一种空间多端头弯扭箱型节点的制作工艺研究
2021-09-10杜冰冰阙子雄王笛冯林涛杨旺胡诚安
杜冰冰 阙子雄 王笛 冯林涛 杨旺 胡诚安






摘要:某工程钢结构屋面采用大跨度箱型悬挑结构体系,由大量节点及附属杆件组成,节点端头均为弯扭结构,相关加工制作经验较为缺乏。阐述了该节点关键工艺技术的创新及应用,通过结构优化、革新组合折弯工艺、强化异型构件装配焊接质量控制,减少了整个屋面的弯扭结构数量,实现了高效制作和高精度控制,为类似工程提供参考借鉴。
关键词:弯扭箱型节点;建模思路;组合折弯;精度控制
中图分类号:TG457.2 文献标志码:B 文章编号:1001-2003(2021)06-0041-05
DOI:10.7512/j.issn.1001-2303.2021.06.07
0 前言
随着钢结构行业技术的突飞猛进,造型设计越来越受到业主和设计的青睐,其中双曲面结构设计是实现造型的有效途径,并在鸟巢、深圳湾体育中心、珠海歌剧院等典型工程中得到了工程验证。此类弯扭构件弯曲曲率较小,节点均为平直构件组成,节点与节点之间采用弯扭过渡段,此类构件有较为成熟的制作经验,但是针对节点采用弯扭段的大曲率弯扭结构,目前还缺少具体的加工制作经验[1-5]。
1 概述
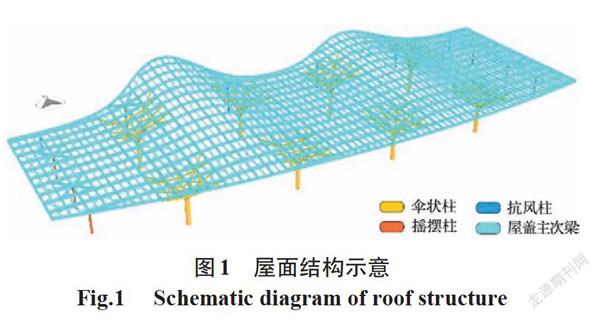
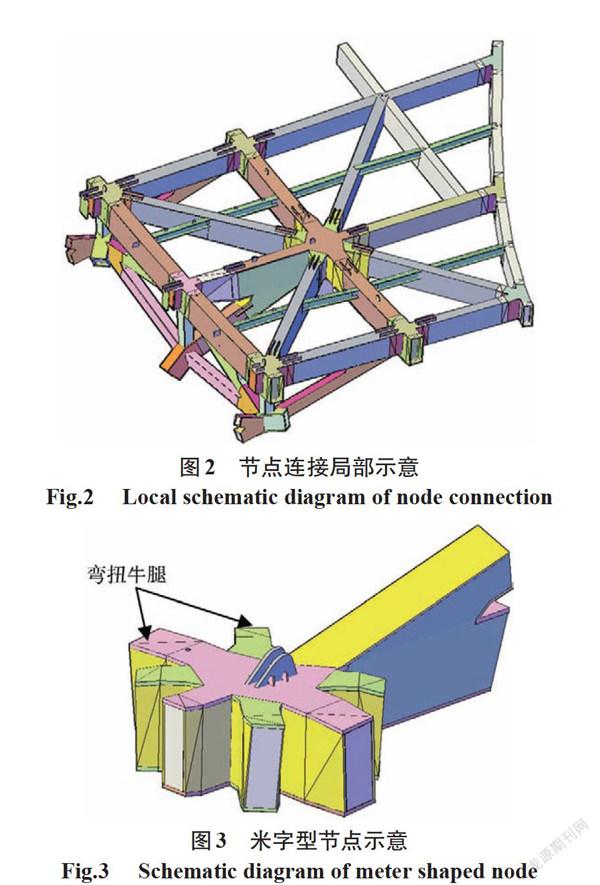
某工程屋面整体结构外观呈现一种波浪曲面(见图1),由弯扭节点和中间直段杆件组成(见图2)。节点类型主要有十字型节点、米字型节点、Y字型节点和T字型节点,多端头弯扭箱型節点的数量达2 000个。
1.1 多端头弯扭米字型节点
文中以米字型节点为例,阐述工艺制作思路及质量精度控制措施。该米字型节点现场与10个构件相连接,其中7个箱型牛腿端头有弯扭段,弯扭段长度250~450 mm,每个牛腿翼板、腹板至少存在2道折弯,其中一道为斜角折弯(见图3)。
1.2 制作重难点
(1)整个屋面为波浪形曲面,建模过程中如何减少异型构件的数量和难度,使节点之间的构件为常规箱体(可流水线作业),且使端口为矩形,便于现场对接,此为深化的难点。
(2)弯扭板件数量较大,折弯道次多,如何做到弯扭板件快速出图、识图简单、成形便捷精准,此为制作的重难点之一。
(3)弯扭节点结构复杂,如何通过拼装、焊接的工艺措施保证质量精度,此为制作的重难点之二。
2 深化设计
2.1 设计思路
结构优化:为减少整个屋面结构的异型程度和数量,将屋面钢梁方向调整集中化,采取短异型箱型梁或节点端头过渡进行转化,从而使相连接的箱型钢梁为常规直构件,且连接端口设置为矩形。
2.1.1 组合折弯形式弯扭
多端头弯扭箱型节点弯扭段集中在端头250~
450 mm,且端口为矩形。若采用平滑过渡(见图4)的弯扭进行设计,钢结构行业现有的设备无法保证在端面为直线的情况下完成平滑弯扭成型。在满足结构设计的条件下,采取组合折弯的方式达到弯扭过渡(见图5),零件板可采取折弯机进行成型且板端头为直线,板件成型效率高、尺寸精度高。
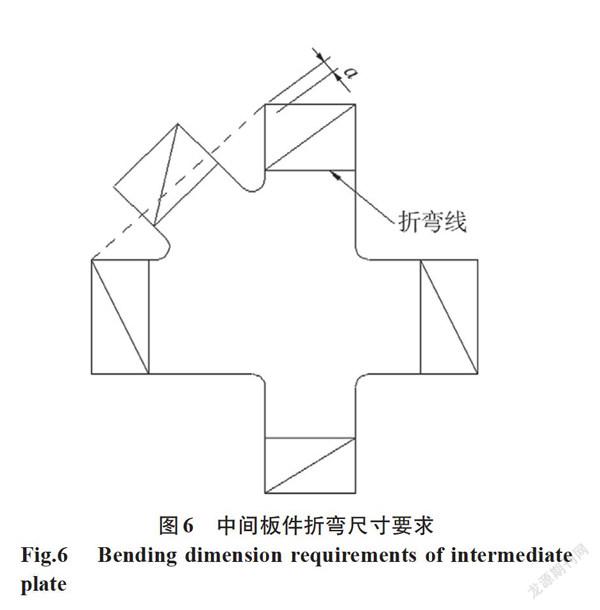
2.1.2 建模注意事项
(1)多端头夹角较小的情况下(见图6),中间位置板件在折弯时,折刀同时会接触两侧板件,因此要求两边板件连线a与折弯线相距应小于折弯机下模槽口的1/2。
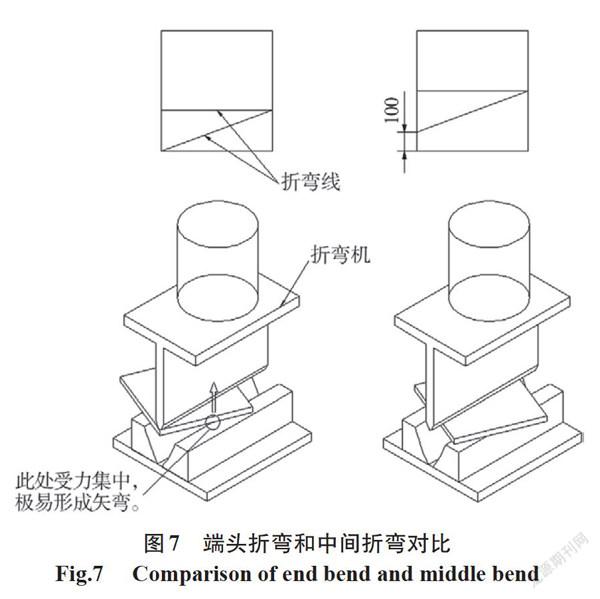
(2)部分板件折弯角度较大,折弯位置设置在端头,采用折弯机加工易形成矢弯(见图7)。为避免此情况,对于板厚t≥25 mm和折弯角度大于5°的板件,将折弯位置向内平移100 mm以上。
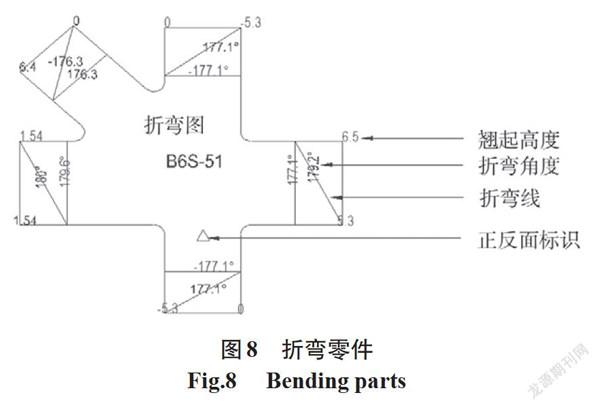
2.2 零件图出图方法
深化设计从未出过类似板件的零件图,完全采用坐标点出图工作量巨大且车间员工识图困难。为此,摒弃原始采用侧面剖视图来表达折弯尺寸的方法,通过俯视图数值法来表达折弯尺寸。新型折弯出图方法简介:以中间区域为水平基准,各个端头空间高度与中间水平位置做差,折弯角度标记在折弯线附近,正负数值分别代表向上折和向下折。此种方式尺寸清晰,图纸出图速度快,且车间识图容易、测量简便(见图8)。
3 节点制作工艺
3.1 板件折弯精度控制
(1)下料准备。
方向标识:零件图中设置板件正面标识,此种板件套料不可镜像,数控下料时将正面标识移植到板件上。
(2)折弯尺寸数值移植。
根据板件正面标识的位置,确认板件与折弯图纸的方向,将图纸尺寸移植到板件上(见图9)。
(3)组合折弯顺序。
折弯机上配有红外线定位,每一道折弯完成均对角度进行检查。经过实验,首先对折弯线①进行折弯,再对折弯线②进行折弯,此顺序折弯精度高,第二道折弯对第一道折弯影响较小(见图10),效果良好。
(4)质量控制。
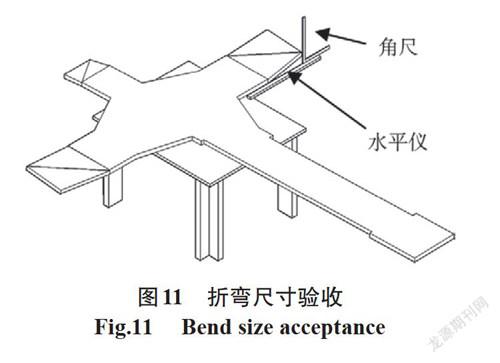
折弯板件在简易的水平胎架上进行验收,采用水平仪和角尺重点控制角部翘起的高度(见图11)。
3.2 构件装焊质量精度控制
(1)拼装精度控制。
本节点空间结构复杂,仅凭构件图难以表达尺寸,需通过空间三维坐标点图来进行定位和装配。
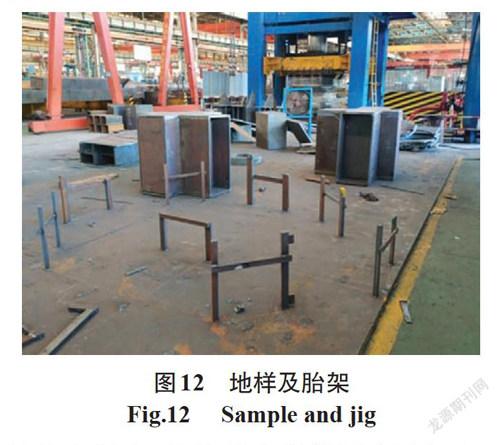
①绘制地样、搭设胎架。根据构件的俯视投影尺寸,在水平钢板胎架上绘制节点投影线、关键尺寸控制点并打上样冲眼,根据坐标点搭设胎架(见图12)。
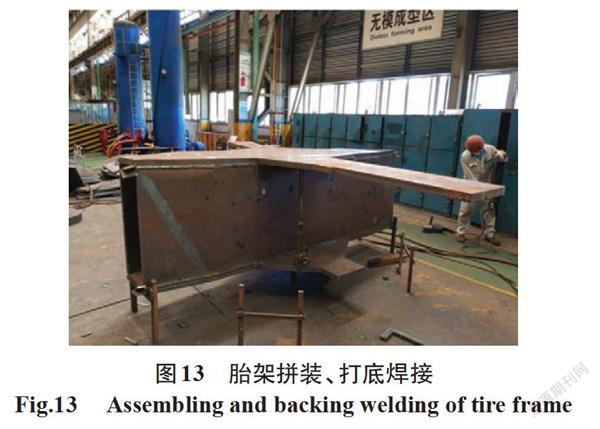
②分步拼装。将构件主体放置在胎架上,调整两端口的尺寸,然后进行定位焊接(见图13)。构件在胎架上进行打底焊接,之后下胎将构件翻身,采用平焊位置进行填充盖面,尽可能减小焊接变形引起的尺寸偏差。焊接完毕后进行隐蔽报验和UT探伤,最后再回胎对尺寸进行复核调整。
在胎架上依次装配其他牛腿,尺寸检查合格后在胎架上进行打底焊接。然后下胎进行焊接,依次循环至所有板件均装焊完成。
(2)焊接精度控制。
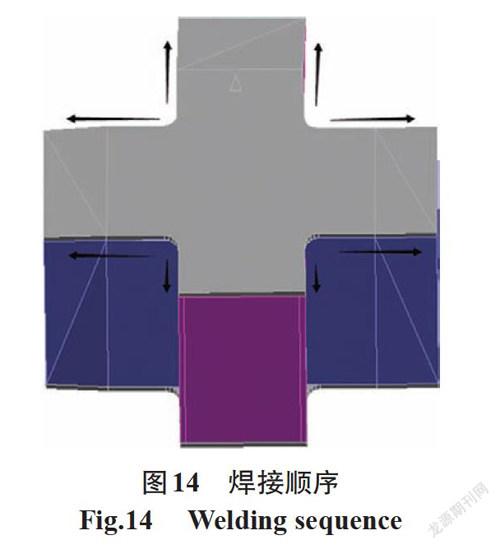
控制原则:坚持焊接变形控制为主、兼顾焊接位置的方针,根据拼装顺序制定相应的焊接顺序。
①胎架上打底焊接,最大程度上固定焊接结构,减少变形。
②下胎焊接时,依据对称施焊的思路,保持焊接能量的均衡性(见图14)。同时采取小的热输入,焊接手法上采取多层多道焊。
③焊接位置选择:胎架上采取横焊打底,节点主体两侧对称焊接。下胎后以平焊为主,保证焊缝内部质量(见图15) 。
④小夹角部位焊接。本工程牛腿之间小夹角部位非常多,大部分通过折弯已经进行规避,但是个别牛腿之间的夹角还存在最小35°的情况,常规从外侧无法做到全熔透。针对该情况,采用牛腿散拼的方式装配,小夹角板件根部留2 mm间隙,外侧封底焊,然后从内侧进行焊接(见图16)。
(3)质量验收。
节点整体焊接完毕后,根据《钢结构工程施工质量验收标准》的要求,质检员在胎架上对空间尺寸、外观进行检验(见图17)。
4 结论
以某屋面钢结构箱型节点制作加工0为例,叙述了采用组合折弯取代弧形弯扭过渡的方法设计多端头箱型节点的制作工艺,通过深化优化设计、零件图革新、专项折弯工艺、拼装工艺、焊接工艺等措施,实现了质量的精度控制,为类似工程提供借鉴有效的参考经验。
参考文献:
GB 50661-2011,钢结构焊接规范[S].
GB 50205-2020,钢结构工程施工质量验收规范[S].
戴为志,高良.建筑钢结构工程焊接技术及实例[M].北京:化学工业出版社,2010.
程登,张发荣,李正,等.弯扭菱形箱型桁架制作工艺研究与应用[J].电焊机,2020, 50(11):71-78.
GB50755-2012,钢结构工程施工规范[S].
