不同处理工艺对转向架横梁模拟箱体焊接残余应力的影响
2021-09-10孙佳杨红伟马传平
孙佳 杨红伟 马传平

摘要:采用不同的处理工艺对转向架横梁模拟箱体对接接头进行处理,并采用X射线衍射法测量处理后的对接接头残余应力,对比了不同处理工艺条件下模拟箱体某条焊缝的残余应力。结果表明:整体热处理、局部热处理和风铲振动冲击均可改善模拟箱体焊接接头的残余应力。风铲振动冲击可以使模拟箱体接头焊缝区及焊趾部位表面形成一层残余压应力;局部热处理可以改善模拟箱体接头焊后残余应力,拉应力峰值可降低约33%;而整体热处理对模拟箱体接头焊后残余应力的改善效果优于局部热处理,拉应力峰值可以降低约65%。
关键词:P355NL1钢;热处理;风铲振动冲击;焊接残余应力
中图分类号:TG404 文献标志码:A 文章编号:1001-2003(2021)06-0063-05
DOI:10.7512/j.issn.1001-2303.2021.06.11
0 前言
焊接残余应力和焊后变形不但会影响转向架构架的尺寸精度和稳定性,还会降低其疲劳寿命和抗腐蚀性能[1-2]。特别是应力集中和高残余应力叠加的焊接接头,往往会因此产生相当高的应变循环,若材料的韧性储备不足,则可能开裂。裂纹是构架上最为危险的缺陷之一,一般最开始由表面萌生,其直接原因是构架残余应力过大,裂纹从构架薄弱环节(例如焊趾应力集中部位)起裂并扩展,最终导致构架的失效[3-5]。同时,由于组织性能的变化,高的残余应力还有可能提高裂纹的扩展速率,从而影响轨道列车安全运行可靠性。因此,关注构架重要部位和薄弱部位残余应力的分布规律,并通过合理的方法降低和消除残余应力,对预防裂纹的生长和构架的失效以及提高构架疲劳寿命具有重要的工程应用价值。
文中针对模拟转向架构架横梁箱体结构,分别采用风铲振动冲击、局部热处理和整体热处理三种工艺方法对箱体结构对接接头焊缝进行处理。利用X射线衍射法对不同处理状态下的接头进行残余应力测试及对比分析,研究不同处理工艺对构架横梁模拟箱体焊接残余应力的影响。
1 试验材料及工艺方法
1.1 试验材料
模拟转向架构架横梁箱体结构试验用材料为P355NL1正火可焊细晶粒钢,其基本化学成分见表1。焊接材料采用G 4Si1,焊丝直径φ1.2 mm。
1.2 焊接工艺
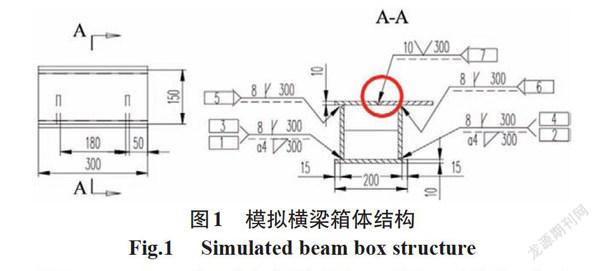
采用 MAG 手工焊(tMAG/135)对模拟箱体结构(见图1)进行焊接,焊接设备为型号OPTIPULS 500IW的SAF焊机,焊接位置为PA 位置,保护气体采用富氩混合气φ(Ar)80%+φ(CO2)20%,气体流量为15~
18 L/min。横梁模拟箱体焊接时为防止焊接变形,采用工装刚性固定。焊接完成后对图1中的焊缝 7 (圆圈中焊缝)采用磁粉探伤(MT)检验。焊缝7的焊接工艺参数见表2。
1.3 残余应力处理工艺
风铲振动冲击:焊缝7焊接过程中,在每道焊缝冷却时用风动铲冲击(风动铲圆弧面为R2~R4)。用风动铲振动焊缝时,风铲头为球形头,风压不得低于0.4 MPa;振动应保持均匀、适度,避免振动过大而产生裂纹;振动应顺延焊缝方向进行。
局部热处理工艺:在工件焊缝周围对工件进行局部缓慢加热,加热范围内表面颜色为褐色时即达到保温温度(用红外测温仪测量,此时加热区温度约为 590~650 ℃),采用耐高温隔热布覆盖保温一段时间,保温时间约为 3 min/mm,不得低于 15 min,然后緩慢冷却至室温。局部加热采用氧-丙烷气体加热,焊炬型号 G01-100-05,丙烷压力 0.2 MPa,氧气压力 0.8 MPa,燃烧比α=1.1~1.2(中性焰)。沿焊缝7长度方向在焊缝中心位置进行火焰加热,加热区宽度在30 mm范围内。
整体热处理工艺:将焊接完成的横梁模拟箱体整体放进热处理炉中进行去应力退火处理,试板入炉温度≤200 ℃,升温速度≤150 ℃/h,热处理温度为590 ℃±15 ℃,保温3 h,冷却速度≤120 ℃/h,出炉温度≤200 ℃。
1.4 残余应力测量方法
采用X射线衍射法测量不同处理状态下的横梁模拟箱体(见表3)的残余应力,测量设备为日本Pulstec公司生产的便携式μ-X360n残余应力测量系统,该设备为基于德拜环的二维探测器,所用靶材为Cr靶,准直管直径1 mm,功率30 kV·1 mA,利用零应力铁粉校准。对焊缝7对接接头垂直于焊缝布置一条测试线,分别距离焊缝中心0 mm、±5 mm、±10 mm、±15 mm、±25 mm、±35 mm、±55 mm、±75 mm处进行布点测试。
2 实验结果及分析
2.1 不同处理状态接头残余应力分析
不同处理状态下焊接接头的残余应力分布曲线如图2所示,其中σx为平行于焊缝长度方向的纵向残余应力,σy为垂直于焊缝长度方向的横向残余应力。图2a为1#模拟箱体焊态的残余应力分布曲线,可以看出1#模拟箱体焊缝及近缝区存在较大的残余拉应力,拉应力峰值为314 MPa,出现在距焊缝中心-5 mm的焊缝区,随着远离焊缝中心,残余拉应力变小直至母材变为残余压应力;焊缝区、近缝区和母材的横向残余应力主要为残余压应力。图2b为2#焊态+局部热处理状态模拟箱体焊缝7的残余应力分布曲线,可以发现2#模拟箱体焊缝及近缝区也是残余拉应力,峰值为230 MPa,出现在距焊缝中心5 mm的焊缝区;横向残余应力主要为数值较小的压应力和拉应力(拉应力小于100 MPa)。图2c为3#风铲振动冲击状态模拟箱体焊缝7的残余应力分布曲线,可以发现:3#模拟箱体纵向残余应力和横向残余应力分布规律相同,均为“ M ”型,即焊缝区为残余压应力,近缝区为拉应力,母材区为压应力。焊缝区的残余压应力在-200~-350 MPa之间,由于焊缝区采用风铲振动冲击,使得焊缝表面因塑性变形形成了一层压应力层,所以焊缝区所测应力均为压应力。近缝区的纵向拉应力峰值为175 MPa,出现在距焊缝中心15 mm处,与其对称位置-15 mm处的拉应力值168 MPa相近。横向残余拉应力峰值出现在距焊缝中心-15 mm处,为91 MPa,与其对称位置15 mm处的拉应力值83 MPa相近。图2d为4#焊态+整体热处理状态模拟箱体焊缝7的残余应力分布曲线,可以看出,经过整体热处理后的4#模拟箱体整体残余应力水平较低,分布较为均匀,残余拉应力数值均低于120 MPa,残余压应力绝对值低于150 MPa,说明整体热处理不仅可以降低模拟箱体焊接接头残余拉应力的峰值(削峰作用),还能使得焊接接头的整体残余应力均匀化(均匀化作用),对于消除焊接残余应力具有良好的效果。
2.2 不同处理状态模拟箱体残余应力对比分析
不同处理状态下模拟箱体焊缝7的纵、横向残余应力分布比较如图3所示。由图3a可知,2#模拟箱体经过局部的热处理后,纵向残余拉应力峰值较1#焊态模拟箱体下降约33%(1#峰值为314 MPa,2#峰值为210 MPa),说明局部热处理具有一定消除焊接残余应力的作用;同时可以发现局部热处理后2#模拟箱体的纵向残余应力整体分布比1#模拟箱体更为均匀。经过风铲振动冲击的3#模拟箱体焊缝7的焊缝及焊趾区域为压应力,其他区域的分布趋势与1#模拟箱体相同。经过整体热处理的4#模拟箱体,相比于1#模拟箱体纵向残余应力分布曲线明显下移,且分布更为均匀,残余拉应力峰值下降约65%(1#峰值为314 MPa,4#峰值为111 MPa),接近2#模拟箱体的2倍,说明整体热处理比局部热处理消除应力的作用更优,主要原因是金属材料在去应力退火过程中会发生回复,由于温度升高,位错密度下降,位错运动阻力降低,在内应力作用下,金属内部的位错会继续发生滑移现象,从而发生局部塑性变形,材料屈服强度下降,从而使得第一类内应力(工程上通常说的残余应力主要为该类内应力)得以释放[6]。局部热处理与整体热处理的最大区别在于局部加热,高温区与常温区之间必然会存在温度梯度,且高温区的热变形会受到周围较冷金属和箱体结构本身刚度的制约,因此残余应力的消除效果不及整体热处理的效果好,如果加热工艺不当局部热处理过程本身还可能会带来残余应力[7]。
由图3b可知,焊态箱体焊缝7的横向残余应力主要为压应力,最大压应力绝对值为257 MPa。局部热处理和整体热处理均能降低焊态模拟箱体的横向残余应力,不仅压应力绝对值降低,应力整体分布变得更为均匀。风铲振动冲击箱体的焊缝及焊趾部位横向残余应力为压应力,在-329~-170 MPa之间,两边焊趾之外的最近测点为拉应力,数值小于100 MPa。风铲振动冲击主要是在焊缝金属表层产生了一定的压缩塑性变形,从而改变焊缝金属原有的应力场,形成一层一定深度的压应力场,这与超声冲击处理改善焊接接头残余应力的基本机理一致[8],只是风铲冲击强化程度不如超声冲击。因此,所测风铲振动冲击后的焊缝区表面均为数值较大的残余压应力,但是风铲振动冲击需要掌握好振动冲击的参数,以免在焊缝表面形成微裂纹,从而影响焊接接头的疲劳性能。
3 结论
采用X射线衍射法对经过不同工艺方法处理的模拟转向架构架横梁箱体结构对接接头焊缝进行残余应力检测和对比分析,得出以下结论:
(1)焊态模擬箱体对接接头的焊缝及近缝区存在较大的残余拉应力,纵向残余拉应力峰值可达314 MPa。
(2)风铲振动冲击方法可以较好地改善焊缝区域和焊趾的残余应力,使得焊缝区域形成一层-350~-150 MPa的压应力层;但其他区域的应力分布规律与焊态相近,且改变了残余拉应力峰值出现位置。
(3)整体热处理可以有效降低模拟箱体的焊接残余拉应力峰值(残余拉应力峰值可降低65%)和均匀化整体残余应力分布。局部热处理可以一定程度上降低模拟箱体的焊接残余拉应力峰值(残余拉应力峰值可降低约33%),并在一定程度上均匀化焊接接头整体残余应力,但是效果不如整体热处理。
参考文献:
Xin H,Veljkovic M. Residual stress effects on fatigue crack growth rate of mild steel S355 exposed to air and seawater environments[J]. Materials & Design,2020:108732.
詹传康.焊接残余应力对某转向架构架焊接结构疲劳寿命影响研究[D].重庆:重庆交通大学,2019.
吴圣川,任鑫焱,康国政,等.铁路车辆部件抗疲劳评估的进展与挑战[J].交通运输工程学报,2021,21(1):81-115.
张选选,王益兵,魏丽霞. 电动工程车构架去应力退火工艺[J]. 机车车辆工艺,2020(4):38-39.
果伟,张志毅,邱培现,等.转向架用S355J2W钢MAG焊接接头残余应力研究[J].电焊机,2018,48(3):300- 303.
陶杰,姚正军,薛烽.材料科学基础[M].北京:化学工业出版社,2006:440-443.
姬书得,张利国,方洪渊,等.局部加热法影响转轮焊接残余应力的试验分析[J]. 焊接学报,2007,28(4):97-100.
孙杨,胡文浩,李余江,等.超声波冲击处理对S355J2W+
N钢对接接头焊后残余应力的影响[J].焊接技术,2018,47(8):102-106.
