高端乘用车涡轮壳检查线自动化改造
2021-09-10王翠玲谷春春
王翠玲 谷春春



摘要:本文以某高端乘用车涡轮壳自动检查单元建设为例,通过自动上下料改造方式,将现有人工上下料的气密性检查、尺寸检查等工序通过引进自动化设备和工业机器人替代方式改造成自动上下料,实现模块化柔性制造单元,达到减少工人数量,增强过程稳定性,集成化、低成本的效果。
关键词:自动化生产线;工业机器人;改造;检查
中图分类号:F407.471 文献标识码:A 文章编号:1674-957X(2021)11-0052-02
0 引言
日益激烈的市场竞争促使各企业思考,如何提高产品的竞争力,提高自身在整体市场中的竞争力。随着德国工业4.0理念的提出,国家智能制造2025等政策的推动,自动化、信息化等相关联行业技术发展迅猛,其应用场景和成熟的解决方案也在制造业内广泛渗透和拓展。传统专用设备模式或人工生产的弊端愈发突显,比如人工成本的增加、招工越来越难、产品生产的需求大、工件变化迅速、工伤等安全事故隐患等。在以上种种弊端下,许多企业开始思考转型,并着重思考使用工业机器人等自动化技术来解决制造业的生产难题。高端乘用车涡轮壳生产企业主要进行涡轮壳的铸造、生产加工、检查、清洗、组装等工序。其中,检查工序根据产品具体的管控要求以及检查类型存在外观检、螺纹检、尺寸检、气密性检查等类型。传统生产组织往往是单人单工的作业形式,对人的技能要求以及纪律要求较高。但由于人工的随意性与不确定性,生产效率不高,品控不稳定,生产成本高。因此,尝试使用工业机器人替代人对当前生产线进行自动化改造,通过合理规划工艺机器人运动轨迹,把自动装夹技术、先进工艺装备技术、系统总成控制技术组合起来,改变传统生产模式,取得较为可观的成果。
1 工业机器人概述
工业机器人是一种具有较大定位精度、可重复编程、多用途、多自由度、最典型的机电一体化产品[1],在搬运、码垛、喷涂、焊接、抛光、打磨、检查等工业场景中匹配[2]。工业机器人按照总体结构类型分,有圆柱坐标型、直角坐标型、球坐标型、关节坐标型、平面关节型(图1)。其中,关节型机器人具有多自由度,运动灵活,构造紧凑,占用空间少等特点,在工业中应用较为普遍[3]。
2 现有生产工艺分析
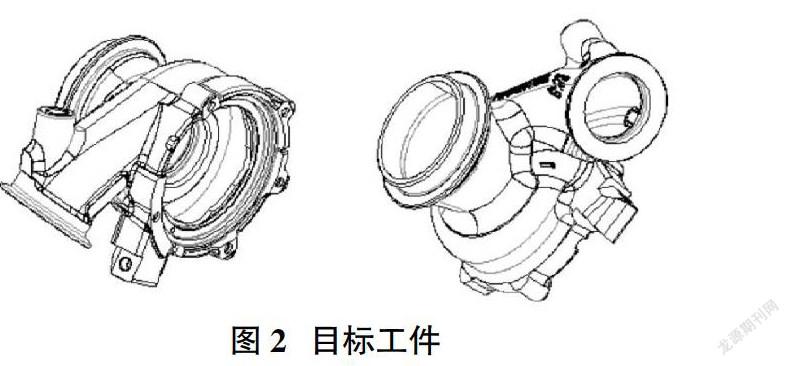
2.1 目标产品 本改造线目标产品如图2所示,产品为高镍铸造壳体,机加工后重量约2.36千克,外形为不规则异形件,最大外型尺寸约?准150*120毫米。
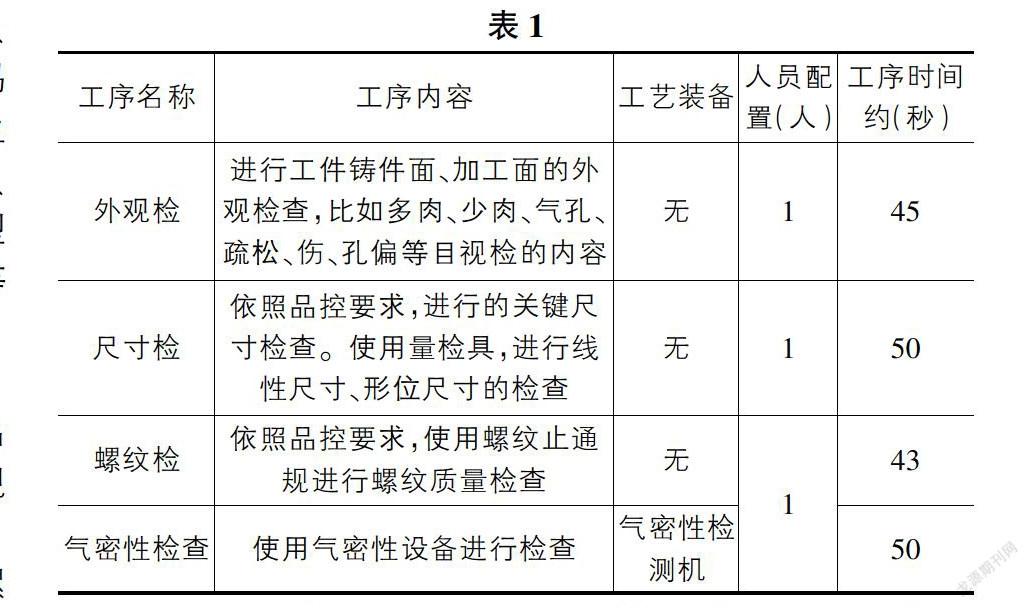
2.2 工序内容 本改造线主要包含工序有外观检、螺纹检、气密性检查、尺寸检。传统的作業过程以及人员配置情况如表1。
由表1可以看出,产线需要3名工人,两班需要6名工人,如果使用了工业机器人替代人工,则可以减少人工数量,实现节约人工成本,同时使得产线品质更加稳定高效。
本改造线主要将尺寸检、螺纹检、气密性检查三个工序进行自动化改造,最终实现:外观检查(人工)→气密性检查及二维码雕刻(自动)→尺寸检查(自动)→螺纹检测(自动)→人工下料。根据需求部门要求,首次改造产线预留自动螺纹检测机位置及系统接口,后续设备开发到位后,并入本产线。
3 改造技术方案
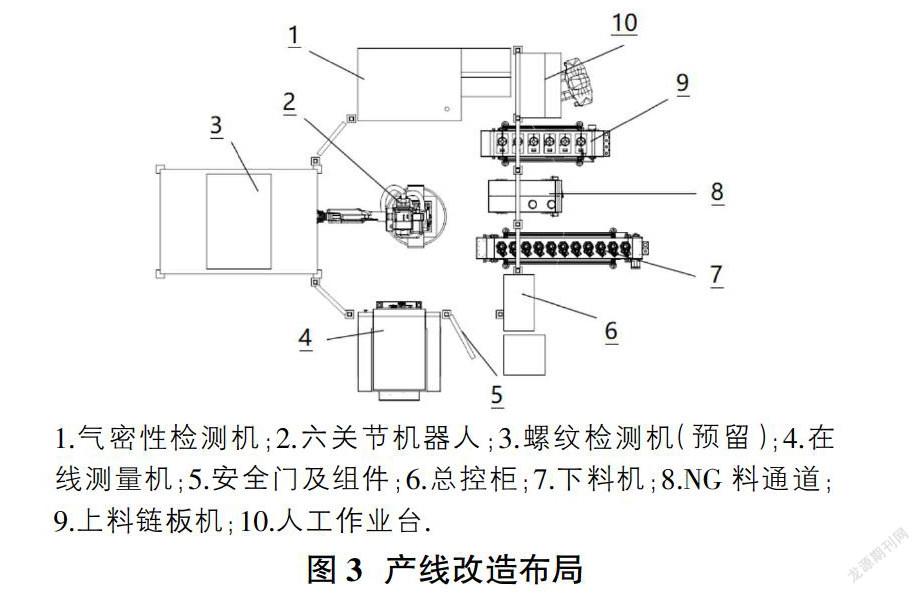
3.1 产线布局 根据前期设计经验,进行产线的布局设计,经过分析及演算,最终产线总体呈“品”字布置,见图3。主要包含气密性检查机1台、在线测量机1台、拧螺纹机1台、六关节机器人1台、上料链板机1台、下料机2台、总控柜1个以及安全防护相关组件。
3.2 自动线机器人动作时序及节拍 自动线的节拍主要包含机器人上下料动作,设备工作时间组成,具体如表2。
由表2可以看出,产线配置一个机器人上下料,可以满足产线节拍要求。
3.3 工序设备方案 上料机输送链和工装板方式,考虑人工放料的缓存需求,设置有效工位6个,每个工件有对应的工装板。模拟实际使用的场景,在投入口配置放置OK按钮及指示灯(可投入、蜂鸣器、运行灯)、急停按钮,手动自动旋钮,原点按钮。下料机为皮带机,可缓存10颗料。NG料通道设计有双通道,为前后倾斜结构,工件可依靠自重划出。双通道分别对应气密性检测NG件与尺寸检测NG件,便于人员进行工件异常的复核及判定(图4)。
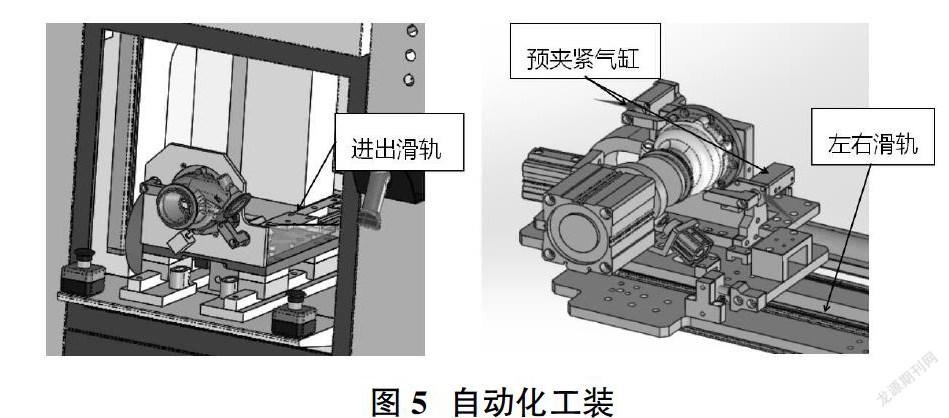
气密性检测机与激光刻码读码设计为一体机,工件在一次上下料中完成气密检测与激光刻码读码,并将检测数据与读码数据进行关联存储。螺纹检测机、在线测量机采用进出料方式,设计有检测工位和换料工位,便于进行机器人上下料。因为工件是立式姿态,在机器人取放料时采用了预夹紧设计,即机器人手爪送料到工装上,手爪松开,工装进行预夹紧,然后机器人手爪移开(图5)。
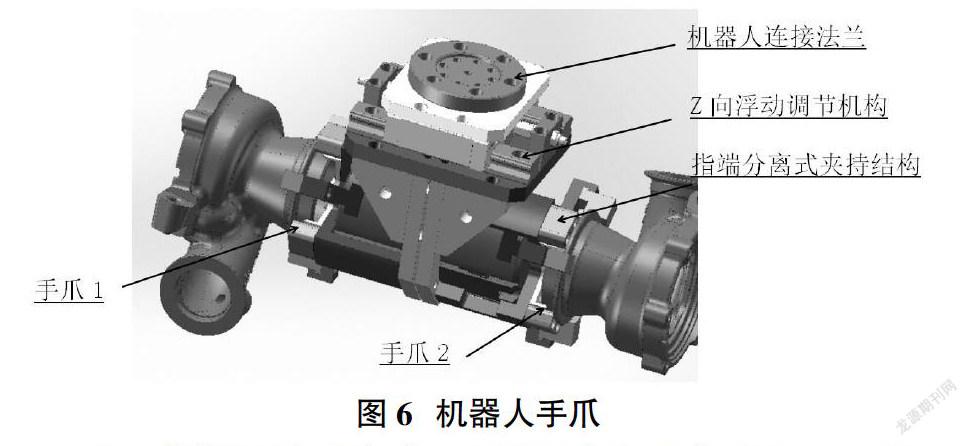
3.4 工业机器人及手爪 产线根据臂展及负载需求,选取的是FANUC M20i/35M机型,臂展1813mm,负载35kg;配CCLINK通讯模块及软件。机器人手爪采用双手爪结构,双手爪背对背结构形式,可一次性实现工件的取料和放料。手爪机构设计有Z向浮动,能够增加放料过程中的手爪柔性,减少工件异常磕碰。(图6)手爪采用指端分离式设计,在产线换产及长时间使用磨损时只需要更换指端夹块,减少了换产及使用维护成本。
3.5 控制系统及安全 总控柜设有人机交互显示屏,可显示产线当前设备状态、故障报警以及追溯信息生产数据,并配置有扩展通讯接口,可以连接MES等系统。在产线安全层面,产线周围布置安全围栏、安全门内设有安全光栅、安全门联锁,PLC程序中的安全互锁,外部张贴安全标识。
4 结语
该涡轮壳检查机器人上下料系统由1台机器人完成对3台工序设备的上下料,机器人手爪设计为双手爪,在机器人每次运动周期中能一次完成对机床的下料和上料,这样就节省了机器人运行时间,满足生产节拍及产能要求。改产线的投入实际核算后,共节省了2名人工。此项目已经在企业运行约3个月,共完成84000余件工件壳体的检查,机器人上下料系统稳定,总体达到预期目标。
参考文献:
[1]刘楚辉,姚宝国,柯映林.工业机器人切削加工离线编程研究[J].浙江大学学报,2010,25(3):15-16.
[2]王田苗,陶永.我国工业机器人技术现状与产业化发展战略[J].机械工程学报,2014,050(009):1-13.
[3]薛占璞.机械手臂关节结构设计[J].内燃机与配件,2019(21):258-259.
