浅析偏梯形螺纹套管基本手紧上扣位置检验的重要性
2021-09-17向红宾余建军
向红宾,余建军
(新疆石油管理局有限公司物资供应总公司,新疆乌鲁木齐830068)
1 概述
在当今的石油钻井工艺中,单井深度越来越大,而对井壁起支撑作用的石油专用管材——套管(下入井中、支撑井壁的带有螺纹的管子)的要求也越来越高,这些要求通常都体现在钢级、抗拉强度、抗压、抗挤毁等指标上。显而易见,指标越高,成本也就越高。而在高成本的压力下,相同材质下,连接管柱的螺纹就成为降低成本的最为可行、最为经济的突破口。所以,偏梯形螺纹脱颖而出,已经取代圆螺纹成为当今钻井工艺中运用最为广泛的螺纹。偏梯形套管的连接强度高,下井速度快,是它最大的优势,而这种优势最终都体现在了接箍(接箍用于连接两根带螺纹的管子并具有内螺纹的圆筒体)对管子的连接上,如何检验管子的连接强度是否达标,基本手紧上扣位置的检验就显得尤为重要了。因为基本手机上扣位置一旦未达标,基本机紧上扣位置就不会在要求的范围内,连接强度将会无法满足设计要求,严重的会发生脱扣事故,给企业带了巨大的损失。
2 偏梯形螺纹套管规格介绍及计算公式
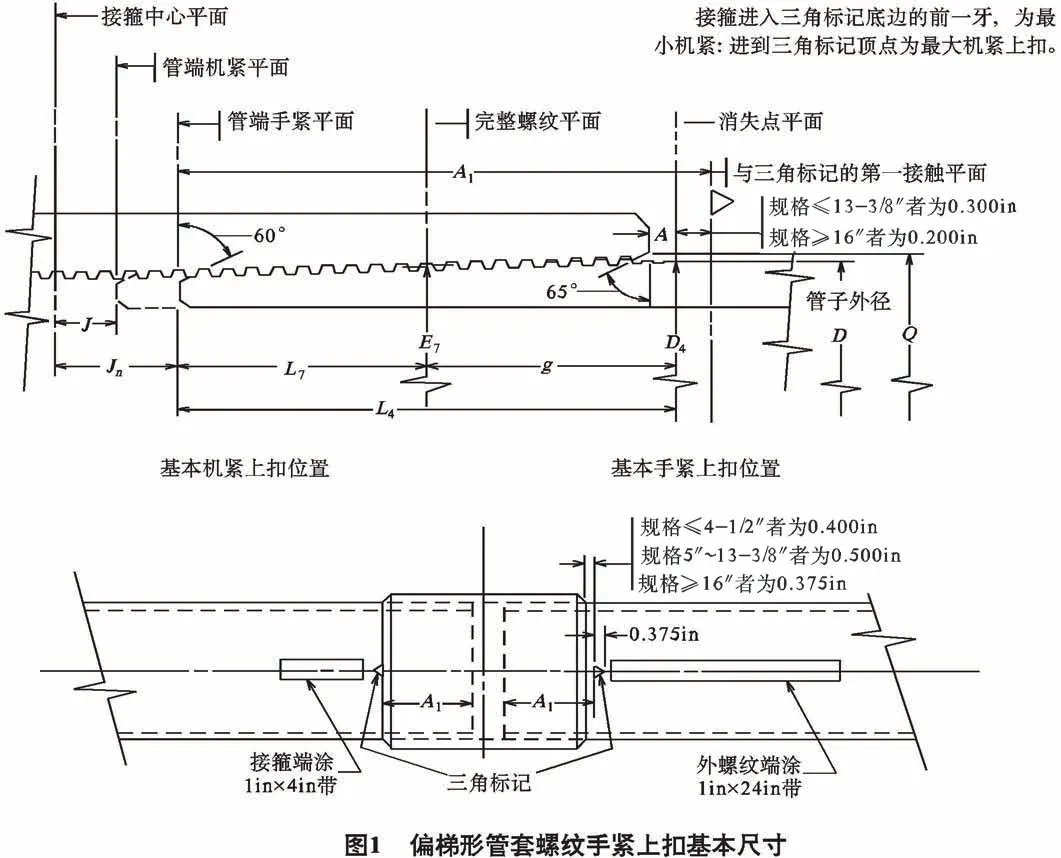
我国从1986年正式采用等同API(美国石油学会)标准的YB/T和GB3303系列标准生产油井管,此后API标准成了石油行业的主要引用标准,如采用API SPEC 5B(全称:API SPEC 5B套管、油管和管线管螺纹的加工、测量和检验规范)对套管、油管螺纹进行检验,在检验过程中对API 5B有了进一步的认识和理解,特别是新版16版5B中图1偏梯形套管螺纹手紧上扣基本尺寸图,见图1。
在API-5B第15版及以前的版本中此图是图5,而在2019年7月1日更新到了第16版此图则越过管线管和圆螺纹尺寸、手紧上扣基本尺寸图,升到了图1这个重中之重的位置,这也和偏梯形螺纹的特点易对扣、上扣快、承受大扭矩、抗拉强度高而使钻井现场大量使用偏梯形套管有直接的关系,从而要求石油专用管生产厂、石油钻井队和套管队的广大从业者重点学习和熟练掌握。
API偏梯形螺纹套管机紧连接方式不同于API油管及圆螺纹套管,相关标准只对API油管及圆螺纹套管推荐每一种规格的扭矩值,扭矩值的变化量为±25%,上扣后,接箍端面与螺纹消失点齐平,或者正负两扣,此扭矩值是合理的。对API偏梯形螺纹套管没有推荐每一种规格的扭矩值,上扣时主要是以在套管管体上距管端距离为A1处所作的等边三角形锤印标记为参照物,通过控制接箍端面与三角形标记之间的相对位置来间接控制机紧扭矩。所以只有当基本手紧上扣位置或螺纹消失点处机紧上扣位置在规定的范围内时,才能保证基本机紧上扣位置在范围内而且扭矩不至于超出很大范围,是接头螺纹连接强度得到保证的最后屏障。
API偏梯形螺纹(英文简写BC)为5牙/in(螺距5.08mm),不同于圆螺纹的8牙/in(螺距3.175mm),牙型高度0.062in(1.57mm),承载牙侧角为3°可使螺纹在高拉伸载荷下具有高抗拉强度,导向牙侧角为10°可使螺纹承受高轴向压缩应力。牙型为偏梯形、平顶平底,而且牙顶有圆弧。10°牙侧牙顶圆弧半径大于3°牙侧牙顶圆弧半径,有利于螺纹旋合,上扣时,螺纹是全牙型配合,螺纹牙顶到牙底之间的最大间隙为0.051mm使用合适的螺纹脂或镀层(或者两者)是保证螺纹泄露抗力的一种手段。
上紧三角形标记:是一个等边三角形,高度为0.375in(9.52mm),锤压在距管端A1处螺纹消失点附近的管体上。A1的公差范围±0.79mm。
由图1得下列公式:
接箍端面到三角形标记底边的距离:
螺纹消失点处机紧上扣位置:H1=A1-L4
基本手紧上扣位置:H2=A1-L4+A
式中:A1──管端至三角形标记长度,in;
L4──管端至螺纹消失点总长度,in;
A──手紧紧密距牙数,牙;
Jn──手紧后管端至接箍中心长度,in;
J──机紧后管端至接箍中心长度,in。
在API-5B16版表5中统计各种尺寸偏梯形套管A1值、L4值、A值、Jn值、J值并按上述公式计算H1值、H2值得表1。
由表1统计:

表1 A1值、L4值、A值、H1值、H2数值表(单位:in)
螺纹消失点处机紧上扣位置——接箍端面与三角形标记的第一接触平面距离:
规格≤13-3/8″者为0.300in(7.62mm);
规格≥16″者为0.200in(5.08mm)。
基本手紧上扣位置——接箍端面与三角形标记的第一接触平面距离:
规格≤4-1/2″者为0.400in(10.16mm);
规格5″~13-3/8″者为0.500in(12.7mm);
规格≥16″者为0.375in(9.525mm)。
螺纹消失点处机紧上扣位置——接箍端面与三角形标记顶点接触平面距离:
规格≤13-3/8″者为0.675in(17.145mm);
规格≥16″者为0.575in(14.605mm)。
基本手紧上扣位置——接箍端面与三角形标记顶点接触平面距离:
规格≤4-1/2″者为0.775in(19.685mm);
规格5″~13-3/8″者为0.875in(22.225mm);
规格≥16″者为0.750in(19.05mm)。
考虑塞规对接箍端面或内螺纹端面的紧密距A的公差为:0~-1/2″P(P为螺距牙)
螺纹消失点处机紧上扣位置——接箍端面与三角形标记顶点的距离范围:
规 格≤13-3/8″者 为0.575~0.675in(14.605~17.145mm);
规格≥16″者为0.475~0.575in(12.065~14.605mm)。
基本手紧上扣位置——接箍端面与三角形标记顶点的距离范围:
规 格≤4-1/2″者 为0.675~0.775in(17.145~19.685mm);
规格5″~13-3/8″者为0.775~0.875in(19.685~22.225mm);
规格≥16″者为0.650~0.750in (16.51~19.05mm)。
基本机紧上扣位置很多论述都已确定(图1):接箍进入三角形标记底边的前一牙,为最小机紧;进到三角形标记顶点为最大机紧上扣。以三角形底边为参照物:则公差范围(+5.08~-9.525mm),以三角形顶点为参照物:则接箍端面到三角形顶点距离公差范围(0~14.61mm)。
以前检验只侧重重点检验紧密距和单项螺纹参数(螺距、齿高、齿顶高、锥度、中经、螺纹顶径、椭圆度、齿厚)检验部分,忽视了一根偏梯形螺纹石油专用管,从螺纹加工一直到下入井中,除了紧密距和单项螺纹参数检验之外,还有基本手紧上扣位置、螺纹消失点处机紧上扣位置和基本机紧上扣位置的检验,由于上扣时不好观察和测量管端手紧平面、管端机紧平面,只要观察和测量基本手紧上扣位置、基本机紧上扣位置在范围内,就能保证管端手紧平面位置、管端机紧平面位置合格。因为管端手紧平面-管端机紧平面=Jn-J=H2就是基本手紧上扣位置:接箍端面到三角形标记底边的距离。
工厂端(在工厂与接箍连接的外螺纹端)用手上紧、现场端(不带接箍的管子外螺纹端)井队在管架或地面坡道手工连接下井工具、仪器如浮箍、浮鞋、转换接头、标节、封隔器等手紧上扣位置检验。
工厂端拧扣机高速档上扣、有的井队在井场地面管架用链钳、管钳手工接双根,钻井平台下套管作业套管钳高速档上扣(以前井队用旋绳上扣)等螺纹消失点处机紧上扣位置检验,是下井套管全部产品螺纹质量合格与否最有效的检验,也是专用管螺纹的最后无损检验。
如果基本手紧上扣位置和螺纹消失点处机紧上扣位置检测数据在范围之内则继续进行下一步操作,就能保证工厂端拧扣机低速档拧紧、井队钻井平台套管钳低速档拧紧(或大钳拉紧)后,接箍端面与三角形上扣标记之间的位置在基本机紧上扣位置范围内。
如果基本手紧上扣位置和螺纹消失点处机紧上扣位置检测数据不在范围之内则还可以无损卸开,检查内外螺纹是否合格、有无损伤,螺纹密封脂有无异物,如果螺纹密封脂有异物,重新涂覆合格密封脂,重新上述操作。如果螺纹不合格或有损伤,则可以在无损情况下更换一根套管或接箍继续上述操作。避免在基本手紧上扣位置和螺纹消失点处机紧上扣位置检测数据不在范围之内继续机紧上扣,发生螺纹粘扣、撕裂、滑脱以及接头应力开裂等事故,保证专用管之间的螺纹连接能达到设计抗拉强度、良好的密封性、可靠的互换性和较长的使用寿命,确保在井下复杂的受力条件下下套管、固井、试油以及采油施工安全。
2017年8月8日某管子站向我质检站报检一批修复更换接箍的套管244.5mm×11.05mm P110 BC共计120支,在检验现场全部做完紧密距及单项螺纹参数检验合格之后,本批套管被判拒收。
拒收原因:①发现这批管子工厂端没有锤印上扣三角形标记;②通过计算机紧上扣位置=(A1+9.52)-(N-NJ)(单位:mm),接箍端面到管子端面距离均不在基本机紧上扣位置(以三角形顶点为参照物)公差范围(0~14.61mm)之内。
事故分析:①管子站加工好管端偏梯形螺纹后没有锤印上扣三角形标记;②操作人员对偏梯形螺纹基本手紧上扣位置、螺纹消失点处机紧上扣位置和基本机紧上扣位置没有清晰的认识,根据《GB/T 18052-2000套管、油管和管线管螺纹的测量和检验方法》中5.3.1.1三角形标记位置和5.3.1.2接箍机紧的要求,检测接箍端面到管子端面的距离NJ和接箍长度N,公式NJ=(N-A1)(+5.08,-9.52)mm,推导出机紧上扣位置=(A1+9.52)-(N-NJ)(单位:mm),均在螺纹消失点处机紧上扣位置——接箍端面与三角形标记顶点的距离范围:规 格≤13-3/8″者 为0.575~0.675in(14.605~17.145mm)之内;③在拧扣机上扣时没有开电脑监控扭矩仪;④没有测量管子端面到接箍端面的距离,只使用高速档上扣至螺纹消失点(8牙圆螺纹上扣标志),没有进行下一步使用低速档拧紧至基本机紧上扣位置。
3 结论
(1)正确理解偏梯形螺纹和圆螺纹上扣位置:圆螺纹套管在推荐的扭矩范围内接箍端面与螺纹消失点处齐平,而偏梯形螺纹套管接箍端面与螺纹消失点处齐平,只是螺纹消失点处机紧上扣位置,还要继续机紧至基本机紧上扣位置──接箍端面与上扣三角形标记顶点距离范围0~14.61mm为合格。
(2)准确判断基本手紧上扣位置、螺纹消失点处机紧上扣位置和基本机紧上扣位置三者之间的关系:基本手紧上扣位置、螺纹消失点处机紧上扣位置是最后一次螺纹无损检验,是基本机紧上扣到位的保证。
