氦管焊接仿真分析
2021-09-10王少秋
王少秋
摘要:ITER BCC线圈的超导导体需要在低温下才能实现超导,为了提供足够低的温度,导体内要通有迫流氦。文章对氦管的分段焊接焊接做了仿真分析,得出焊接应力的变化情况,确定整体满足设计要求。
Abstract: The superconducting conductor of ITER BCC coil needs to be at low temperature to achieve superconductivity. In order to provide enough low temperature, forced flow helium is needed in the conductor. In this paper, the segmented welding of helium tube is simulated and analyzed, the change of welding stress is obtained, and the overall design requirements are satisfied.
关键词:氦管;焊接;路径;应力分析
Key words: helium tube;welding;route;stress analysis
中图分类号:P755.1 文献标识码:A 文章编号:1674-957X(2021)15-0067-02
0 引言
焊接结构以其整体性强、轻量化、经济性好等优点被广泛运用于轨道交通、航空航天、船舶、煤矿机械重型装备等领域[1-2]。在煤矿机械生产中优良的接头设计是保障煤矿机械焊接结构承载性能的关键。焊接设计应考虑整体构造几何形状、结构承载条件、焊接方法、坡口几何形状和焊后再加工工艺等要素,包括焊接结构设计、焊接设备和焊接工艺设计、焊接材料设计、工装和焊接车间设计等。[3-4]。焊接结构设计、焊接接头强度、焊接应力和变形、断裂和疲劳性能是焊接设计的中心内容。焊接修理法也是煤矿机械零件维修的一种重要的技术。所以对焊接结构进行焊接质量分析尤为重要。氦管作为连接大型磁体线圈流通液氦的进出通道,对其结构质量有较高的要求。进行氦管焊接分析能有效减少实验所需时间、材料成本。氦管是在真空的环境下工作的,氦管的强度对于冷却效果有着很大的影响,所以需要对氦管焊接加热过程及冷却过程中的应力进行分析。
本研究对氦管进行了焊接模拟仿真,分析总结了氦管焊接过程中出现的焊接应力变化规律。
1 氦管焊接仿真分析
结构的强度和刚度是早期焊接结构设计主要满足的要求,主要考虑到结构的荷载、材料和截面面积。焊接结构设计的安全系数冗余度大,结构庞大,对焊接质量没有要求,所以焊接结构设计与机械结构设计差别不大,截面许用应力能够满足要求即可。现代焊接结构设计有实用性、可靠性、工艺性、经济型、美观性等基本要求。设计标准在静载荷、疲劳载荷及焊接结构质量、焊接残余应力与变形的控制上有很大程度的完善。
氦管的远端是外部设备的接入端,通常是典型的圆形管道;氦管近端需要焊接线圈铠甲。近端选取圆角矩形结构一方面可以提高可焊性,增加接触面积,另一方面可以适当降低流动阻力带来的损失,通过流动截面面积的大小可以很好的控制流量。
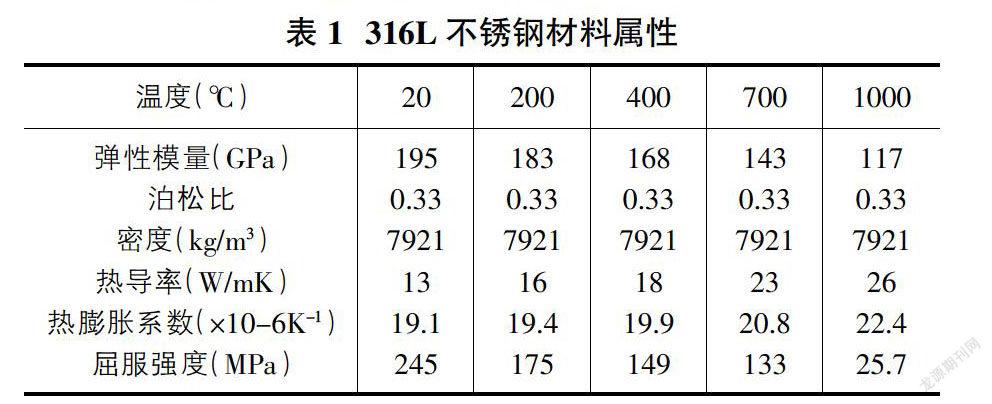
氦管焊接的材料属性如表1所示。
氦管的变截面设计如图1所示。
在焊接结构中,焊缝附近的残余应力基本上达到了材料的屈服强度,焊接变形会带来附加弯曲应力。焊接残余应力为焊后残留在焊件内且平衡与物体内部的应力。焊接时,残余应力会影响焊接结构的强度、腐蚀和尺寸稳定性等使用性能。
本文通过对氦管模型应用双椭球热源,分析了氦管焊接过程中产生的焊接应力。Goldak提出了双椭球热源模型[5]。热流密度分布情况如图2所示。
实际焊接时,由于电弧运动,熔焊池前面的能量分布与熔焊池后面的能量分布不同,电弧后面的加热区域大于电弧前面的加热区域。在双椭球热源模型中,通过分析焊接过程中的上述特征,并充分考虑焊接电弧在厚度方向上的挖掘和搅拌作用。使用两种不同的解析表达式来描述前后不同的热源。
双椭球热源模型的优点是采用了热源模型的四个参数,并考虑了热源模型前后两部分温度梯度的差异。因此,本文采用双椭球热源模拟氦管的焊接,从而确定了氦管在焊接过程中的应力分布,并为实际焊接提供了参考。
热源模型的前部与后部的热流密度分布可以用方程(1)和(2)来进行描述。
前椭球热源密度分布函数:
后椭球热源密度分布函数:
式中,a、b、c、为椭球体半轴长,两式中的a、b、c相互独立,分别可取不同值,f1、f2分别为前后两部分椭球体的能量分配系数,且f1+f2=2。
本文对氦管圆管段和氦管过渡段进行了焊接仿真分析。
图3为氦管圆管段和氦管过渡段焊接路径,两端圆管的材料均为316L不锈钢。图4为氦管圆管段和氦管过渡段焊接加热阶段应力随路径距离的变化,可以看出焊接加热过程中随距离的变化材料应力先减小后增加,在距离焊缝路径4cm处下降至最低。因为在高温下316L不锈钢材料的屈服应力急剧下降。图5为氦管圆管段和氦管过渡段焊接冷却阶段应力随路径距离的变化。随着距离焊缝路径的距离增加温度冷却加快应力急剧上升并趋于平稳,可以看出材料在冷却后距离焊缝2.2cm处应力最高,产生应力集中现象。其他位置应力变化趋势平稳。高应力区域主要集中在距离焊缝路径2~3cm处。
2 结论
本文主要研究了氦管在焊接仿真过程中应力变化情况。由表1可以看出316L不锈钢在温度升高的过程中屈服应力急剧下降。在焊接仿真分析中氦管圆管段和氦管过渡段在温度最高处应力下降至最低符合材料属性变化。所以可以对氦管进行焊接仿真分析。在焊接冷却阶段距离焊缝2~3cm处出现应力集中现象。应力最高达到310MPa左右。
参考文献:
[1]李晓延,武传松,李午申.中国焊接制造領域学科发展研究[J].机械工程学报,2012,48(6):19-31.
[2]方洪渊.焊接结构学[M].北京:机械工业出版社,2017.
[3]Macdonald K A. Fracture and fatigue of welded joints and structures[M]. Woodhead Publishing Limited, Cambridge,UK, 2011.
[4]Hicks J. Welded joint design (third edition)[M]. Industrial Press, Inc., New York, USA, 1999.
[5]马悦.双椭球焊接热源模型一般式的数值模拟研究[D].河北工业大学,2015.