一种高效装饰节点的开槽加工方法
2021-09-14李海豹孙凌夫王鹏王鲁杰宋亚辉石智成柴东升
李海豹 孙凌夫 王鹏 王鲁杰 宋亚辉 石智成 柴东升



摘要: 单位承接了一种高效装饰节点的生产加工任务,在订货任务饱满的情况下,年产量约12万件。由于是首次对该类型工件进行大批量生产加工,这就对我部门的生产加工能力提出了很大的考验,要求各部门的各工种在生产加工的各个环节中要紧密配合,在规定时间内完成各工种、各工序的加工生产任务。各生产部门细致的讨论、研究,制定出了初期的加工工序路线。加工中心班组主要针对十字槽开槽工序的加工生产。小工件、大批量的开槽加工、生产费时费力,且只有一台X63W卧式铣床符合开槽加工生产条件。能否顺利完成生产任务,所有的不确定因素都汇总到开槽加工这个环节。本文主要阐述一种高效装饰节点的开槽加工方法。
Abstract: The unit has undertaken a high-efficiency decoration node production and processing task. Under the condition of full ordering tasks, the annual output is about 120,000 pieces. Because it is the first time for this type of workpiece to be mass-produced and processed, this puts a great test on the production and processing capabilities of our department, requiring all types of work in all departments to closely cooperate in all links of production and processing, and within the specified time Complete processing and production tasks for various types of work and various procedures. Each production department discussed and researched carefully, and worked out the initial processing route. The machining center team is mainly for the processing and production of the cross groove grooving process. Small workpieces, large batches of grooving, and production are time-consuming and labor-intensive, and only one X63W horizontal milling machine meets the production conditions for grooving. Whether the production task can be successfully completed, all uncertain factors are summarized in the slotting process. This article mainly elaborates a method of slotting for high-efficiency decorative nodes.
关键词: 卧式铣床;开槽辅具;锯片铣刀;装饰节点
Key words: horizontal milling machine;slotting aids;saw blade milling cutter;decorative node
中图分类号:TG549.3 文献标识码:A 文章编号:1674-957X(2021)17-0098-03
0 引言
随着世界科技水平的快速发展,国家制造2025的提出,提高中国机械制造技术水平也提上日程,机械制造技术成为科技强国的重要手段,也是提升国防军事实力的主要支柱。机械制造包括很多的技术领域,自动化程度的高低可以衡量一个国家机械制造能力的强弱。科技水平日新月异的迅猛发展,推动机械制造自动化的快速更新换代,实现由普通加工设备向数字化程度更高的数控设备的升級。随着制造业向更高层次的发展,对产品的精度要求也越来越高,随之应运而生各种高精密数控加工设备,针对某一种产品制造出很多相应的专用高精尖数控设备和各种专业机器人自动化设备。各种数控加工设备为制造业的快速发展提供强大的技术支持。同时,配合高精尖数控设备的各种加工辅具制作和使用,极大的降低操作工人的劳动强度,并且提升了产品的一致性和生产效率。
单位承接了一种高效装饰节点的生产加工任务,(如图1所示)在订货任务饱满的情况下,年产量约12万件。由于是首次对该类型工件进行大批量生产加工,这就对我部门的生产加工能力提出了很大的考验,要求各部门的各工种在生产加工的各个环节中要紧密配合,在规定时间内完成各工种、各工序的加工生产任务。领导组织各生产部门相关负责人员细致的讨论、研究,制定出了初期的加工工序路线。在实际生产加工过程中,查找各工序存在的生产瓶颈问题,最后,针对实际存在的问题进行专项整改,保证生产任务顺利开展。加工中心班组主要针对十字槽开槽工序的加工生产。小工件,大批量的开槽加工,生产初期工件装夹费时费力。能否顺利完成生产任务,所有的不确定因素都汇总到开槽加工这个环节。本文主要阐述一种高效装饰节点的开槽加工方法。
1 现场调查和目标确定
通过对现场开槽加工的生产情况了解,每天按8小时工作时间计算,每天的产量135件,就按每月30天计算,满负荷生产加工每月产量为4050件,远远不能满足年产量12万件的要求。于是,领导组织相关负责人员,召集技术力量和骨干进行讨论研究!如何才能按时完成生产加工任务,小组成员运用“头脑风暴”法,各抒己见,提出各种建设性意见和针对性方法,通过大家的分析、讨论、研究,最终确定合理的加工生产工艺。将高效装饰节点的单位时间加工量由16.8件/小时提升到50件/小时。与此同时,所有参会人员通过分析目标、分解目标和落实责任,来保证既定目标得以实现。为了保证设定目标的合理性,专门成立十人QC小组,生产初期QC小组到生产现场进行实地调研、观察生产加工现状,分析、采集数据,并对目标值进行理论论证。最后由QC小组汇总各方面信息数据,只有设计合理的加工辅具,单位时间高效装饰节点开槽加工产量可以由16.8件/小时提升到50件/小时,把单位时间产量提高197%。
2 分析产量低的主要原因
2.1 刀具使用不当 在实际加工生产当中,锯片铣刀的走刀速度非常慢,一旦加大走刀速度,锯片铣刀频繁崩齿。小组成员共同分析研究了这个问题。造成崩齿的原因是原有锯片铣刀为密齿锯片铣刀。加快走刀速度以后,密齿铣刀排屑不顺畅,铁屑积聚在铣刀的齿与齿之间,不易顺畅排屑,造成了崩齿。重点注意事项,在X63W卧式铣床使用圆形锯片铣刀,是不允许机床挂自动走刀。因为,当锯齿间充满切屑时,该齿就失去继续切削功能,切屑继续积聚就会造成崩齿。所以,手动进给时,当切屑积聚导致锯片无法切削时,刀具就会将作用在工件的切削力,通过机床传递到进给手轮上,操作者就能感觉到锯片铣刀已经不能继续进给,失去切削功能,机床工作台也有被抬高的动作,同时会出现尖锐的响声。手动进给应马上停止继续进给,刀片在原地自动旋转一会儿,积屑就会自动脱落,再开始继续加工,就会避免崩齿。
锯片铣刀分疏齿和密齿两种,刀片在直径相同的情况下,刀齿的形状大小和齿数的多少也不相同。疏齿锯片铣刀的特点是:在相同外径时,齿数偏少,齿形偏大,齿尖偏高,刀具前角偏大,刀齿强度较低。通常用在材质较软,粘性较高,不易排屑的材料加工通常使用疏齿锯片铣刀。密齿锯片铣刀的特点正好相反:在相同外径时,齿数偏多,齿形偏小,齿尖偏低,刀具前角偏小,刀齿强度较。通常用在材质较硬,脆性材料的切削加工。在实际生产加工过程中,根据实际情况合理选择切削刀具,也是提高生产效率的一个有效途径。
2.2 装夹过程烦琐制作合理加工辅具 小组成员在现场调查时,发现使用平口虎钳进行工件装夹,费时费力,同时还存在安全隐患,随即叫停生产。对现有装夹方式共同探讨研究,如图2所示,对装夹方式提出了整改意见。大家一致认为必须改进装夹方式,该装夹方式严重制约生产效率的提高,且存在安全隐患。主要表现在以下几个方面:第一,一次装夹工件数量太少,装夹过程繁琐不稳定,造成平凡装夹,导致时间都浪费在工件装夹上,制约生产效率的进一步提高。第二,由于工件外形尺寸的不一致,导致有的工件不能有效进行固定,松动就会引起崩刀事件,刀片碎裂呈无规则飞溅,容易伤人,存在安全隐患。第三,操作工人一天工作量太大,长时间大工作量的操作,会引起操作者身心疲惫,引发其它事故的发生,也存在安全隐患。第四,制作合理的加工辅具,即降低工人的劳动强度、提高生产效率,又保证操作者加工生产的安全性。
3 制作辅具提升效率
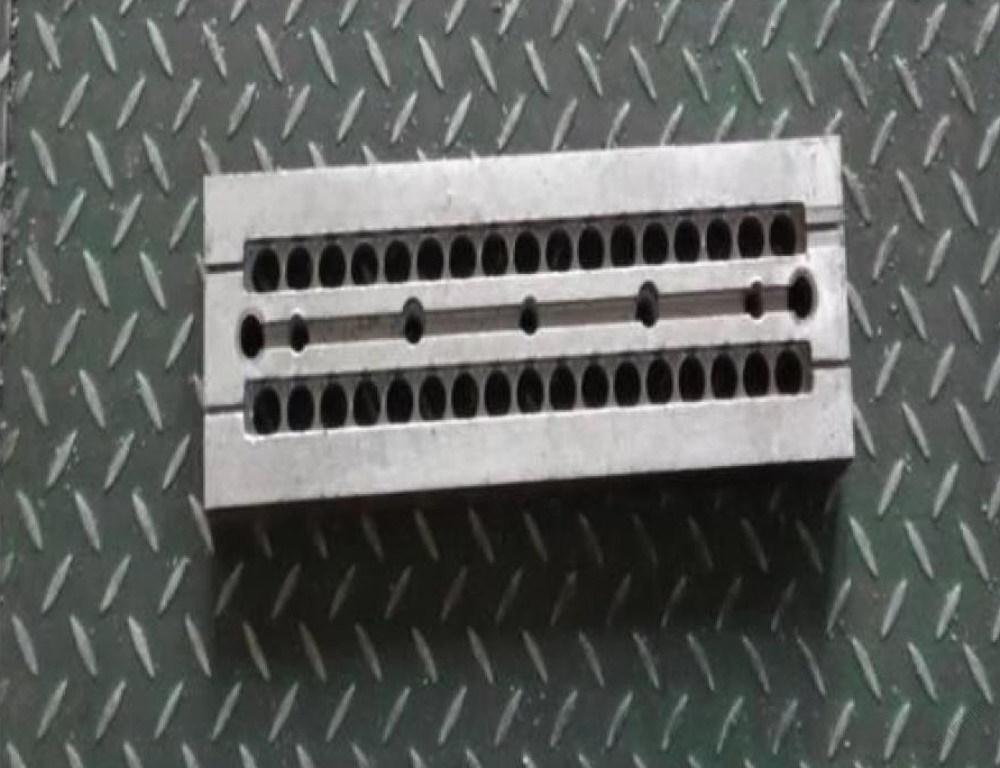
3.1 辅具制作 依据以上问题小组成员共同研究设计,制作合理的加工辅具:辅具设计必须解决一次装夹数量太少的现状,同时满足安全生产的要求。依据上述总结的问题,通过小组成员的研究、讨论,制定出輔具的设计方案,具体实施如图3所示,单次装夹量由5个增加至34个。加工同样数量的工件,由于单次加工装夹量的增加,使得加工装夹次数得以大幅度的减少,可以把用于装夹的时间节省下来投入到实际加工中去,加工效率得以大幅度提升。极大的提高了生产效率。
3.2 辅具升级改造 图3辅具设计时,每相邻两工件之间留2毫米的间隙,造成个别工件在辅具中微量窜动,开槽深度尺寸倾斜不一致,不能有效保证工件图纸尺寸要求。发现问题、查找问题、解决问题,及时召集小组成员开会,就当前问题进行讨论、研究,并提出合理解决方案,通过反复讨论研究有人提出设计成如图4辅具,将工件之间的缝隙取消,保证工件之间紧密排列,防止在加工过程中发生窜动。而且在辅具重新设计时,将辅具每排的装夹量设计到20件。每装夹一次比原来辅具多装夹6件,每次的装夹数量又提高了15%,生产效率也得到进一步提高。
辅具设计应注意事项:第一,辅具的耐用程度,辅具尽量选择硬度较高,耐磨度较强,变形较小的材质,选择特殊材料加工制作,一般选用调质材料,保证辅具的使用周期。第二,辅具本体开槽深度和长度,装工件槽的深度应当满足工件高度的3/4深度,减小切割时的震动,保证工件开槽精度。开槽长度应满足20倍工件长度,再加上2倍开槽刀具的半径(刀具半径≤10),保证工件在纵向排列紧靠,开槽底面平行。在槽底均布打孔每排20个,与工件中心对应,将工件凸台装入孔内,保证工件平稳装入辅具。第三,辅具开槽位置,如图3所示,本体开槽为三个,中间为压板定位槽,保证压板压紧后,不影响刀具开槽,避免刀具切到压板,压板应做成带凸台的,且与中间槽公差配合,避免横向摆动,压板宽度小于工件槽中心减去刀片的厚度。保证切割顺利进行。第四,刀具的安装,双刀双槽加工,双刀具的中心必须与双槽的中心一致,否则工件开槽一侧出现偏差,造成一排合格,另一排报废。双刀具中间的轴套长度等于双槽中心距减去一个刀片的厚度,保证刀片中心距与工件中心距一致。第五,其它事项,辅具上下表面要磨平在进行开槽制作。垫块要一次磨平成形,保证高度统一。压板螺钉要沉头,避免与刀杆干涉。切屑液要用润滑好的油质润滑液,流量要充足,即起到润滑冷却作用,还要尽可能的冲走铁屑。第六,试切对刀时,从工件上表面轻轻试切,刚好切上工件,将刀具退出到空位,将工作台升高开槽深度,确定工件开槽深度。再将刀具切上工件后,退出测量,保证工件两外侧尺寸相等。如果,两侧工件外侧尺寸不相等,在工作台横向压百分表,表头要顶到工作台,将表头调到零位,再向工件尺寸小的一侧移动两侧尺寸差的1/2即可,将横向工作台锁死,加工完成后,测量两侧工件开槽是否分中,对刀完成。
4 效果检查
4.1 活动效果检查 通过小组活动,改进生产加工方法,高效装饰节点生产效率得到了极大的提升。本批产品从3月10日开始正式生产加工至5月17日(3天用于设备维修)首批原材料用完,加工任务阶段性结束。实际用时65天,共生产加工高效装饰节点41600件。每天的产量达到640件,平均每小时生产达到80件,单位时间产量提高376%。超出平均每小时生产50件的预定目标任务。并且降低人工使用成本,节约经济效益,同时,减轻工人的劳动强度,排除生产过程中存在的安全隐患,达到本次活动的目的,解决实际生产过程中存在的瓶颈问题,开槽生产加工不在是制约生产进度的主要问题,顺利完成开槽生产任务。
4.2 技术效益效果 通过本次小组活动对高效装饰节点产品进行技术攻关,克服了工期短、任务重的重大难题,同时也锻炼了队伍,提高了技术人员技能水平,检验了小组应对瓶颈问题的应对能力,也为今后加工同类产品积累了丰富的实战经验。
5 总结
通过本次高效装饰节点的生产任务,我加工中心QC小组发挥团队协作的优势,充分利用QC小组培训所学到的知识,充分利用PDCA循环方法,解决了高效装饰节点加工中所遇到的生产难题,为车间节省了开支,创造了效益,锻炼了队伍,QC小组也在实践当中运用所学的知识,检验了学习成果,QC小组各成员在本次QC活动中也逐渐成长了起来,在以后的工作中,把我们的团队逐步锻炼成思想成熟、业务熟练、技术精湛、创新发展、敢于挑战的优秀团队,为单位的发展和提升贡献力量。
参考文献:
[1]田春霞.数控加工工艺[M].北京:机械工业出版社,2006.
[2]劳动和社会保障部教材办公室.铣工:技师高级技师[M]. 北京:中国劳动社会保障出版社机械,2006.
[3]樊忠和.机械制图[M].北京:机械工业出版社,2007.
[4]王文斌,林忠钦,等.机械设计手册[M].北京:机械工业出版社,2004,8.
[5]何七荣.机械制造方法与设备[M].中国人民大学出版社,2000.
