余热回收机组在寒冷地区污水厂的应用案例
2021-09-10尤新军常功法
尤新军,常功法
(1. 临沂市生态环境局,山东临沂 276000;2. 临沂讯飞环保设备有限公司,山东临沂 276000)
城市污水处理厂主要依靠微生物的新陈代谢作用完成污水净化,水温对净化效果影响极大[1-4]。水温低于12 ℃时,去除污水中氨氮的主要功能菌-硝化细菌的代谢行为几乎停止,维持生化系统处于12 ℃以上或更高温度,是污水稳定达标排放的必要条件。
在我国北方寒冷地区,冬季气温低至-20 ℃时污水厂进水温度会低至7 ℃左右,生化池温度则会更低,二沉池表面甚至会出现结冰现象。北方地区污水处理厂倾向于将除生化池、二沉池等大型池体外的预处理和深度处理单元设置在车间内,最大限度减少热量散失。但是当进水温度很低时,仅减少污水热量散失仍无法保证生化池处于合理的温度范围。为防止管道设备冻坏,冬季需对车间供暖,多采用锅炉或空气源热泵。电锅炉电耗过高,燃煤锅炉不可避免的伴生空气污染,而空气源热泵在雨雪等潮湿天气及气温低于-15 ℃时,存在结霜严重、制热效率低的问题,使用效果不佳。
在山西北部某城市污水处理厂冬季保暖改造工程中,采用余热回收机组技术成功将生化工段水温维持在12 ℃以上,并可以提供余热用于厂区办公楼及车间的供暖,节能环保效果明显,希望分享改造情况以供同行参考借鉴。
1 余热回收机组技术
1.1 余热回收机组技术原理
余热回收机组技术通过提取污水处理厂外排尾水的余热,并将这部分热量释放到原污水中,从而提升原污水的温度,为后序生化处理创造良好的温度条件,提高其处理效率。其基本原理是通过精确控制热媒的压缩和膨胀过程,利用热媒与外排尾水、热媒与原污水之间的温度差实现低品位热能到高品位热能的高效转化,最终实现对污水处理厂外排尾水潜能的回收利用[5]。通过使用余热回收机组,不但可以将生化池水温维持在高效范围内,还可提供富裕热量用于厂区办公楼及车间供暖。
1.2 工艺流程
利用余热回收机组实施污水厂冬季提温改造工程的工艺流程如图1所示。
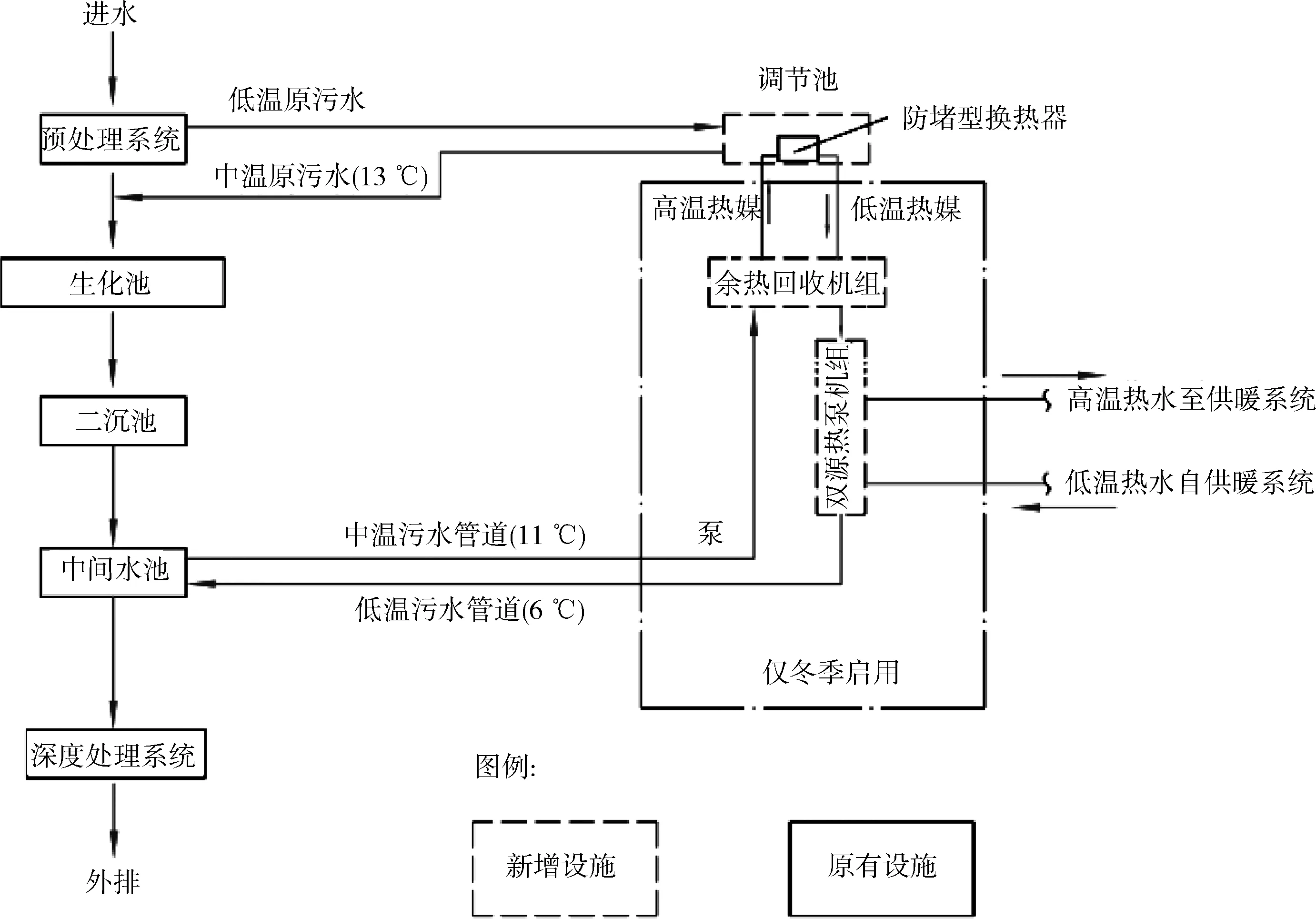
图1 利用余热回收机组实施污水提温工艺流程图Fig.1 Flow Chart of Wastewater Temperature Increasing by Using Heat Recovery Machine
将预处理系统产出的低温原污水(通常为沉砂池出水或初沉池出水)引入调节池,吸收余热回收机组通过防堵型换热器释放的热量后变为中温原污水,经生化工段散失1~2 ℃水温后在中间水池仍维持可中温。再将中间水池内的中温污水泵送至余热回收机组和双源热泵机组用于回收潜热,被回收热量后的低温污水进入深度处理系统。余热回收机组回收的热量再次释放给调节池内的原污水,实现热量回收利用,双源热泵机组回收的热量则输送至暖气管道系统用于车间及办公楼供暖。
1.3 技术难点及解决方案
1.3.1 低水温条件下机组无法启动
当污水处理厂进水温度低至7 ℃时,外排尾水温度会低至6 ℃以下。在此温度下余热回收机组以固定热量回收能力工作会将外排尾水降至冰点以下,导致机组无法启动[6]。因此,余热回收机组需配备分档启动功能,在确保外排水不至于结冰的情况下,先以较低档功能回收余热并释放给原污水;待中间水池温度逐渐升高后,再逐步提高机组档位,最终实现最高档位工作。
1.3.2 换热器易堵塞
普通管壳式、板片式换热器水流道的空隙狭小,而原污水中有较多杂质,易导致换热器堵塞,无法正常工作[6]。为此需设计专用的浸没式换热片,将换热片浸入污水中,片间距在10 cm以上,方可确保避免堵塞问题。
1.3.3 专业性强,普通员工难以掌握
余热回收机组专业性较强,普通人员往往难以完全理解其原理。为此余热回收机组的自动控制系统需非常完善,操作界面尽量简单易懂,仅保留少数3~5个需要人工参与控制的参数。
2 项目概况
山西省北部某污水处理厂,设计流量为6 000 m3/d,冬季最低气温为-25 ℃,污水厂进水最低水温为7 ℃。原工艺为粗格栅→提升泵→细格栅→旋流沉砂池→初沉池→生化池→二沉池→消毒池→外排,执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)中的一级A标准,在冬季达标稳定性较差。根据相关部门要求,实施冬季保暖及提标改造工程,“穿衣戴帽”保证污水后处理设施的温度,改造后总氮浓度须低于10 mg/L,其余指标须满足《地表水环境质量标准》(GB 3838—2002)中的V类标准。保暖改造原计划为在初沉池、生化池及二沉池池壁外设保温层,并在周边设置钢骨架阳光板保温棚。因池体间距较小且管道密度太高,没有足够空间建造钢骨架基础,后改用余热回收机组方式为污水提温。提标改造内容为新增絮凝沉淀池和深床反硝化滤池。保暖改造内容如下。
2.1 新建调节池
新建调节池在春夏秋季具备调节水量、均匀水质的作用,冬季还具有升温调节的作用。有效容积为1 750 m3,理论水力停留时间为7 h,但实际进水量约为5 000 m3/d,导致实际水力停留时间约为8.3 h。配备搅拌机2台,单台功率为2.2 kW;调节池提升泵3台,2用1备,额定流量为130 m3/h,扬程为12 m,单台功率为7.5 kW,均可变频调节。
2.2 消毒池改造为回水泵房
将原有二氧化氯消毒工艺改造为紫外消毒,在消毒器后设取水口,将消毒池改造为中间水池。用回水泵将消毒后水泵送至余热回收机组和双源热泵机组进行热量回收后,再通过管道送至排水流量计前,计量后外排。回水泵2台,1用1备,额定流量为100 m3/h,扬程为26 m,功率为15 kW,可变频调节。
2.3 余热回收机组
新增余热回收机组1台,压缩机功率为180 kW,可分3档启动,3档负荷分别为50%、75%和满负荷。浸没式防堵型换热片6组,进入调节池内。
2.4 双源热泵机组
双源热泵机组的双热源分别为空气源和水源,可在两种热源制热模式间切换。当室外气温在-15 ℃以上且天气晴朗时,空气源和污水源模式均可高效运行;当室外气温在-15 ℃以下或雨雪阴天时,空气源制热效率明显偏低,可采用污水源模式。双源热泵机组功率为75 kW。
3 提温调试效果及能耗分析
3.1 调试期间水温情况
项目调试时间在冬至前后,最低气温为-23 ℃,污水厂进水温度约为7.4 ℃。为加速调试周期,调试人员预先将调节池注满水并用余热回收机组将水温升至23 ℃,随后开始往调节池内连续注水,调节池提升泵连续输水至生化池。调试期间每隔1 h记录一次调节池和生化池末端水温,数据如图2所示。

图2 调试期间调节池及生化池水温情况Fig.2 Temperature Variation of Regulating Tank and Biological Treatment Tank during Commissioning
如图2所示,调节池、生化池开始连续进、出水后,调节池内水温逐渐降低并最终稳定在12 ℃左右;生化池水温则逐渐上升并最终稳定在12 ℃左右;整个过程在48 h内基本完成。由于调节池容积较大,池内水升温至23 ℃后有一定的蓄热作用,对于缩短提温调试周期有一定的积极作用。调试初始阶段前6 h,由于中间水池水温较低,可供回收热量不足,余热回收机组档位处于最低档(50%);当提温效果逐渐显现,中间水池温度逐渐升高至9.5 ℃,余热回收机组档位调高至75%档;依次类推,在第14 h左右,中间水池水温逐渐升至10.5 ℃,余热回收机组可以满负荷(100%档位)运行。
3.2 污水提温效果
在余热回收机组投入使用前,生化池表面浮泥较多且存在大量结冰现象;余热回收机组投入使用后,浮冰逐渐溶解消失,生化池、二沉池隐隐有雾气升腾,活性污泥沉淀性能已有所改善,污水处理效果更加稳定。
图3为2019年11月—2020年3月供暖季期间该厂进水流量以及水温变化情况。进水温度在旋流沉砂池测量,生化池水温在生化池首端测量,日流量取自外排水在线数据。供暖季约5个月内,平均水量为4 260 m3/d,进水平均温度为8.6 ℃,生化池平均水温为14.0 ℃,平均增温幅度为5.4 ℃。其中1月、2月因为气温原因,水温最低可至7.1 ℃,相应时段内的水量也较低,因此,生化池水温并未出现大幅波动。
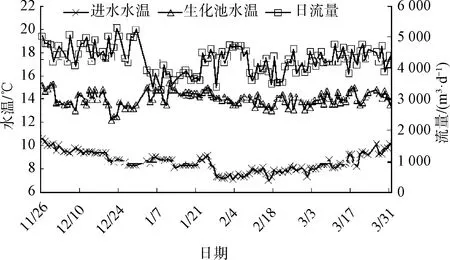
图3 供暖季期间水量及水温情况Fig.3 Flow and Water Temperature during Heating Season
3.3 双源热泵机组供暖效果
厂区需要供暖的区域主要是办公楼、粗细格栅间、净水车间、脱水机房、综合厂房,总面积约为3 500 m2。双源热泵机组利用中间水池回水蕴含的热量,可保障供暖系统供水温度为45 ℃以上,回水温度为42 ℃以上。办公楼内室温在16 ℃左右,较为舒适;车间外墙缺少保温措施,室温仅为8 ℃左右,但足以避免管道及设备冻胀毁坏。
3.4 提温对污水处理效果的影响
污水处理厂排水水质主要管控指标为COD、氨氮、总氮和总磷。该厂出水COD即便在无提温措施的情况下也可稳定在10~15 mg/L,提温措施未能进一步提高COD去除率稳定性。总氮、总磷去除效果与药剂投量关系更大,因此,本文仅分析提温措施对氨氮稳定性的影响。图4为2017年和2019年供暖季期间生化系统出水氨氮浓度数据。由图4可知,2017年在没有使用余热回收机组为污水提温的情况下,氨氮浓度虽能达到排放标准但波动较大,平均值为2.1 mg/L,标准差为0.8 mg/L;2019年在使用余热回收机组为污水提温的情况下,氨氮浓度较稳定,平均值为1.0 mg/L,标准差为0.3 mg/L。
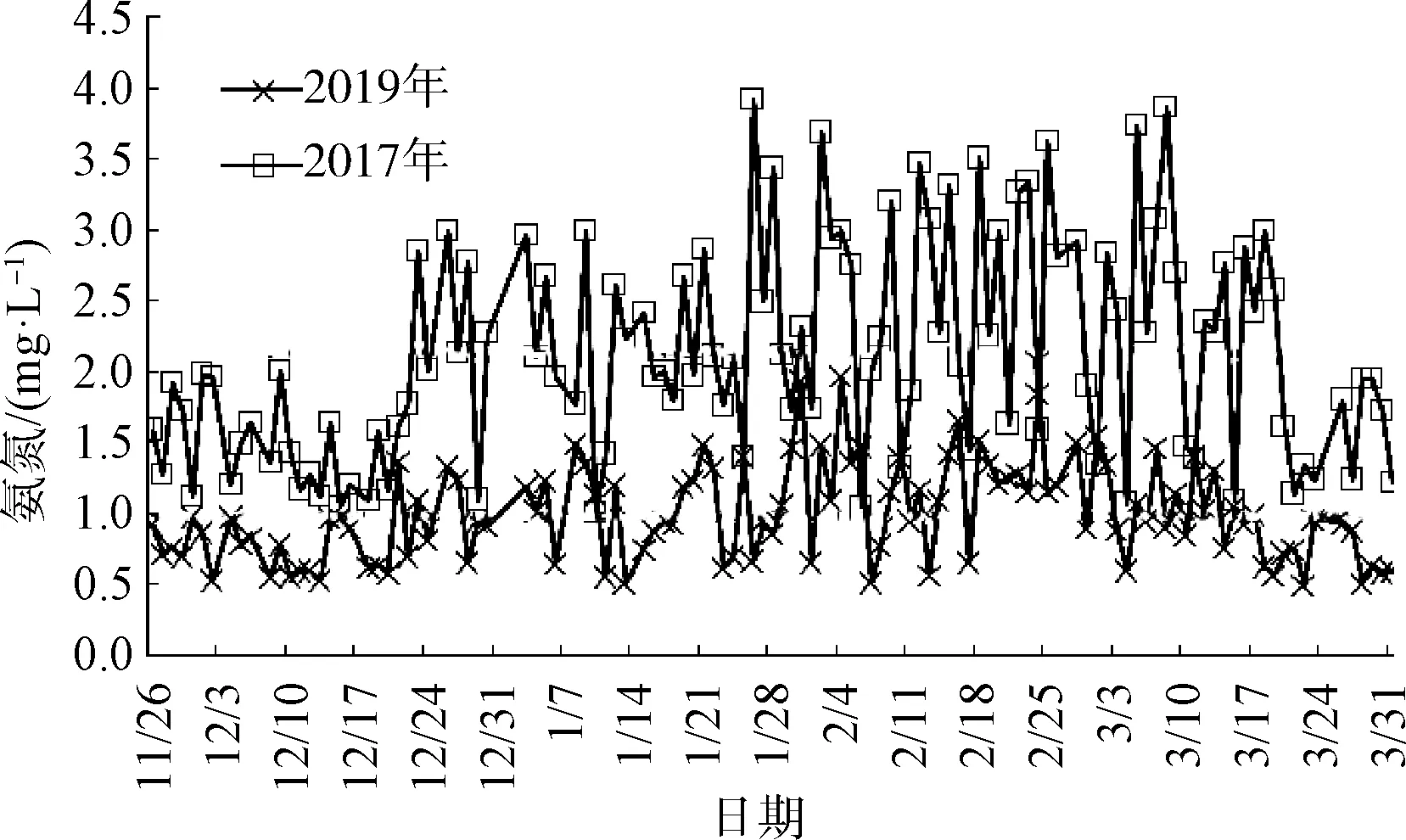
图4 提温措施对供暖季期间氨氮稳定性的影响Fig.4 Effect of Heating Measurement on Ammonia Nitrogen Stability during Heating Season
3.5 项目能耗分析
表1为2019年6月—2020年5月逐月水量及运行费用统计数据。当地每年11月—次年3月为供暖季,需开启余热回收机组和双源热泵机组。由表1可知,该厂全年污水单方成本约为2.27元,在非供暖季单方污水处理成本约为1.77元/m3,在供暖季成本约为3.17元/m3,比非供暖季增加1.4元/m3。电费方面,非供暖季平均单方电费为0.42元/m3,供暖季平均单方电费为1.53元/m3,增加1.01元/m3。在供暖季增加的电耗主要用于双源热泵机组和余热回收机组,二者的各自的实际功率分别为80 kW和175 kW,按照功率加权平均,则余热回收机组用于污水提温导致电费增加0.69元/m3,占供暖季运行费用的21.8%,占全年平均运行费用的30.4%。王晓磊等[7]的研究表明,当水温从19 ℃降至14 ℃时,其他条件相同情况下反硝化效率会下降15%。本案例中,在有/无提温措施的情况下生化池水温相差5.4 ℃,可以合理推测若升温措施在供暖季节约了药剂消耗量约15%,折合单方水价约节省0.17元/m3。综合考虑电费的增加和药剂费的节约量,余热回收机组升温措施仅会使运行费用增加0.52元/m3,占供暖季运行费用的16.4%。

表1 逐月水量及运行费用Tab.1 Monthly Quantity and Operating Cost
整个供暖季污水提温幅度平均为5.4 ℃,污水量平均为4 260 m3/d,该厂电价为0.78元/(kW·h),由电费反算电耗可得,单方污水提温1 ℃电耗为0.16 kW·h。若采用纯电加热,按照水的比热4.2×103J/(kg·℃)且电热转换效率100%计算,1 m3污水每提温1 ℃电耗为1.16 kW·h。即采用余热回收机组方式为污水提温,电耗仅为电加热方式的1/7。考虑到使用余热回收机组后,污水处理系统尚有富裕热量可供厂区办公楼和车间供暖,本项目节能效果更加显著。余热回收机投入前后效果如图5~图7所示。

图5 余热回收机组投入使用前生化池浮冰较多Fig.5 Floated Ice on the Surface of Biological Treatment Tank before Using Heating Recovery Machine

图6 余热回收机组使用后浮冰消失Fig.6 Floated Ice Disappeared after Using Heating Recovery Machine

图7 余热回收机组投入使用后生化池及 二沉池上空雾气升腾Fig.7 Visible Water Mist above the Surface of Biological Treatment Tank after Using Heating Recovery Machine
4 结论及建议
山西北部某城市污水处理厂采用余热回收机组方式为原污水提温,可将生化工段水温维持在效率较高的范围(12 ℃以上),电耗仅为普通电加热方式的1/7,并可产生富裕热量用于厂区办公楼及车间供暖,节能环保效果显著。本项目中调节池兼具均衡水质水量与污水调温的作用,具备一定的蓄热能力,对缩短提温调试周期有一定的积极作用。
通过余热回收机组方式实现污水提温,不仅可以提高寒冷地区污水处理厂冬季运行的稳定性,而且可以节约药剂费用,但余热回收机组功率较高,污水提温仍然是整个水厂能耗最高的环节,采取提温措施后冬季运行费用约增加16.4%。生化池升温幅度与余热回收机组电耗基本线性相关,建议探索优化水温与药剂消耗量的平衡点,找到保证污水处理效果足够稳定的最低水温条件,以最低的电耗和药剂消耗实现相对理想的污水处理效果。