横河系统控制器故障的处理方法
2021-09-10刘思睿

摘要:横河控制器CP461-50在出现故障报警后停止工作,本篇介绍了更换控制器CP471-00的步骤,作业过程中可能出现的风险及预防措施,和处理结果。
关键词:横河 VP系统 控制器 切换
一、故障简介
CENTUM VP系统是日本横河公司近年来开发出来的新型集散控制系统,锦州石化公司加氢改制装置DCS系统为横河控制系统,采用型号CP461-50的控制器,于2014年投用,已运行近7年。2021年2月20日23时25分09秒,加氢改質装置DCS系统FCS1102冗余控制器中的右侧控制器故障,产生Fail(CPU DOWN)报警;23时25分25秒,该控制器自主进行重启,数据开始拷贝,产生Copy报警;23时26分04秒,该右侧控制器数据拷贝失败,控制器进入停止工作状态,产生Fail(SELFSTOP)报警。在更换控制器前,FCS1102控制器为单控制器运行,容错率大幅降低,风险较大。2021年2月25日,仪表工程师对其右侧控制器进行更换,故障仍未消失,咨询厂家,认为是在用主控制器侧存在故障,并且该系列控制器存在隐患。
加氢改质装置DCS控制系统自2014年投用,一直使用横河公司的CENTUM VP R5.03 B3版本,控制器型号为CP461-50。在与厂家沟通交流分析过程中,得知了该系列卡件存在隐患,原因为太阳黑子产生的中子信号在辐射时导致控制中的信号无法跳转,从而出现上文所提的故障,该小概率事件恰巧发生在加氢改质装置中,并且在广东惠州也发生过类似的案例。自2020年,横河公司开始在全国召回该卡件,并对其进行免费更换,对装置的控制器进行更换,将存在隐患的CP461-50控制器更换为CP471-00控制器。
二、作业可能存在的风险及预防措施
1、现场设备方面
仪电车间工程师在更换前对生产车间工艺人员进行交底,对车间所要求的212个阀门进行统计,确定每个阀门所对应的控制器位置。生产车间依据仪表人员所提供的统计资料对73个重要阀门进行专门定制方案,并在更换控制器作业前对相关阀门采取相应的风险削减措施。仪表人员在得到生产准备就绪的指令后,便可对控制器进行更换作业。
2、系统软件方面
仪表人员为了确保更换控制器前后数据保持一致,对程序中的ST16、LC64、SFC模块进行数据导出核对,确定其离线下装后是否为自启动、其现在状态是AUT或者MAN状态,SFC模块是PAUSE状态、RUN状态或者STOP状态;对于组态内部一些变量,例如SPLIT模块、AS-L或者AS-H模块,利用笔记录下当前的状态值;对5个重要的赫尔碧格折线函数采取拍照保存的方法。对于其他变量,采用了横河系统自带的参数保存功能进行保存,折线函数也可以在参数保存中保存。
3、DCS系统报警方面
在更换控制器的过程中,会产生系统报警,需要生产车间与仪表工程师及时沟通,在更换过程前,了解更换步骤,在更换过程中,及时了解更换情况。在控制器更换过程中,生产车间流程图的指示及控制点的信号中断,所有信号会出现***的状态,待控制器下装成功后,信号会重新出现。
三、作业步骤
1、系统硬件准备
准备好相应的工具(例如长把螺丝刀、防静电护腕、小螺丝刀等)和新的CP471控制器,并将新的控制器的拨码开关进行拨码。
2、更新软件版本
在工程师站进行打补丁操作,将软件版本从R5.03 B3升级到R5.03 B4,目的是为了使系统软件识别出来新的CP471控制器。然后,在System View中对控制器进行参数保存工作。
3、更换控制器
等待生产车间准备就绪后,开始进行硬件更换工作。首先用记号笔确定好控制器上的4根网线标识,区分好L、R以及BUS1、BUS2网线。然后确定好备用侧控制器,对其进行更换;然后更换另一个工作侧控制器。在更换过程中,注意更换控制器电池和核对域号站号拨码开关。
工程师在更换控制前触摸机柜间安装的静电消除器,消除身体上所带静电,并戴好防静电护腕。先将故障控制器上的2根Vnet网线做好标识,然后将其拔出,此时系统会产生Vnet Fail报警,拔出前需要通过对讲机与当班操作人员交底,拔出后及时与操作人员进行确认。
用长把螺丝刀将故障控制器上下的紧固螺丝松开,拔出故障控制器。将新的CP471-50控制器插上对应卡槽,紧固上侧和下侧的螺丝,新控制器上电自检,等待自检完成。
4、做切换试验
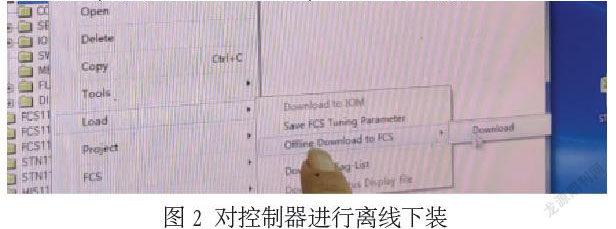
在新的控制器安装完毕后,在工程师站上对该控制器进行离线下装。下装成功后,由工程师对控制器做切换试验,试验结果是否合格。在整个作业期间,工程师和生产车间人员均严密监视现场阀门动作,并选取几个阀门进行观察,并没有发现扰动现象。
四、处理结果
更换控制器工作结束后,和生产人员对相关参数进行核对。其中SPLIT模块、AS-L或者AS-H模块在更换前后均没有变化;折线函数的相关数据也被完整保存;SFC模块中的先进控制程序、反冲洗程序、过滤器程序等均有生产工艺人员进行投用操作;对5个LC模块(更换前后状态不一致),由生产工艺人员确认,将其调整到更换前的状态(MAN状态);对其它ST、LC模块,逐一进行核对,状态均保持一致。
对于SW开关,例如联锁投切开关、程序中的内部变量等,由于系统不能对其进行保存,在离线下装的过程中,该类参数全部变为0。工程师同生产工艺人员对214个SW开关参数进行交底,使得生产操作人员在操作中遇到类似的问题时有所准备,知道如何进行操作。
至此,更换控制器工作结束,控制器均正常稳定运行。
参考文献:
[1]王琦.分布控制系统性能测试技术[M].科学出版社,2010.
[2]胡涛松.自动控制原理[M].科学出版社,2001.
作者简介:刘思睿(1994——),女,汉族,辽宁锦州人,职务:锦州石化公司,职称:助理工程师,学历:大学本科,研究方向:仪器仪表,自动化控制。
中国石油锦州石化公司 辽宁 锦州 121000
