MES与工业自动化生产线实验平台的集成
2021-09-15毛晓露
陆 炜 毛晓露
(南京航空航天大学金城学院,江苏 南京 211156)
制造执行系统MES是一种能够对生产车间发生的实时事件作出快速响应的车间信息化管理系统。而工业自动化生产线实验平台是开放式的自动化生产线教学实验设备,其综合应用工业自动化生产线中所需的多种技术,充分体现了综合性与系统性特点。将MES应用于工业自动化生产线实验平台可以有效的缩短学校教学与工程实际应用之间的距离,更加真实、全面的模拟实际生产车间的运行管理情况,为培养制造信息化人才提供硬件条件。
1 MES集成功能设计
MES具有十几个典型功能,现结合MES在企业中的实际应用,再根据工业自动化生产线实验平台的实际功能需求,将MES功能进行简化并选取生产计划管理,分派生产单元,生产状态管理,数据采集四项功能进行开发并集成到工业自动化生产线实验平台中。
根据功能需求分析及架构,集成到工业自动化生产线的主要功能为:制定和下达生产计划、分配生产线或加工中心、制定产品工艺路线以及采集生产线数据等。其中生产线数据包括:各工作单元的加工状况、传感器的检测数据、废料废品信息以及生产线故障信息等。由此设计出MES终端系统的任务流与数据流框图如图1所示。
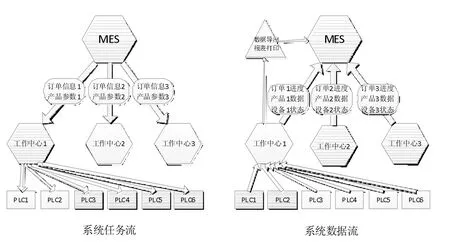
图1 MES系统任务流与数据流
因此,MES终端系统包含生产计划管理模块、工艺管理模块、生产线管理模块、生产统计分析模块、设备维护管理模块共五大功能模块。
1.1 生产计划管理模块是MES的上层,用户在此进行生产计划的编制、维护和下达等,此处编制的生产计划可以直接下达到车间一级。根据对系统需求的分析,设计生产计划管理模块包括生产计划编制、生产订单维护和生产订单下达三个子模块:1.1.1 生产计划编制主要是用户进行生产计划的编制,包括计划号、产品名、计划数量、计划日期等属性。其中产品名是该条生产订单所需要生产的产品,分为黑色尼龙零件、白色尼龙零件和银白色金属零件。1.1.2 生产订单维护主要是用户根据库存情况确定生产数量,对于有独立需求的零件也可以直接在生产订单维护界面上进行调整。1.1.3 生产订单下达是用户确定生产计划后,将其下达至车间一级某条生产线或加工中心。
1.2 工艺管理模块主要是对产品的加工工艺进行管理,工艺路线是企业编制生产、采购计划和进行生产调度的重要依据,因为工艺实质上是设计与制造的连接枢纽,在其中发挥资源整合的作用。该模块的具体功能包括工艺路线制定和工艺路线维护:
1.2.1 工艺路线制定主要是用户进行产品工艺路线的制定,本自动化生产线所生产的3种不同产品均有各自特定的工艺路线,工艺路线信息包括工序名称、工序号以及工序相关工时等。所有产品工艺路线信息数据均存储于数据库中。1.2.2 工艺路线维护是对已制定完成的产品工艺路线进行调整和确认。由于产品的工艺路线信息存储于数据库,因此如果产品的工艺路线信息发生改变,数据库中的产品信息也要同步更新,保持信息一致。
1.3 生产线管理模块将已下达的生产订单分配到相应的生产线或加工中心,并依据指令开始进行加工。并且在加工过程中MES会提供可视化界面对生产线加工情况进行监控,当发生异常时,会发出警报提示。
1.4 生产统计分析模块的主要功能是对生产过程中产生的数据进行统计,并且为车间生产提供报表分析。根据系统需求分析,设计生产统计分析模块主要对生产订单、废料、废品、生产线故障等四类信息进行数据统计与分析,并以表格的方式将这些数据展示出来,这样能够直观全面的了解产品的合格率、废品率等情况。
1.5 设备维护管理模块主要用于对生产线进行增减和修改,以及对生产线中的某个工作单元进行增减和修改。此外,对产品名称、产品类型、所需原料等产品信息也可进行维护和修改。
2 MES与工业自动化生产线实验平台的集成
设计完MES的主要功能模块,下一步是将在这些功能模块集成到工业自动化生产线实验平台中。
2.1 在MES的生产计划管理模块中添加自动化生产线三种产品的生产数据及工艺路线。在MES的“基础数据管理”模块下的“产品结构树维护”界面,在“所有产品”条目中添加需要定义的产品。将自动化生产线模拟生产的产品定义为“APS000(APS总成)”,再进一步完善该产品的结构,将黑色尼龙工件定义为APS0001(APS黑色工件),白色尼龙工件定义为APS0002(APS白色工件),金属色工件定义为APS0003(APS金属色工件),最后再加上采购件APS0004(APS采购件)形成完整的产品结构树。其中三种自制件还必须要制定工艺路线,打开“基础数据管理”下的“工艺路线维护”界面,在物料维护信息中的添加工序名称、工序号等,将黑色尼龙工件、白色尼龙工件和金属色工件的工序号分别设置为10、20、30。
2.2 将自动化生产线添加到可分派工作中心列表中,并将数据写入系统数据库中。根据MES系统任务流和数据流框图,在“基础数据管理”模块的“工作中心维护”界面中将自动化生产线定义为“工作中心001,APS加工中心”,并且将“工作中心002”定义为粗加工工作中心,“工作中心003”定义为热处理工作中心。
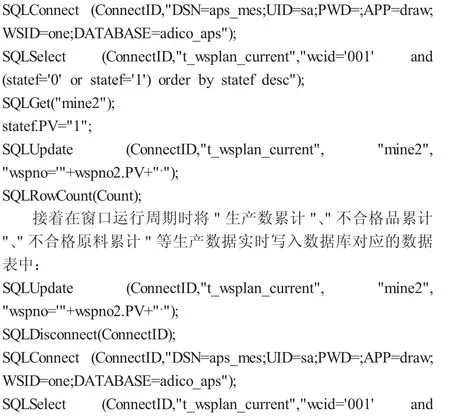
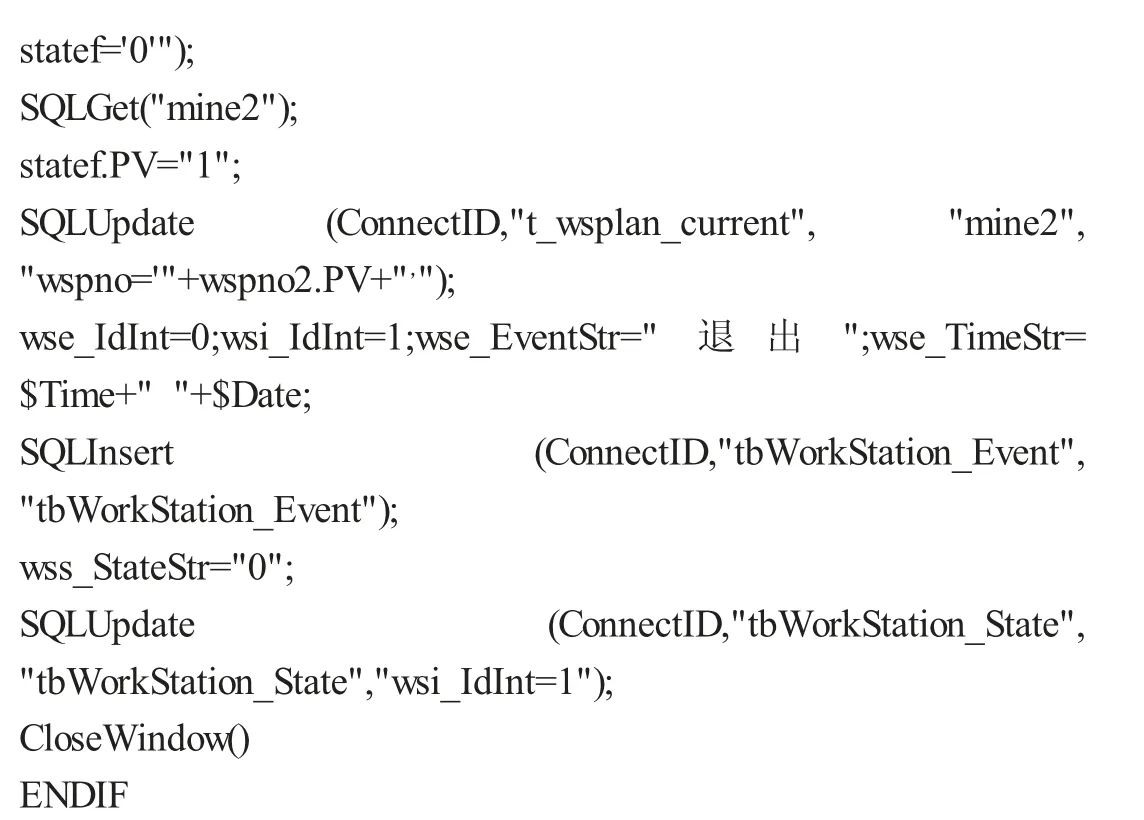
2.3 在控制程序中建立数据表,与系统数据库中对应的数据项进行关联绑定,数据项分别是“计划号”、“工序号”、“产品名”、“计划数量”、“生产数累计”、“生产不合格品累计”和“不合格原料累计”。数据表建立完成后在控制程序中将两张表进行关联与绑定。数据表绑定完毕后在组态程序脚本中添加SQL数据库操作语句,使控制程序运行时能够对数据库进行读写操作。首先在进入窗口时连接数据库,打开绑定的数据表并从数据表中读取“计划号”、“产品名”、“工序号”、“计划数量”等生产订单数据:
这样在控制程序运行时能够实时向MES进行数据反馈,如图2所示。

图2 自动化生产线数据反馈
