7] 任珂.YF17卷烟储存输送装置提升机综合改进[J].机械制造,2012,50(7):64-65.
[8] 孔漢,杨小亮.YF17A型卷烟储存输送装置电气控制系统的设计[J].郑州轻工业学院学报:自然科学版,2007(5):76-78,95.
[9] 殷斌.YF17卷烟输送存储装置主传动扭矩实时监控及预警系统的研制[N].东方烟草报,2020-11-16(003).
[10]王林,林锦超,丁昌礼,等.一种运行稳定的YF17储存输送系统:中国,CN212569514U[P].2021-02-19.
[11]朱汉春.烟草机械产品可靠性设计概念和设计方法[M].武汉:湖北科学技术出版社,1999.
[12]成大先.机械设计手册[M].4版.北京:化学工业出版社,2002.
