智能化非织造布生产线中电气自动化控制的应用
2021-09-13杨海忠
杨海忠
福建福能南纺卫生材料有限公司卫材厂 福建 南平 353000
在我国科学技术的不断发展和社会经济水平的不断提高下,人们对非织造布需求量不断增加,为此,我国对非织造布生产线工艺流程提出了更高的要求。而电气自动化控制系统在提高非织造布生产效率和效果方面具有重要作用,不仅保证非织造布生产线工艺流程的规范性和标准性,还最大限度地提高了非织造布生产质量和生产效率,为促使非织造布生产行业向自动化、智能化、信息化方向不断发展提供重要的平台支持。因此,如何将电气自动化控制系统科学应用于智能化非织造布生产线中是技术人员必须思考和解决的问题。
1 电气自动化控制概述
电气自动化控制,顾名思义,主要是指根据电子智能化控制需求,利用人工智能技术,对智能化非织造布生产流程进行简化,从而完全取代人工作业模式,为进一步提高非织造布生产效率和效果起到积极的促进作用。另外,在进行智能化非织造布生产期间,通过利用电气自动化控制相关技术,可以实现人工智能技术与电气自动化控制技术的充分融合,为实现非织造布的智能化、自动化生产打下坚实的基础,同时,还降低了人力成本、财力成本和物力成本,不断提高企业的社会效益和经济效益。
2 电气自动化控制在智能化非织造布生产线中的具体应用
为了实现对非织造布生产的自动化、智能化控制,技术人员要严格按照如图1所示电气自动化控制工艺系统流程图,将电气自动化控制系统与智能化非织造布生产线进行充分结合,以达到提高非织造布生产效率和效果的目的。
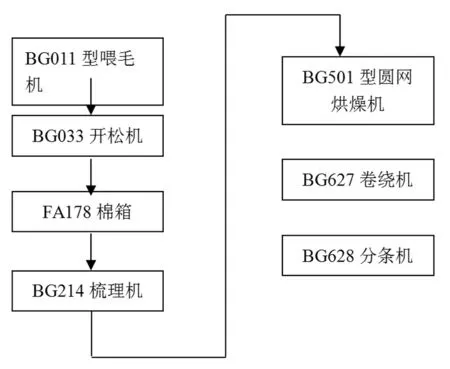
图1 电气自动化控制工艺系统流程图
2.1 BG011型喂毛机 喂毛斗在进行喂毛期间,斜帘电机呈现出高速运转状态,确保原料能够在最短时间内快速落入到称毛斗中,随着原料不断增加,当达到喂入重量的90%时,秤杆会自动抬高,其尾部的感应点会发出相应的电能信号,并将该信号传输于变频器中[1],此时,斜钉帘电机以缓慢运转的方式,进入到原料喂入阶段。当称毛斗达到所规定的重量值时,斜钉帘电机会自动停止运转,同时,牵引电磁铁会快速进入到闭合状态,避免称毛斗内出现余毛。另外,还要借助凸轮转动功能,实现对落毛量的实时检测和控制[2],当落毛结束后,秤杆会自动转移到原来的位置。此外,当凸轮转速达到一定值后,接近块与其他设备之间会发生相应的感应,确保斜帘电机能够正常、稳定地启动和运转。如果称毛斗内的原料过少,没有达到所规定的重量值后,在正式进行落毛之前,需要借助接近块的感应功能[]3[,启动报警装置,并发出鸣笛声,通知操作人员原料称重不足,需要及时分析和解决故障问题。
2.2 BG033开松机 当纤维从BG011型喂毛机落入到开松机平帘上是,需要借助喂入电机,对毛箱的运行状态进行实时控制和调整,然后,借助毛箱上的光电开关,对料位进行科学控制,以确保喂电机能够正常;稳定地启停,然后,再次利用喂入电机和吸风管道[4],将纤维全部传输于指定的FA178棉箱上。然后借助管道上所安装的压力传感器,对料位和管道压力进行实时检测,并将压力信号转化为一系列的模拟信号,最后,利用RKC温控仪,对喂入变频器的运行状态进行实时控制,以达到提高变频器运行性能的目的。在此基础上,还要对RKC温控仪参数进行科学设置和调整,便于操作人员更好地控制压力设定值[5],只有这样,才能确保总管道内压力值的恒定性。
2.3 FA178棉箱 为了将不匀率降到最低,需要将传统的振动板式改造为自动化调匀整式,确保FA178棉箱能够稳定、可靠、安全地运行。FA178棉箱具有强大的安全保护功能,可以实现对电机的全面保护,提高电机的运行性能。此外,通过借助压力传感器,可以实现对最终保护效果的检测。例如:通过对相关系统进行跟踪和调节[6],下棉箱压力被控制在-50Pa~50Pa之间,以起到智能化调整的作用。自调匀整零件电气控制原理如下:通过对下棉箱压力值的实时检测,压力传感器会自动传输相关电能信号,然后,通过科学调整和控制下棉箱的速度,可以最大限度地提高保证棉箱压力的正常性和稳定性。另外,通过向梳理机传输的给棉量具有一定的可靠性和稳定性。最后,将各个下棉箱进行有效地连接,从而实现对压力闭环调节系统的搭建,压力闭环调节系统如图2所示。

图2 压力闭环调节系统
2.4 BG214梳理机 主电路在具体的设计中,主要使用了富士变频器,以实现对锡林变频器、道夫变频器以及DF-50C参数仪运行速度的科学控制和调整。此外,电气自动化控制电路还要借助DF-50C参数仪对刺辊速度,的实时检测。当刺辊转动速度达到一定值后,道夫和给棉电机,会自动启动,避免因止刺辊速度出现大幅度下降而使得棉大量被喂入,进而破坏非织造布导致严重的安全事故。BG214梳理机整个工作过程如下:当锡林变频器正常启动后,该变频器会带动刺辊缓慢运转。另外,在进行电路控制期间,需要借助此外,还要确保道夫转速与给棉转速两个参数设置为统一的恒定值,为进一步提高出网的高效性和均匀性创造良好的条件。另外,当产品类型发生改变时,需要对其喂入量进行科学调整,确保喂入的全部纤维能够被充分梳理和利用,为保证纤维转移的稳定性和可靠性提供有力的保障,从而最大限度地提高锡林变频器的运行速度。当纤网定量达到一定值后,同样要做好对喂入量的实时调整和控制,从而提高BG214梳理机的运行性能。
2.5 BG501型圆网烘燥机 纤维经过梳理成网后,需要借助胶皮帘,将纤维输送到指定的烘燥机中,以保证最终定型效果。另外,圆帘转动电机需要借助相应的变频器[7],完成驱动工作,这样一来,可以实现对相关零件运行速度的科学调节。最后,还要做好对线速表的安装和固定,便于操作人员及时查看烘燥机的线速度。
2.6 BG627卷绕机 为了确保卷绕机的运行速度与烘燥机的运行速度保持一致,需要采用模拟量控制的方式,对主电机变频器的速度进行科学调节和整理。
2.7 BG628分条机 通过将数显仪应用于BG628分条机中,便于操作人员更好地读取卷取长度,同时,还能实现对每卷长度的预先设置,当每卷长度超过所规定的标准值后,系统会自动启动报警输出功能,以引起相关人员的注意。
结束语
综上所述,智能化非织造布生产线主要用到了电气自动化控制系统,该系统具有运行性能良好、故障率低、操作简单方便、节能降耗效果显著等特征,为进一步提高非织造布的生产效率和效果打下坚实的基础。为了确保电气自动化控制系统能够稳定、可靠、安全地运行,保证非织造布生产线工作性能,技术人员还要重视对该系统的搭建、安装和调试,同时,还要加强对高能力、高素质、高质量维修技术队伍的培养,确保他们熟练掌握和应用非织造布生产工艺、电气操作流程等。
