光纤光缆技术课程设计
2021-09-10刘海杰
刘海杰

1 光缆结构和材料选用
1.1光缆的结构图
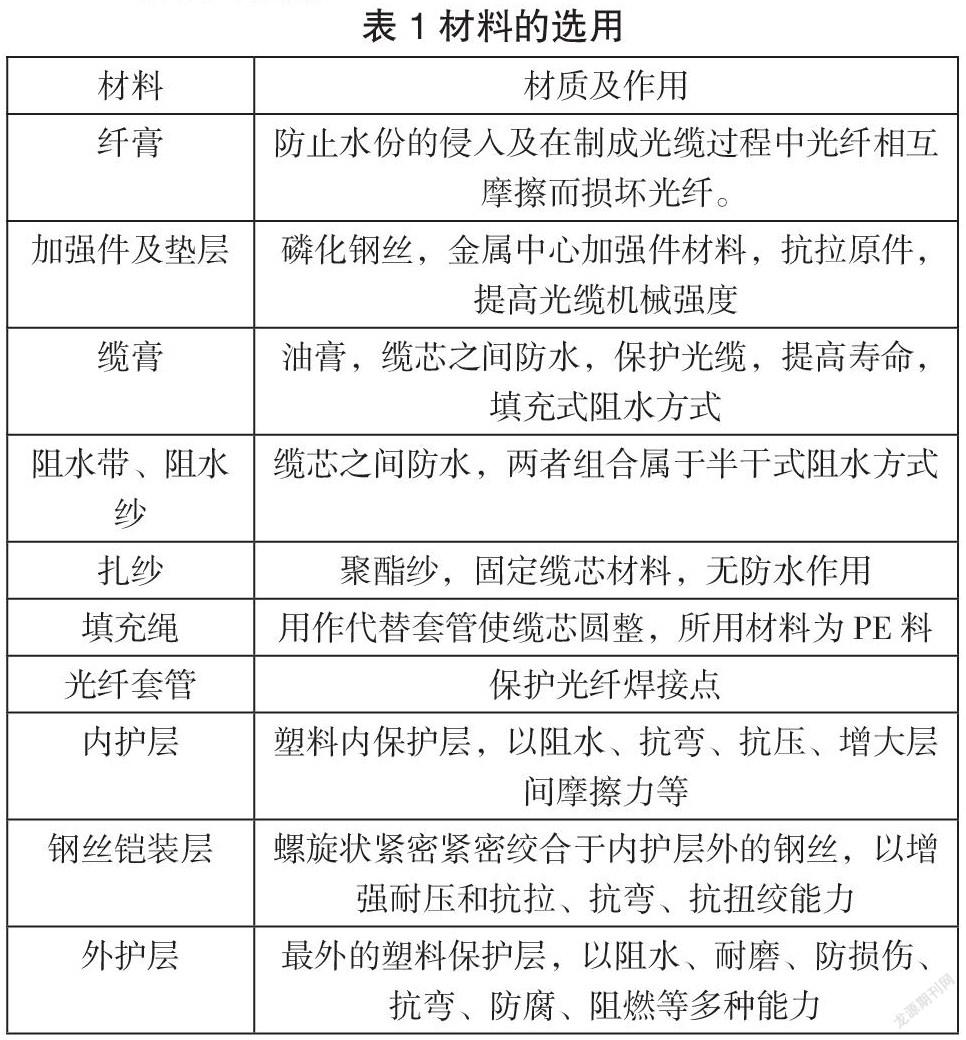
1.2材料的选用
2 成缆设备
2.1成缆机的组成
SZ绞成缆机主要由加强芯放线及张力控制系统、12路光纤放线和张力控制系统、油膏填充系统、SZ绞合系统、扎纱系统、牵引系统、收排线系统、包带系统等组成。
2.1.1加强芯放线及张力控制系统
加强芯放线采用龙门悬挂式放线架,最大装盘规格直径1600mm。其由机架、升降机构、夹盘机构及电控部分组成。两只升降柱既可单独升降,也可同时升降,放线张力由磁粉制动器控制。
张力控制采用双轮储线式张紧装置。其由两只直径800mm的张紧轮及磁粉制动器组成,改变磁粉制动器的激励电流的大小,就可以得到预想的张力,确保成缆过程中加强芯张力恒定。
2.1.2 12路光纤放线和张力控制系统
12路光纤放线采用直流电机及摆线针轮减速器,传动光纤放线轴。该放线轴具有伸缩条件的功能,以满足线盘的尺寸。
光纤张力控制装置为一滑轮结构,由上面5个定轮和下面4个动轮组成。其作用是通过动轮控制放线,使之自动跟踪成缆速度,放线张力的大小可通过平衡砝码的配重来实现。
2.1.3油膏填充系统
加强芯填充由供胶装置和压力填充头组成。成缆后的填充装置由供膏装置、加压装置和压力填充头组成。
加强芯的填充头前后装有弹性的耐磨橡胶制成的挂胶模,当向储胶筒内供胶时,储料筒内就具有一定压力,实现压力供胶。
成缆后的填充,要求具有足够大的压力,把油膏挤如缆芯,而且在填充过程中保持压力恒定
2.1.4 SZ绞合系统
SZ绞合装置采用差动结构,由八个导向头和一个绞合成型头组成。 SZ绞和头的动力来自于绞和台内的交流伺服电机。通过对安装在绞合头上的编码器进行计数,在PLC控制器中进行逻辑运算,产生换向信号,控制电机正反转。交流伺服电机的转速同步于成缆速度,其同步比例由电位器作无级调速。
换向控制中的计数进行阀值设定,可以得到一系列SZ绞合的換向速度。绞体有八个导向装置,每个导向装置的转动角度按等差数列变化,使束管形成一条连续光滑的空间螺旋线。
2.1.5扎纱系统
扎纱头具有两个扎纱绞盘,其扎纱方向相反,可保证光缆结构稳定。扎纱速度与成缆速度同步,其同步比例系数可由电位器无级调整。
每个扎纱头上同时安装由两个纱盘,即使有股断纱,也不会形成缆芯松散。扎纱张力可通过调节弹簧对导线轮的压力来实现张力调节。
2.1.6牵引系统
牵引装置是使成缆机完成成缆条件之-的直线运动,由牵引轮和分线轮组成,一般采用直流电机驱动或交流电机变频控制,通过减速器使牵引轮转动,牵引速度与SZ绞合速度同步。
2.1.7收排线系统
收线架为龙门自动对中悬挂式,宽调速永磁直流电机通过减速器实现收线转动,并且由“高速”、“空挡”、“低速”三个挡位。低速挡时最高收线转速为15.8rpm,高速挡时为33.3rpm。收线张力控制为滑动式结构,当成缆速度变化时,张力轮移动,其后耦合的位移传感器也随之移动,从而自动调节收线电机的转速,实现收线速度与成缆速度同步,收线张力来自于汽缸,调整汽缸压力,便可调整收线张力大小。
排线采用丝杆螺母机构,通过电机带动丝杆和螺母实现排线。
2.1.8包带系统
包带系统主要是在缆芯外包覆隔离带或阻水带,包带方式由螺旋绕包和纵包两种类型。绕包形式的又可分为普通式、平面式、切线式、同心式。
纵包装置由放带座、报警装置、纵包膜等组成。断带和包带用完均有报警停机装置。放带位被动式,张力调节位绳轮结构。
参考文献:
[1]《光纤光缆的设计与制造》(第四版),陈炳炎著,浙江大学出版社,2019.06.
[2]慕成斌等 编著,《通信光纤光缆制造设备及产业发展》,同济大学出版社;2017年.
[3]魏忠诚 主编,《光纤材料制备技术》,北京邮电大学出版社,2016年.
[4]《光纤与电缆及其应用技术》,CN;31-1480/TN,信息产业部电子第二十三研究所主办.
[5]《Chinese Optics Letters》,CN;31-1890/O4,中国科学院上海光学精密机械研究所主办.
河南工学院电缆工程学院 河南 新乡 453003
