导线的压接
2021-09-10王海波苏长利李昌军
王海波 苏长利 李昌军

电气、电子设备连接电缆的电连接器(插头、座)与导线的连接,原采用焊接连接的,正逐步被压接连接所取代。压接连接式电气插座主要有国产XKE型和XC型两种,这两种型号的插头、座与导线的压接方式类似,这里主要介绍国产XKE型插头、座与导线终端压接连接的操作方法。
1.压接方法
(1)电线的准备
①按装配文本规定选择电线。正确地选择接触偶(插针、插孔)压接筒的内外直径和导线的截面积。
②剥去电线端头绝缘层,剥除长度应与接触偶压接筒的深度一致,通常为6.2mm~6.5mm。剥线时不应损伤线芯,不能搪锡,线芯松散的应捻头。
(2)压接钳的选择和调节
①根据被压接件(接触偶、导线)的规格,选择所需的压接钳和定位器。
②安装定位器
使压接钳处于打开状态并将其平放在桌面上,将定位器插销对准锁盘缺口,压入腔体,压到底后按顺时针选择90°即进入卡槽。更换定位块时,需要压住定位块并逆时针旋转90°然后拉出,即可拆下。(注意:更换定位块时,压接钳必须处于全开状态)。
③调节压接档位
取下档位盘(即导线规格选择盘,又称压坑深度调节器)上的保险夹,根据接触偶或导线的规格,选择合适的压接档位,然后上提并旋转档位盘,是选定的档位(共有8个档位可供选择)与“SEL.NO”档位指示线对正。此时档位盘的凹槽应对正定位销。调好压接档位之后,安装好保险夹。实际使用时,可按选用导线横截面积和接触偶尺寸,粗略定出所需档数,经试压后,视其接合点松紧程度,再拨动档位盘,若偏松则向小档调旋。试压时,必须由大档逐步向小档过度调节,以免使压钳受力过大,造成卡死或损坏。切勿在压接中途,强行扳压强把,造成机构失灵或损坏。
(3)塞入导线
将剥好的线芯按原绞合状态全部塞入特压的插针、插孔的压接筒内。线芯应顺直地插到底,从接触偶压接筒的观察孔应能看到线芯已超过观察孔位置。为保证连接质量,不要使劲拧线芯。同时注意线芯露出不要过多,要保证压接筒端面和导线绝缘层的间隔符合规定。如果线芯不能填满压接筒时,可取同规格的线芯丝补充填满。补充线芯填满后,修整至与接触偶压接筒齐平。
(4)压接
①手持压接钳,将待压接接触偶(插针或插孔)插入定位器孔底,并使接触偶与压接钳的钳头平面垂直。
②压动手柄。压接时,压接钳的两个手柄必须按压到完全收合位置,使得棘轮完成一个循环,然后才能松开手柄。
③松开手柄,取出被压件。操作时注意,不要使插在压接筒内的导线偏移。
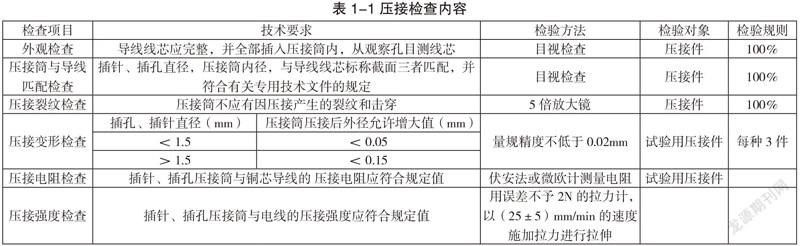
2.压接检查
(1)检查内容
压接工作完成后,要进行检查,具体的检查内容见表1-1。
(2)常见缺陷与排除方法
接觸偶遇导线组件压接后常见的缺陷及排除方法见表1-2。
(3)剪除有缺陷组件
剪掉有故障组件,具体视压接组件导线是否有返修余量而定。
3.压接注意事项
(1)导线截面选择必须按照规定与对应的接触偶匹配。
(2)剥线时要采用剥线钳剥线,并且不得损伤导线,更不允许导线出现断线。导线剥好后要经过质量检查,剥线长度应符合规定。
(3)压接钳调整好后,要先空压两次,检查是否灵活。
(4)压接时必须考虑适配的压接工具,不可使用不匹配的压接工具进行压接。
(5)不得用坚硬的钢制压接件或将实心和壁厚的圆筒件塞入钳腔肆意压接,否则将会损坏压接钳。
初训基地 山东 淄博 255000
