TC16钛合金冷滚压外螺纹微观组织及性能研究
2021-09-15药晓江张晓斌
药晓江 王 锴 * 高 磊 张晓斌 刘 畅
(1、中海油田服务股份有限公司,天津 300459 2、航天精工股份有限公司,天津 300300 3、天津工业大学机械工程学院,天津市现代化机电装备技术重点实验室,天津 300387)
1 概述
石油是“国民经济的血液”,也是国家的重要能源和战略资源。随着对石油资源需求的不断增加,石油勘探从近海、浅海逐步走向远海、深海。同时,远海和深海处的温度、压力和腐蚀条件也导致石油勘探环境更加恶。这对石油勘探设备的材料性能也有了更高的要求[1]。钛合金以其高比强度、抗腐蚀和耐高温等优异特性受到了石油勘探工业界的广泛关注,成为了石油勘探设备的首选工业材料[2]。虽然钛是活性较高的金属,但是钛表面形成的氧化钛膜为钛合金提供了良好的抗腐蚀性能。与1Cr18Ni9、LF2和B30等耐腐蚀金属材料相比,钛合金在流动海水中的腐蚀速率是极低的[1]。这保证了石油勘探设备可靠性,降低了维修成本,延长了使用寿命。
钛合金紧固件在石油勘探设备中有着大量的应用。紧固件是机械制造行业中的一种关键零件,它的制造工艺和质量对各类机械产品的寿命有着直接影响。紧固件上的螺纹加工方法主要有切削螺纹、滚压螺纹、套螺纹和攻丝等。在中小型紧固件的制造方法中,滚压螺纹技术凭借其低成本、高效率、高材料利用率等优点有着很好的经济优势,在批量加工外螺纹中得到了广泛的应用[3],并正在逐步淘汰切削螺纹。滚压螺纹相比于切削螺纹还包括以下优点:因应变硬化提高了硬度,同时引入了残余压应力,提高了材料的疲劳强度[4]。
国内外的学者们对滚压螺纹在解析建模、数值模拟和实验研究等方面做了大量的研究。在数值模拟方面,程明龙等人[5]基于Abaqus/standard模块建立了滚压螺纹的三维有限元模型,得到了滚轮参数对螺栓残余应力的影响规律,并通过实验验证了该模型的有效性。Domblesky和Feng[6]利用DEFORM软件建立了外螺纹滚压的二维和三维有限元模型,模拟的显微硬度分布、金属流动和螺纹轮廓与实验结果吻合良好。Zhang等人[7]基于晶体塑性有限元法(CPFEM)和Voronoi多面体理论,建立了螺纹滚压成形的多晶体模型,研究了金属的流动性。在解析建模方面,崔鑫和赵永强[8]对三滚丝轮滚压螺纹时工件的直径和受力进行了分析。郑向周[9]对滚丝轮与螺纹的啮合过程和运动过程进行了分析。在实验研究方面,赵庆云等人[10]研究了螺纹滚压对高强钛合金螺栓性能的影响,实验结果发现与冷滚压相比,温滚压螺纹更适用于高强钛合金螺栓。大连理工大学的袁喜林[11]研究了滚压参数对螺栓表面粗糙度和显微硬度的影响,并利用方差分析和回归分析得到了它们的关系模型。王晓锋等人[12]分析了304不锈钢滚压螺纹的微观组织和力学性能,并和套丝加工的螺纹进行了对比研究。研究结果表明滚压螺纹的力学性能优于套丝加工的螺纹。
可以看出学者们对滚压螺纹进行了许多研究,但是对于立式和卧式滚压外螺纹的微观组织及性能还研究较少。因此,本文研究了TC16钛合金卧式和立式冷滚压外螺纹的微观组织及性能,对滚压螺纹不同位置处的金相组织和显微硬度进行了观察和测量分析,探究了牙顶折叠的形成原因。
2 实验
2.1 试样制备
如图1所示,选用了立式和卧式这两种滚丝方式成形的紧固件进行分析。实验中紧固件试样的材料为TC16,材料经热镦、热处理、车削、磨削、滚丝等主要工序后成形。为了观察紧固件螺纹处的微观组织,利用线切割将紧固件沿着轴线方向切开,对试样进行镶嵌,并对镶嵌试样进行研磨、抛光和腐蚀。腐蚀溶液为2ml HF+4 ml HNO3+100 ml H2O,腐蚀时间为5s-15s。
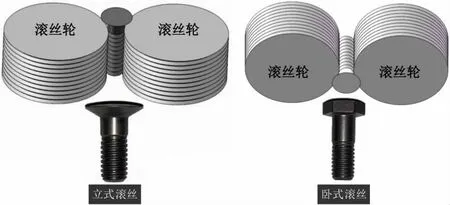
图1 实验所用螺栓
2.2 实验方法
利用扫描电子显微镜(型号:ZEISS Sigma300)对立式滚丝和卧式滚丝两种紧固件的微观组织进行观察分析。利用显微硬度计(型号:HV-1000)对螺纹的牙顶、牙侧、牙根和牙底的显微硬度进行测量,试验力为0.05 kgf,加载时间为10s,每个测量点的相邻步长为20μm。
3 实验结果及分析
3.1 微观组织
TC16钛合金螺栓的金相组织形貌如图2所示。从图中可以观察到初生α相和转变β相基体,并且β相基体中存在部分次生α相。图3所示为立式和卧式滚压螺纹牙底位置处的晶粒流线。可以发现沿着滚丝轮的进给方向上,晶粒被拉长或挤压变形成长条状或纤维状,并且排布更加紧密。立式和卧式滚压螺纹牙底处的变形层厚度分别为150.7 μm和83.6 μm。变形层厚度的区别是由于牙底曲率的不同。当牙底的曲率增加时,牙底变形层的厚度相应增加,同时晶粒流线的曲率也会增加。在滚丝轮挤压材料的过程中,材料的微观组织结构发生了形变,发生冷态塑性变形,进而引起位错增殖,同时位错密度增加[10]。而变形层处的晶格畸变造成局部微观应力提高,阻碍了位错滑移的进一步形成。当位错受到阻碍时,材料的塑性变形抗力得到提高,导致材料的硬度和强度增加,从而产生了加工硬化的现象。从图3中进一步观察可以发现,随着距离牙底的距离逐渐增加,晶粒变形的程度也逐渐降低。
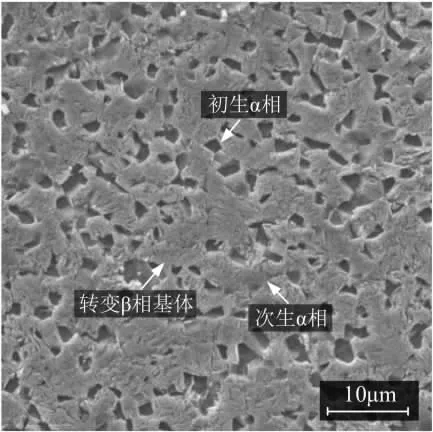
图2 TC16的微观组织结构
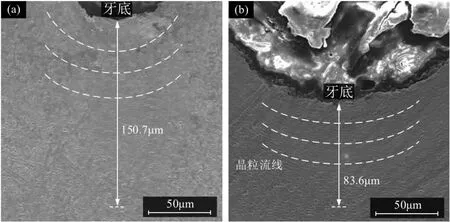
图3 滚丝螺纹牙底处晶粒流线(a)立式(b)卧式
图4所示为立式和卧式滚压螺纹不同位置处的微观组织结构。可以发现在牙顶、牙侧和牙根处都出现了变形层,但是螺纹不同位置的变形程度有所不同。在变形区内选取五个位置测量其厚度,并将五次结果取平均值来量化螺纹不同位置的变形区厚度,测量结果如表1所示。可以发现立式和卧式滚压对螺纹不同位置变形区的厚度几乎没有影响,但是螺纹不同位置变形区的厚度存在较大差异。变形层厚度大小依次为:牙底>牙根>牙侧>牙顶。对螺纹不同位置变形区中的晶粒进一步观察可以发现不同位置的晶粒细化程度也不同。晶粒细化程度大小依次为:牙底>牙根>牙侧>牙顶。出现这种现象是由于在滚丝过程中螺栓不同位置受力大小不同,因此晶粒细化程度也不尽相同。基于最小阻力定律,在滚丝过程中,材料内部的微观组织会向阻力最小的地方流动[12]。如图3所示,牙底处的材料只能向螺栓芯部或牙底两侧流动;如图4所示,牙侧处的材料会沿着滚丝轮牙形流动,而受牙底、牙根和牙侧处材料流动方向的影响,部分材料自然而然地流向滚丝轮牙底处从而形成螺栓的牙顶。
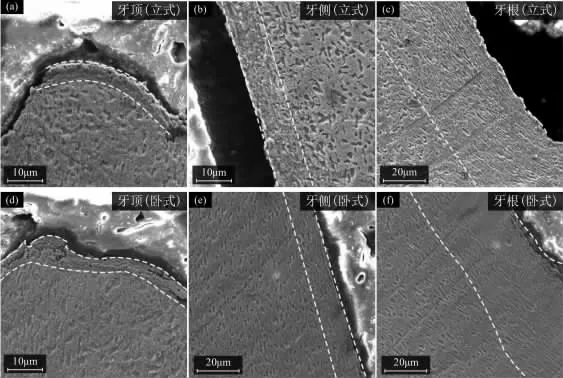
图4 立式和卧式滚丝螺纹的微观组织结构(a)牙顶(立式)(b)牙中(立式)(c)牙根(立式)(d)牙顶(卧式)(e)牙中(卧式)(f)牙根(卧式)

表1 立式和卧式滚丝螺纹不同位置的变形区厚度
目前,采用螺纹冷滚压工艺会产生一些加工缺陷,如主要发生在螺纹根径的发纹和螺纹顶部的折叠,并且这些缺陷比较普遍[13]。如图5所示,根据缺陷出现的位置不同,有些发纹和折叠是允许发生的(如图5中的虚线)。但是由于缺陷会引起螺栓强度弱化,在承载面及中径以下或超过一定深度的缺陷是不允许的(如图5中的实线)。如图6所示,在立式和卧式两种螺栓的牙顶处都发现了折叠的缺陷,折叠的深度分别为19.4 μm和17.9 μm,该缺陷满足允许发生的要求。在螺栓的中径和牙根等其他部位没有观察到缺陷发生。对折叠处进一步观察可以发现在折叠边缘的晶粒也被拉长变形。图7给出了牙顶折叠形成原理示意图。如图7(a)所示,出现这种现象的原因可能是当滚丝轮与工件接触时,滚丝轮的牙顶挤压工件形成螺栓的牙底,同时在这个过程中金属材料向滚丝轮的牙底方向移动;如图7(b)所示,当滚丝轮进一步挤压工件材料时,工件材料与滚丝轮螺纹牙两侧的摩擦力不同,导致滚丝轮的单个螺纹牙中的工件材料出现了不同高度;如图7(c)所示,当滚丝轮挤压完成时,工件材料的高低不同最终造成了螺栓牙顶折叠的发生。
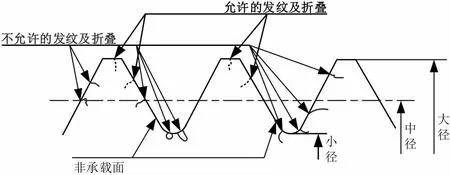
图5 滚压螺纹缺陷示意图
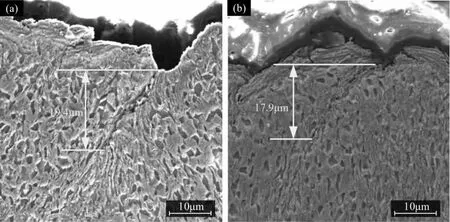
图6 牙顶折叠(a)立式(b)卧式
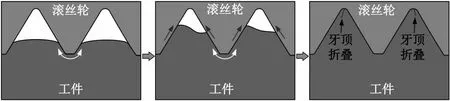
图7 牙顶折叠形成原理示意图
3.2 显微硬度
由于材料内部塑性变形的影响,显微硬度会发生变化,出现加工硬化的现象。经测量,螺栓芯部的显微硬度为336±8 HV。图8给出了立式和卧式滚压螺纹不同位置处的显微硬度变化曲线。可以看出滚压后螺纹不同位置的显微硬度均高于螺栓芯部的。随着距离牙顶、牙侧、牙根和牙底越远,显微硬度大致呈现降低的趋势。滚压螺纹时,滚丝轮的牙顶挤压工件形成螺栓牙底,同时在这个过程中金属材料向上移动最终形成螺栓牙顶。越靠近螺栓牙顶处金属材料的流动性越低,这就造成了牙顶处的微观组织变形最小,因此硬化程度最低。而牙底处的微观组织变形和积聚最为严重,因此牙底处的硬化程度最为显著。此外,显微硬化程度也与晶粒细化程度有关。因此,螺纹各个位置显微硬化程度大小依次为:牙底>牙根>牙侧>牙顶。
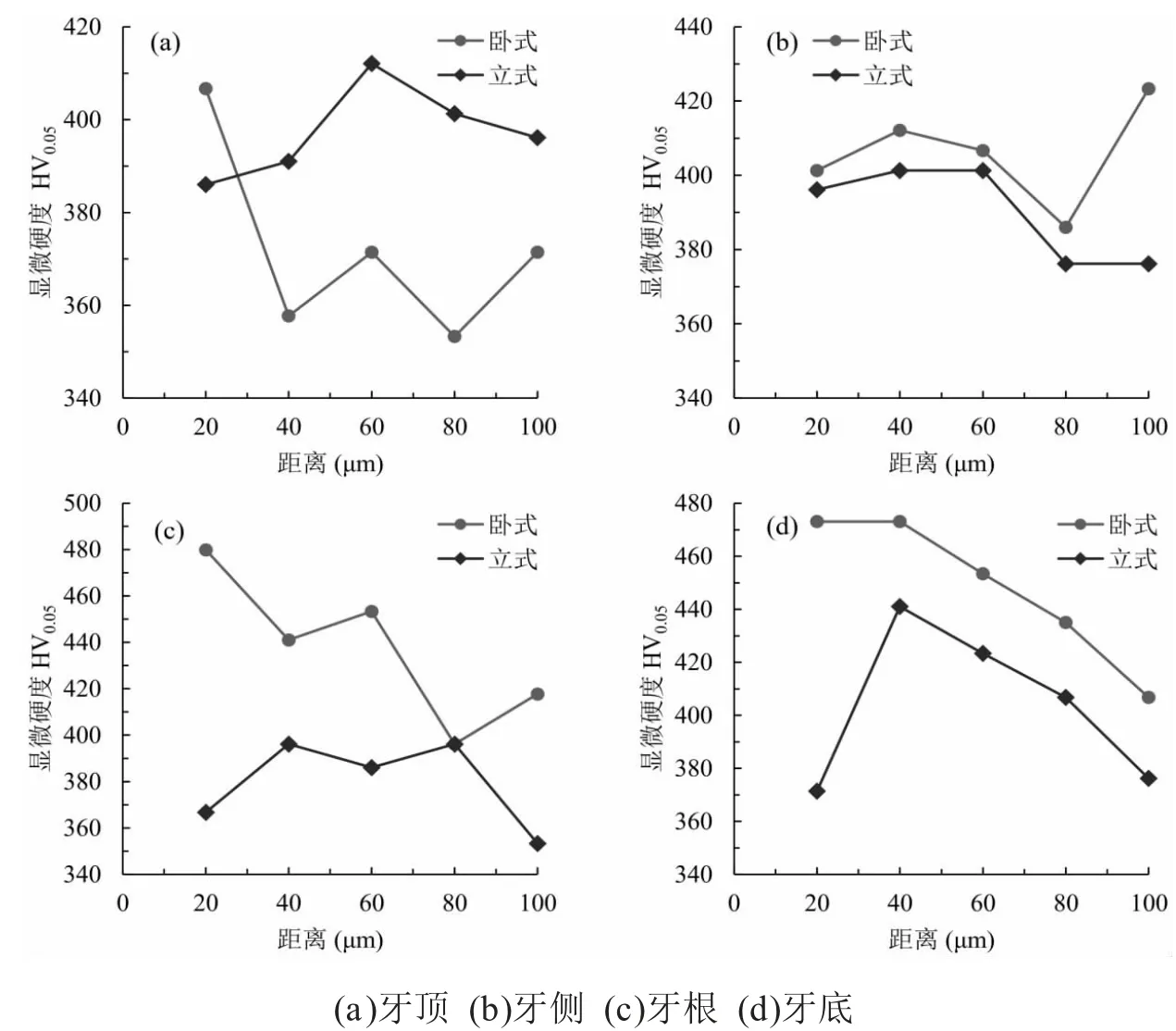
图8 滚丝螺纹不同位置的显微硬度梯度曲线
4 结论
4.1 在TC16钛合金螺栓滚压螺纹过程中,晶粒被挤压变形,且排布更加紧密,形成了一定厚度的变形层。当牙底的曲率增加时,牙底变形层的厚度相应增加,同时晶粒流线的曲率也会增加。螺纹不同位置的变形层厚度大小依次为:牙底>牙根>牙侧>牙顶。
4.2 出现牙顶折叠的现象可能是由于滚丝轮的单个螺纹牙两侧的摩擦力不同,进而挤压过程中滚丝轮的单个螺纹牙中的工件材料出现了不同高度,最终造成了螺栓牙顶折叠的现象。
4.3 滚压螺纹的不同位置均出现了硬化的现象,随着距离牙顶、牙侧、牙根和牙底越远,显微硬度大致呈现降低的趋势。螺纹各个位置显微硬化程度大小依次为:牙底>牙根>牙侧>牙顶。
